1.本发明属于钎焊方法领域,具体涉及一种硬质合金刀具的无钎剂钎焊方法。
背景技术:
2.硬质合金刀具具有优良的使用性能,所以被广泛应用于金属材料、非金属材料的车、铣、切等机加工中,尤其是在合金钢、冷硬铸铁等材料的机加工中,只能使用硬质合金刀具。硬质合金刀头由wc、tic、co等粉末压制、烧结而成,刀基体常选用综合性能较好的碳钢、不锈钢制作,通过钎焊将刀头和钢基体钎焊在一切。
3.目前,硬质合金刀具常用钎焊方法为炉中钎焊和感应钎焊。炉中钎焊是整体加热,易造成刀具钢基体软化,焊后须进行热处理,否则影响使用性能。感应钎焊可进行局部加热,避免刀具钢基体的热损伤,且钎焊效率高。但是,硬质合金刀具的常规感应钎焊需用到钎剂。这是因为,钎剂是钎焊过程中的“排头兵”,起去膜、助流作用。而钎剂的主成分多是氟化物,钎焊过程中易产生气体和残留,不但污染环境,还易使钎缝形成大量气孔、未焊透、夹杂等缺欠,从而影响硬质合金刀具的强度和可靠性。
4.为解决硬质合金刀具感应钎焊存在的问题,相关现有技术采用整体气保护感应钎焊,但整个钎焊过程需保持通保护气体状态,不方便操作,影响钎焊效率和成本。
技术实现要素:
5.本发明的目的在于提供一种硬质合金刀具的无钎剂钎焊方法,方便实现硬质合金刀具的无钎剂钎焊。
6.为实现上述目的,本发明的硬质合金刀具的无钎剂钎焊方法的技术方案是:
7.一种硬质合金刀具的无钎剂钎焊方法,包括以下步骤:
8.(1)装配钢基体、银基钎料和硬质合金,形成构件;
9.(2)准备一可密封空间,可密封空间设置有与外部环境连通的开口,可密封空间内放置有吸氢钯粉,将步骤(1)的构件置于可密封空间内,加热使吸氢钯粉释放出氢气,由氢气将可密封空间内的空气由所述开口赶出,然后进行钎焊。
10.本发明的硬质合金刀具的无钎剂钎焊方法,将吸氢钯粉和刀具工件同时置于可密封空间,利用吸氢钯粉释放氢气将空间内部替换为氢气氛围,然后进行钎焊作业,该方法相对整体气保护法,对操作和设备的要求低,非常适于实际生产。
11.优选的,所述银基钎料含有li和p。采用上述含li、p的银基钎料,可进一步在钎焊局别微环境中脱氧,从而进一步优化无钎剂钎焊质量。
12.更优选的,所述银基钎料中,ag、li、p的质量比为50~60:0.3~0.5:0.03~0.05。进一步优选的,所述银基钎料由以下重量份的组分组成:ag50.0~60.0份、cu20.0~25.0份、mn1.0~5.0份、ni0.5~3.0份、sn1.0~2.0份、li0.3~0.5份、p0.03~0.05份。采用上述银基钎料进行无钎剂钎焊,所获得的刀具钎缝内部气孔、夹杂等缺欠少,钎缝强度高。
13.优选的,可密封空间的开口形成开口端,吸氢钯粉在可密封空间内远离开口端的
一端放置,所述构件设置在开口和吸氢钯粉之间。更优选的,构件的钎焊部位位于吸氢钯粉的上方。氢气密度小,将构件钎焊部位设置于吸氢钯粉的上方,构件置于开口与吸氢钯粉之间,可进一步优化钎焊部位的脱氧效果。
14.优选的,所述钎焊是针对构件的待焊部位进行局部感应钎焊。更优选的,所述可密封空间由底板和罩在底板上的玻璃罩围成,在玻璃罩外进行所述局部感应钎焊。
15.优选的,所述加热使吸氢钯粉释放出氢气的温度为40℃~60℃。保温的时间可选择为20~30s。
16.优选的,所述钎焊的温度为850℃~900℃。经过上述两步加热法,脱氧、钎焊有序进行,在更加简捷的条件下可更好的实现钎焊工艺控制。
附图说明
