1.本发明涉及条烟分拣包装设备,特别是一种条烟拨移装置和采用该拨移装置的条烟包装机。
背景技术:
2.烟草公司使用条烟包装机,对烟草销售商所订购的各种规格、各种品牌的条烟进行分拣、层叠码垛、裹膜包装,以利于条烟的物流配送。目前的条烟包装机的条烟分拣转移环节,大都采用在条烟输送带的输送方向的侧方安装一带推板的电缸,电缸伸缩杆的方向与条烟输送带的输送方向垂直交叉,通过电缸伸缩杆带动推板将进给到分拣位置的条烟侧向推移出输送带,实现拨移分拣条烟的功能,这类拨烟分拣机构配合条烟输送带工作所存在的问题有:
①
进给、拨移条烟配合动作不连贯:在电缸回程带动推板退出输送带上的分拣位置过程中,电缸杆处在分拣位置无法对传送方向上的条烟避让,会阻挡输送带把后续的条烟传送到分拣位置,需要暂时停止输送带传送条烟到分拣位置,待电缸杆及推板完全退出分拣位置后,方可再启动输送带继续把条烟传送到分拣位置,如此循环反复,因此,这类拨烟机构和输送带配合拨移分拣条烟的效率较低;
②
拨烟方向单一:电缸带动推板仅能把条烟推移出输送带传送方向的一侧,推移条烟方向单一且无灵活选择拨烟方向,限制了条烟包装机的功能拓展;
③
占据场地空间:电缸安装在输送带侧方与条烟输送带的输送方向呈垂直相交排布,要占据一定的输送带侧向空间,不利于条烟包装机的结构紧凑性设计。
技术实现要素:
3.本发明第一目的是提出一种条烟拨移装置,其拨烟方向可灵活选择,并且使之每次拨移条烟完成后,无需等待回程复位,条烟输送带即可启动把后续条烟输送到分拣位置,使进给、拨移条烟配合的动作时序连贯,提高拨移效率。
4.发明第二目的是提出一种应用上述条烟拨移装置的条烟包装机,使其整体结构布局更加紧凑,并且由于拨移条烟可双向选择,使其层叠条烟的功能可以拓展。
5.为达上述第一个目的,本发明提供一种条烟拨移装置,其特征在于其包括:一用于将条烟横向向左或/和横向向右拨移出输送带的拨杆,一架装在条烟输送带输送方向上的直立的基板,一安装在基板上用于装接并引导拨杆横向或/和纵向移动的二维轨道器;一安装在基板上以单链节活铰并牵引拨杆在二维轨道器上移动的链传动装置,所述链传动装置由横向间隔等高安装的、传动比恒为1的主动链轮和从动链轮张紧啮接一闭合的链条构成,基板上还安装一用于驱动主动链轮转动的伺服电机;所述的拨杆仅在被链条其中的一横向平直段牵引时横向拨移输送带上的条烟。
6.本发明的二维轨道器包括安装在基板上以引导拨杆左右移动的两第一移动副、安装在两第一移动副上以引导拨杆上下移动的一第二移动副;所述的拨杆装接在第二移动副上,所述的链条的一链节通过一活铰式牵引组件连接拨杆;通过第二移动副引导拨杆上下移动,第一移动副引导拨杆左右移动,可实现拨杆在二维空间约束导向下任意移动,因而,
拨杆在链传动装置牵引下,可按链条链节牵引的轨迹移动。
7.本发明的基板上的两第一移动副平行上下间隔,所述的第一移动副包括横向固定在基板上的第一导轨以及左右滑动装接在第一导轨上的第一滑块;所述的第二移动副包括纵向固定安装在所述两个第一滑块上的第二导轨以及上下滑动装接在第二导轨上的第二滑块;所述的拨杆固定在第二滑块上。本发明的第一、第二移动副都采用导轨和滑块配合结构形式,通过第一滑块在第一导轨左右滑动使得整个第二移动副可左右移动,通过连接拨杆的第二滑块在第二导轨上上下滑动,以此实现拨杆可在第一、第二滑块滑移的二维范围内自由移动;并且拨杆在链传动装置链节牵引下,可按链条的链路轨迹移动。
8.本发明的第二导轨端部通过转接块与所述的第一滑块固定连接;所述的第一导轨一端侧方的基板上固定一槽型光电传感器,所述的转接块固定一可进出光电传感器的光路槽以通断光路的挡光片。通过槽型光电传感器和挡光片的配合产生第一滑块移动行程的感应电信号,以此可监控拨杆横向移动的行程,确认拨杆是否把条烟拨移出条烟输送带。
9.本发明的拨杆还包括一与所述第二滑块装接固定的竖板,拨杆后端根部焊接一筋板,筋板装接固定在竖板上,拨杆与条烟输送带的输送方向平行;所述的牵引组件包括一与链条链节侧板面固接的转轴件、一与竖板连接固定的挂耳,挂耳与转轴件铰接;通过竖板与第二滑块装接、筋板和竖板连接,实现拨杆在第二滑块上的安装固定;通过挂耳与转轴件铰接,使链条链节连接挂耳牵引第二滑块及其上的拨杆一起移动。
