1.本实用新型涉及一种冲压送料系统,尤其涉及一种电池极板冲压及传送系统。
背景技术:
2.燃料电池是一种将原料中的化学能转换为电能的装置,其中电池内部的极板是关键部件之一。极板一般是利用压力机将0.05
‑
0.2mm的薄板料冲压在板料表面形成特殊的流场沟槽,多张极板堆叠、点焊后形成电堆,电堆封装之后形成电池,电池通入燃料气体后经化学反应转换成电能。
3.电池极板通过压力机带动模具对板料进行多步冲压成形,冲压过程中,极板在模具中的定位主要是通过模具上的圆柱定位销与极板上的定位槽配合实现。前序冲压完成后需要将极板从模具中取出,放入第二工序中并保证极板定位槽落入模具定位销上。由于极板很薄,当极板由前序放入后续模具时不能准确落入定位销上,则会造成后序成形的沟槽与前序成形的沟槽不能重合导致极板报废。当前多步成形极板的生产工艺主要是靠人工将第一步冲压成形的极板从模具中取出放入第二步冲压成形的模具中,并且当极板放入第二步模具上的定位销后,还需要人工按压极板定位槽周边从而确保极板与下模具型面贴合。当第二步冲压成形完成后人工重复以上步骤进行第三步冲压成形。此生产工艺,自动化程度不高,生产效率低,远远不能满足燃料电池对极板的需求。
技术实现要素:
4.本实用新型是针对现有技术中人工生产电池极板工艺效率低的问题而设计的,本实用新型的目的在于提供一种电池极板传送系统。利用该系统装置能够显著提升电池极板生产效率。
5.本实用新型是通过如下技术方案来实现的:
6.一种电池极板冲压及传送系统,包括工作台、冲压模具、机器人、端拾器。所述冲压模具分为前序冲压模具与后序冲压模具,分别位于两个工作台上;每个冲压模具均包括上模具、下模具,所述机器人位于两台工作台之间;所述端拾器包括端拾器主臂、快换机构、端拾器支架,其中端拾器主臂连接于机器人的主臂,端拾器支架通过快换机构安装于端拾器主臂上,所述端拾器支架上固定有连接柱与气缸iii,所述连接柱底端设有吸盘,所述气缸iii底端设有套筒;
7.所述下模具都有极板定位机构,所述极板定位机构包括下模具型面上的定位槽及与之配合的定位销,所述定位销通过气缸可伸缩地安装在定位槽内。
8.优选的,所述端拾器支架包括一个纵向支架及三个固定在所述纵向支架上的横向支架,所述横向支架包括中间的支架i及两侧的支架ii。
9.优选的,所述支架i通过连接块垂直固定有连接柱,所述支架ii通过连接块垂直固定有气缸iii。
10.优选的,所述连接柱设置有八个,在所述支架i两侧交错分布。
11.优选的,气缸iii为电动缸。
12.优选的,所述连接块均包括两个夹持部,每个夹持部均包括两个夹持件,所述夹持部外端通过螺栓将两个夹持件连接在一起,连接后的两个夹持件之间形成圆形空腔。
13.优选的,所述连接块可调整连接柱、气缸iii的固定部位。
14.本实用新型的有益效果是:
15.(1)机器人位于两台工作台之间,方便极板传送,避免人工作业;端拾器上设有快换机构,方便端拾器支架更换、检修,以适用于不同的工作场景;端拾器支架固定有连接柱与气缸iii,所述连接柱底端设有吸盘,所述气缸iii底端设有套筒,其中连接柱与吸盘方便了极板从模具中取出,气缸与套筒方便极板放入模具中,确保极板与下模具型面贴合。
16.下模具型面上具有定位槽及与之配合的定位销,所述定位销方便极板放入下模具型面时的定位,保证了操作精度,定位销通过气缸可伸缩地安装在定位槽内,当定位销下降时方便端拾器对极板的抓取,实现了较高的自动化程度。
17.(2)端拾器包括一个纵向支架及三个固定在纵向支架的横向支架,保证了端拾器在抓取及传送极板时的稳定性。
18.(3)连接柱与气缸iii通过连接块分别垂直固定在支架i与支架ii上,确保端拾器在抓取及下放极板时自身结构的稳定性及可靠性。
19.(4)连接柱设置有八个,确保极板可以被牢固抓取,连接柱在支架i两侧交错分布,避免了极板在被抓取时因受力不均匀而导致的变形。
20.(5)气缸iii由电动缸替代,电动缸的速度控制更方便,由此,可以更轻易地控制电动缸接触极板的冲击力,防止极板因按压导致变形。
21.(6)连接块可调整其相对于连接柱、气缸的固定部位,改变所述连接柱或气缸座相对于端拾器支架的固定高度,由此,方便校准吸盘及套筒,保证吸盘处于同一平面,套筒处于同一平面,确保极板在被抓取或放置时受力均匀。