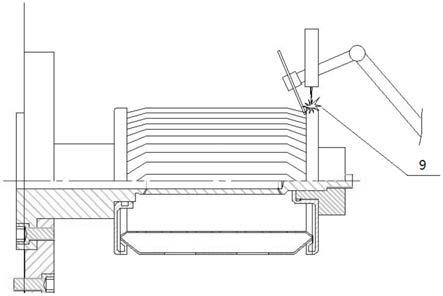
17.图1为本发明中硬质合金刀具无钎剂钎焊装置示意图;
18.图2为采用现有技术有钎剂钎焊和实施例1无钎剂钎焊的钎缝形貌,(a)无钎剂钎焊,(b)有钎剂钎焊;
19.图中,1
‑
可密封空间,2
‑
升降台,3
‑
钢基体,4
‑
钎料,5
‑
硬质合金刀头,6
‑
感应器,7
‑
吸氢钯粉。
具体实施方式
20.针对现有在钎剂条件下的感应钎焊以及在通整体气保护下感应钎焊的不足,本发明开发一种硬质合金刀具的无钎剂钎焊方法,既能克服常规感应钎焊方法存在的缺点,又能增强钎焊接头的强度和可靠性。
21.本发明中,无钎剂钎焊装置示意图如图1所示,在玻璃罩和底板围成的可密封空间1内设置有升降台2,在升降台2上放置由钢基体3、钎料4和硬质合金刀头5组成的构件,在玻璃罩外套设感应器6,对玻璃罩内的待钎焊部位进行局部感应钎焊。
22.玻璃罩为圆柱形(能够罩住整个焊接工件即可;其他实施情形下,也可以为方形或棱形),包括左、右侧壁和连接在左、右侧壁之间的圆筒身,左侧壁的中部设置有开口,靠近右侧壁位置放置吸氢钯粉7。升降台包括供放置构件的主体段和连接在主体段尾端的升高段,升高段的高度高于主体段。吸氢钯粉7放置在所述升高段上,且位于待焊部位的下方。
23.工作时,将适量吸氢钯粉和工件置于密封玻璃罩内,玻璃罩外部套入感应焊机感应器。先升温至预热温度,钯粉释放氢气,玻璃罩内部成为氢气氛围,再迅速升温至钎焊温度,从而实现刀具的局部气保焊感应钎焊。另外,钎焊所用钎料为含li、p的银基钎料,li、p是较好的脱氧元素,可以消耗密闭空间内钎焊部位的o2,有助于实现刀具的无钎剂钎焊。
24.下面将结合实施例对本发明的实施方案进行详细描述,但是本领域技术人员将会理解,下列实施例仅用于说明本发明,而不应视为限制本发明的范围。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市购获得的常规产品。
25.一、硬质合金刀具的无钎剂钎焊方法的具体实施例
26.实施例1
27.本实施例的硬质合金刀具的无钎剂钎焊方法,利用上述装置,选用高频钎焊,将银
基钎料置于钢基体槽内,并与硬质合金刀头装配好,置于密闭空间。同时,密闭空间内放置适量钯粉,启动电源,加热到预热温度并保温,使钯粉释放氢气;再加热到钎焊温度,钎料熔化、润湿、填缝,实现刀具的无钎剂钎焊。
28.银基钎料如下质量份数的原料制得:ag 50.0份、cu 20.0份、mn 1.0份、ni 0.5份、sn 1.0份、li 0.3份、p 0.03份。
29.吸氢钯粉是将海绵钯在800℃吸氢炉中充分吸氢,冷却取出制成粉末。
30.具体包括以下步骤:
31.(1)将海绵钯放入氢气炉中充分吸氢,冷却后研磨成粉末备用;
32.(2)将钢基体槽和与之配合的硬质合金刀头的待焊面经喷砂、超声波清理后备用;
33.(3)将钎料置于钢基体槽底部,并装入硬质合金头,装配固定;
34.(4)将装配好的工件置于升降工作台上,调整工作台位置使待焊部位位于感应焊机的适宜加热位置;工作台旁边放置适量吸氢钯粉,并将工件和钯粉置于密封玻璃罩内;
35.(5)玻璃罩外部套入感应焊机的感应器,启动电源,加热到预热温度并保温,吸氢钯粉释放大量氢气,将玻璃罩内空气排出,罩内为氢气氛围;预热温度为50℃,保温时间为20s。
36.(6)迅速升温至钎焊温度,钎料熔化、润湿、填缝,完成刀具钎焊。钎焊温度为880℃。