10.为达上述第二个目的,本发明提供一种条烟包装机,包括一用于合单移载输送层叠烟垛的链板输送机,一安装在链板输送机后部用于把层叠烟垛合裹膜的塑封机,其特征在于:链板输送机前部上方架装固定一输送方向与其相同的皮带输送机,该皮带输送机后部上方架装固定一个如前述的条烟拨移装置,链板输送机前部左右侧各外置一用于承托层叠被移出皮带输送机的条烟的升降式叠烟机,叠烟机可将承托的层叠烟垛侧向推到链板输送机上。
11.本发明的皮带输送机由前向后依序安装有受控的第一输送带、第二输送带和第三输送带,皮带输送机机架上设有拦阻第二输送带向第三输送带输送条烟的压放机构,第三输送带后端部的皮带输送机机架上还设有把条烟阻拦在第三输送带上的挡条;所述的条烟拨移装置的拨杆可把第三输送带上拦阻的成排条烟拨出到升降式叠烟机上进行下降式层叠。
12.本发明的升降式叠烟机包括一受控升降的台板、一间隔固定在台板上方的用于承托条烟的托板、一滑动装接在托板上用于把其承托的层叠烟垛推到链板输送机上的推板、一安装在托板底面用于致动推板滑移的电缸;所述托板在第三输送带顶面外侧和链板输送机的链板带顶面外侧之间升降。即拨杆把条烟从第三输送带拨到升降式叠烟机的托板上,然后托板按条烟杆层高下降,拨杆再把第三输送带上的条烟拨到托板上的条烟层上面,如此重复,实现拨杆与升降式叠烟机配合对条烟进行分拣层叠堆垛;直到托板下降到与链板输送机的链板带顶面平齐时,拨杆停止向叠烟机拨送条烟,此时,即可通过启动电缸致动推板把托板上层叠烟垛推出送到链板输送机的链板带上,由链板输送机把层叠烟垛送到其后部的塑封机上进行裹膜塑封包装。
13.本发明的链板带上均匀间隔固定有若干隔板,在链板带传动方向上,隔板把链板带承载面依序隔成接收定位层叠烟垛的第一区、第二区和第三区;所述的第一区作为层叠
烟垛接收位,第二区作为层叠烟垛延时打包的缓冲位,第三区作为层叠烟垛带传送结束区;所述的第一区位于第三输送带正下方,所述的托板在第三输送带外侧和第一区外侧之间升降;所述的托板面向第一区的边沿处底部固定一垂立板;托板升起超过第一区承载面时,垂立板可与隔板配合挡住第一区的侧向敞部;如此设计,可使第一区的另一侧向敞部敞开,使对向的升降式叠烟机上的推板把层叠烟垛推入第一区时,层叠烟垛被垂立板板面阻挡限位在第一区,层叠烟垛不会滑移到另一侧的升降式叠烟机上。
14.本发明的塑封机包括位于第三区的链板输送机右侧的一卷放导开塑料膜的上膜机构和一卷收塑料膜底膜的下膜机构、位于第三区的链板输送机左侧的裹膜裁切台;层叠烟垛可从第三区被推送到裹膜裁切台上塑封打包。
15.本发明的有益效果如下:
16.①
巧妙用二维轨道器导向和用链传动装置链节牵引,使拨杆按按牵引链节的移动轨迹移动,链节在链条与两链轮配合的两圆弧段可牵引拨杆上下升降、在链条的一平直段可牵引拨杆左右平移,以此方式可控制拨杆的移动行程和移动方向,使拨杆可连续向左或/和向右拨移条烟,提高拨移分拣条烟的灵活性和效率;
17.②
每次拨杆拨烟完时,不用等待拨杆回程,即可把条烟送到输送带分拣工位上,
18.使输送带进给条烟和拨杆拨烟动作衔接而不中断,可提高条烟拨移分拣效率;
19.③
条烟拨移装置架装在条烟输送带的输送方向上,不占用输送带两侧的空间,
20.有利于条烟包装机的结构紧凑性设计以及拓展功能设备的安装。
附图说明
21.图1为本发明条烟拨移装置的正面斜视的立体结构示意图。
22.图2为本发明条烟拨移装置的背面斜视的立体结构示意图。
23.图3为本发明条烟拨移装置的链轮致动链条牵引拨杆横纵移动的示意图。
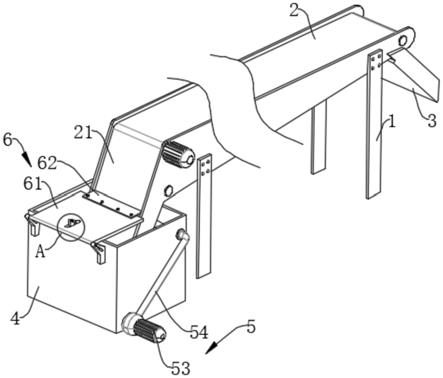
24.图4为本发明条烟包装机的立体装配结构示意图一。
25.图5为本发明条烟包装机的立体装配结构示意图二。
26.图6为本发明条烟包装机的结构立体图。
27.图7为本发明条烟拨移装置的拨杆向右负载拨移条烟的轨迹示意图。
28.图8为本发明条烟拨移装置的拨杆向左负载拨移条烟的轨迹示意图。
29.图9为本发明条烟拨移装置的拨杆连续向右拨移条烟的轨迹示意图。
30.图10为本发明条烟拨移装置的拨杆连续向左拨移条烟的轨迹示意图。
31.图中附图标识为:
32.10.拨杆;11.竖板;12.筋板;