22.本实用新型实现了较高的自动化程度,机器人较高的重复定位精度保证了生产质量的稳定性,使用电动缸或气缸模仿人工按压板料,解决了自动生产过程中板料不贴合下模具型面的问题,减少了繁杂的重复劳动,提高了生产效率。
附图说明
23.下面结合附图和实施例对本实用新型做进一步的说明:
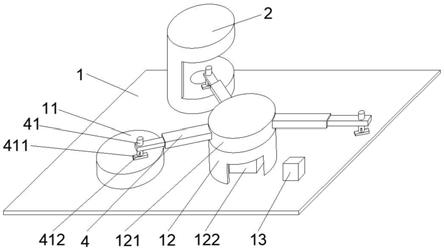
24.图1为本实用新型的使用示意图;
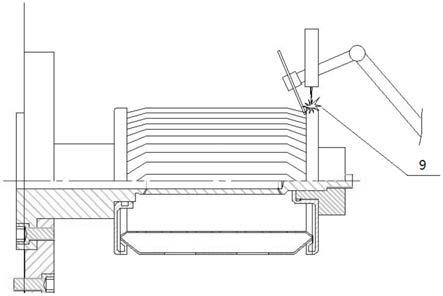
25.图2为前序冲压模具的侧视图;
26.图3为图2中a处的局部放大示意图;
27.图4为后序冲压模具的示意图;
28.图5为端拾器的结构示意图;
29.图6为本实用新型实施例1中端拾器支架的侧视图;
30.图7为本实用新型实施例2中端拾器支架的侧视图;
31.图8为极板的平面示意图;
32.附图标记说明:1、工作台,2、前序冲压模具,21、上模具i,211、上模具型面i,212、导向柱i,22、下模具i,221、下模具型面i,222、定位槽i,223、气缸i,224、定位销i,225、导向
套i,3、后序冲压模具,31、上模具ii,311、导向柱ii,312、定位杆ii,32、下模具ii,321、下模具型面ii,322、定位槽ii,323、气缸ii,324、定位销ii,325、导向套ii,4、机器人,5、端拾器,51、端拾器主臂,52、快换机构,53、端拾器支架,531、纵向支架,532、横向支架,533、支架i,534、支架ii,535、连接柱,536、吸盘,537、气缸iii,5371、气缸座,5372、活塞端,538、套筒,539、电动缸,540、连接块,6、极板。
具体实施方式
33.为了使本技术领域的人员更好地理解本实用新型中的技术方案,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
34.实施例1
35.如图1
‑
7所示,一种电池极板冲压及传送系统,包括工作台1、前序冲压模具2、后序冲压模具3、机器人4、端拾器5。
36.所述工作台1设有两个,所述前序冲压模具2、后序冲压模具3分别位于两个工作台1上,所述机器人4位于两个工作台1之间,所述端拾器5固定于所述机器人4上。
37.所述前序冲压模具2包括上模具i21、下模具i22。所述上模具i21包括上模具型面i211及导向柱i212,所述导向柱i212垂直设置于所述上模具型面i211,位于上模具型面i211的外侧;所述下模具i22包括下模具型面i221、导向套i225。
38.所述下模具型面i221设有四个定位槽i222及与之配合的定位销i224,所述定位销i224通过气缸i223可伸缩地安装在定位槽i222内;其中,定位销i224用于对极板6进行定位,定位销i224在气缸i223带动下收缩时,方便极板6被抓取。
39.所述导向套i225位于下模具型面i221外侧,与导向柱i212的位置对应,其中导向套i221可套入导向柱i212以确保冲压过程中上模具型面i211与下模具型面i221紧密贴合,避免错位。
40.所述后序冲压模具3包括上模具ii31、下模具ii32。所述上模具ii31包括上模具型面ii311及导向柱ii312,所述导向柱ii312垂直设置于所述上模具型面ii311的外侧;所述下模具ii32包括下模具型面ii311、导向套ii325。
41.所述下模具型面ii321设有四个定位槽ii322及与之配合的定位销ii324,所述定位销ii324通过气缸ii323可伸缩地安装在定位槽ii324内;其中,定位销ii324用于对极板6进行定位。
42.所述导向套ii325位于下模具型面ii321外侧,与导向柱ii212的位置对应,其中,导向套ii321可套入导向柱ii312以确保冲压过程中上模具型面ii311与下模具型面ii321紧密贴合,避免错位。
43.所述机器人4为4
‑
6轴工业机器人,位于两台工作台1之间,机器人4在避免人工作业的同时方便了极板6由前序冲压模具2传送至后序冲压模具3,提高了自动化程度。
44.所述端拾器5包括端拾器主臂51、快换机构52、端拾器支架53。所述端拾器主臂51与机器人4的主臂相连,所述快换机构52位于端拾器主臂51的末端,用于连接端拾器主臂51与端拾器支架53,使端拾器支架53可更换,方便端拾器支架53的检修、维护。