37.实施例2
38.本实施例的硬质合金刀具的无钎剂钎焊方法,与实施例1基本相同,区别仅在于:银基钎料由如下质量份数的原料制得:ag52.0份、cu21.0份、mn2.0份、ni0.8份、sn1.2份、li0.4份、p0.04份。
39.实施例3
40.本实施例的硬质合金刀具的无钎剂钎焊方法,与实施例1基本相同,区别仅在于:银基钎料由如下质量份数的原料制得:ag54.0份、cu22.0份、mn3.0份、ni1.0份、sn1.4份、li0.5份、p0.05份。
41.实施例4
42.本实施例的硬质合金刀具的无钎剂钎焊方法,与实施例1基本相同,区别仅在于:银基钎料由如下质量份数的原料制得:ag56.0份、cu23.0份、mn4.0份、ni1.5份、sn1.6份、li0.3份、p0.03份。
43.实施例5
44.本实施例的硬质合金刀具的无钎剂钎焊方法,与实施例1基本相同,区别仅在于:银基钎料由如下质量份数的原料制得:ag58.0份、cu24.0份、mn5.0份、ni2.0份、sn1.8份、li0.4份、p0.04份。
45.实施例6
46.本实施例的硬质合金刀具的无钎剂钎焊方法,与实施例1基本相同,区别仅在于:银基钎料由如下质量份数的原料制得:ag60.0份、cu25.0份、mn1.0份、ni3.0份、sn2.0份、li0.5份、p0.05份。
47.在本发明的无钎剂钎焊方法的其他实施例中,视待焊部位的大小选择合适的吸氢钯粉用量,保证在钎焊过程获得氢气氛围即可,加热使吸氢钯粉释放出氢气的温度可以为
40℃或60℃,保温时间视密封空间的大小而定,可以为8s、10s、20s不等。感应钎焊的温度一般可选择850℃、900℃左右。
48.二、实验例
49.实验例1
50.目前,硬质合金刀具的常用钎焊方法为有钎剂感应钎焊,为考察本发明的无钎剂感应钎焊与有钎剂感应钎焊的对比效果,先用实施例1~6中钎料配合相应钎剂进行硬质合金刀具的有钎剂钎焊,再用实施例1~6中钎料按实施例1的步骤进行硬质合金刀具的无钎剂钎焊。对比有钎剂钎焊、无钎剂钎焊两种刀具钎焊接头钎缝形貌,如图2所示。
51.由图可知,无钎剂钎焊获得的钎缝缺陷少,几乎看不到夹渣、气孔,而有钎剂钎焊时钎缝处有较多的夹杂、气孔缺陷。
52.将12种硬质合金刀具钎焊接头加工成标准剪切试样(按照gb/t 11364
‑
2008的规定),在万能试验机上测试了两种接头的剪切强度,结果见表2。
53.表2钎缝的剪切强度
54.测试次数有钎剂钎缝平均剪切强度/mpa无钎剂钎缝平均剪切强度/mpa实施例1179.4228.6实施例2200.1230.5实施例3210.6238实施例4216245.2实施例5221.6248.7实施例6226.5252
55.可以看出,无钎剂钎焊获得的刀具钎缝强度均高于有钎剂钎焊获得的刀具钎缝强度。
56.实验例2
57.考察本发明实施例1钎料分别无钎剂钎焊、有钎剂钎焊刀具时的环保效果对比,发现每个刀具有钎剂钎焊时所需钎剂量为2.3g,所用钎剂为银钎剂308,主成分硼酸、硼砂、氟化钾等,钎焊过程冒烟严重,挥发有毒气体,污染环境。
58.因此,无钎剂钎焊比有钎剂钎焊更加环保,更符合制造业绿色环保的需求。
59.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,但本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。