45.所述端拾器支架53包括一个纵向支架531、三个横向支架532、若干连接块540。所
述纵向支架531的一端安装于快换机构上;所述横向支架垂直设置于所述纵向支架531上。
46.所述横向支架532包括中间的支架i533及支架i533两侧的支架ii534;其中,支架i533上通过连接块540垂直固定有连接柱535,所述连接柱535共有八个,交错固定在支架i533的两侧,以保证极板6被抓取时受力均匀、避免变形;连接柱535底端设有吸盘536,所述吸盘536用于抓取极板6。所述支架ii534上垂直固定有气缸iii537,所述气缸iii537的气缸座5371通过连接块540与支架ii534固定,气缸iii537的活塞端5372固定有套筒538,所述套筒538可在气缸iii537的带动下按压极板6,确保极板6落入定位销后与下模具型面贴合。
47.所述连接块540均包括两个夹持部,每个夹持部均包括两个夹持件,所述夹持部外端通过螺栓将两个夹持件连接在一起,连接后的两个夹持件之间形成圆形空腔。所述连接件的一个空腔用于夹持横向支架,另一个空腔用于夹持连接柱535或气缸iii537的气缸座5371。作业时,可以通过调整螺栓改变所述连接柱535或气缸iii537相对于端拾器支架的固定高度,由此,方便校准吸盘536及套筒538,保证吸盘536处于同一平面,套筒538处于同一平面,确保极板6在被抓取或放置时受力均匀。
48.本实用新型工作时:
49.将板料放置于前序冲压模具2的下模具型面i221上;前序冲压模具2的上模具i21下移,导向套i325套入导向柱312;前序冲压模具2的上模具i21由上向下运动至与前序冲压模具i2的下模具i22紧密贴合、将板料冲压形成极板6;前序冲压模具2的上模具i21由下向上运动使得上模具i21与下模具i22分离;机器人4带动端拾器5进入前序冲压模具2的上模具i21与下模具i22之间,端拾器5靠近下模具i22上的极板6;机器人4发送信号控制前序冲压模具2的下模具i22上的定位销i224下降至定位销i224露出下模具型面i221约0.5
‑
2mm,端拾器5抓取极板6;机器人4带动端拾器5离开前序冲压模具2并运动至后序冲压模具3,直至端拾器5上的气缸iii537与后序冲压模具3的定位销ii324同心的位置,极板6上的定位孔已套入后序冲压模具3定位销ii324的顶部1
‑
2mm时,吸盘536松开;机器人4发送信号控制端拾器4上的气缸iii537动作,气缸iii537带动按压极板6,使得套筒538正好套入后序冲压模具3的定位销ii224;机器人4带动端拾器5返回原点进行下一个工作循环。
50.本实用新型实现了较高的自动化程度,机器人4较高的重复定位精度保证了生产质量的稳定性,使用电动缸539或气缸iii537模仿人工按压极板6,解决了自动生产过程中极板6不贴合下模具型面ii321的问题,减少了繁杂的重复劳动,提高了生产效率。
51.实施例2
52.本实施例与实施例1基本相同,不同之处在于由电动缸539代替气缸iii537。作业时,可通过控制电动缸539的运动速度,更轻易地控制电动缸539接触极板6的冲击力,防止极板6因按压导致变形。
53.本实用新型的描述中,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“竖直”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了描述本实用新型而不是要求本实用新型必须以特定的方位构造或操作,因此不能理解为对本实用新型的限制。本实用新型中的“相连”“连接”应作广义理解,例如,可以是连接,也可以是可拆卸连接;可以是直接连接,也可以是通过中间部件间接连接,对于本领域的普通技术人员而言,可以具体情况理解上述术语的具体含义。
54.以上所述为本实用新型的优选实施方式,具体实施例的说明仅用于更好的理解本
实用新型的思想。对于本技术领域的普通技术人员来说,依照本实用新型原理还可以做出若干改进或者同等替换,这些改进或同等替换也视为落在本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。