33.20.基板;
34.30.二维轨道器;31.第一移动副;311.第一导轨;312.第一滑块;32.第二移动副;321.第二导轨;322.第二滑块;33.转接块;ps.光电传感器;bl.挡光片;
35.40.链传动装置;41.主动链轮;42.从动链轮;43.链条;
36.50.牵引组件;51.转轴件;52.挂耳;
37.60.伺服电机;
38.100.皮带输送机;101.第一输送带;102.第二输送带;103.第三输送带;104.压放
机构;105.挡条;
39.200.叠烟机;201.台板;202.托板;203.推板;204.电缸;205.垂立板;
40.300.链板输送机;301.链板带;302.隔板;a.第一区;b.第二区;c.第三区;
41.400.塑封机;401.上膜机构;402.下膜机构;403.裹膜裁切台;
42.500.条烟。
具体实施方式
43.下面结合附图和实施例对本发明进一步说明。
44.如图1~图3和图7~图10所示的一种条烟拨移装置,其包括:一用于将条烟500横向向左或/和横向向右拨移出输送带的拨杆10,一架装在输送条烟的皮带输送机100的输送方向上的直立的基板20,一安装在基板20上用于装接并引导拨杆10横向或/和纵向移动的二维轨道器30;一安装在基板20上以单链节活铰并牵引拨杆10在二维轨道器30上移动的链传动装置40,本发明的链传动装置40由横向间隔等高安装的、传动比恒为1的主动链轮41和从动链轮42张紧啮接一闭合的链条43构成,基板20上还安装一用于驱动主动链轮41转动的伺服电机60;本发明的拨杆10仅在被链条43其中的一横向平直段牵引时横向拨移输送带上的条烟500。
45.如图1~图3和图7所示,本发明的二维轨道器30包括安装在基板20上以引导拨杆10左右移动的两第一移动副31、安装在两第一移动副31上以引导拨杆10上下移动的一第二移动副32,拨杆10装接固定在第二移动副32上;具体安装结构是:基板20上的两第一移动副31平行上下间隔,本发明的第一移动副31包括横向固定在基板20上的第一导轨311以及左右滑动装接在第一导轨311上的第一滑块312;第二移动副32包括纵向固定安装在所述两个第一滑块312上的第二导轨321以及上下滑动装接在第二导轨321上的第二滑块322;本发明的第二导轨321端部是通过转接块33与第一滑块312固定连接的。本发明的拨杆10固定在第二滑块322上,具体是,本发明的拨杆10包括一与第二滑块322装接固定的竖板11,拨杆10后端根部焊接一筋板12,筋板12装接固定在竖板11上,拨杆10与皮带输送机100的输送方向平行。本发明基板20上的链传动装置40位于上下两根第一导轨311之间,链传动装置40的链条43的一链节通过一活铰式牵引组件50连接拨杆10,具体是:牵引组件50包括一与链条43链节侧板面固接的转轴件51、一与竖板11连接固定的挂耳52,挂耳52与转轴件51铰接。链条的链节也可以通过牵引组件50牵引连接第二滑块322,这种方式与链节通过牵引组件50牵引拨杆10的安装竖板11,效果是等同的,即链条的链节通过牵引组件50牵引,挂耳52、第二滑块322和拨杆10是作为一整体被牵引移动,即拨杆10是按转轴件51所在的链节的移动轨迹移动的。
46.如图1~图3所示,本发明第一导轨311一端侧方的基板20上固定一槽型光电传感器ps,转接块33上固定一可进出光电传感器ps的光路槽以通断光路的挡光片bl,通过挡光片bl与光电传感器ps配合,可以监测第一滑块312在第一导轨311中的滑移行程,即可监测拨杆10左右移动的行程,也是作为监测拨杆10拨烟次数用,下面通过第二滑块322被牵引移动的轨迹动描述拨杆10的移动轨迹。
47.下面详细说明本发明条烟拨移装置的工作原理和具体实施动作。
48.如图1~图3和图9所示,以拨杆10由左向右连续拨移条烟为例,链条43链节牵引的
转轴件51位于从动链轮42下端时开始,启动伺服电机60驱动链传动装置40工作,主动链轮41通过链条43带动从动链轮42一起同步逆时针转动,链条43的链节通过牵引组件50牵引竖板11使第二滑块322及拨杆10一并同步移动;在链条43与从动链轮42配合的半圆弧形段轨迹,转轴件51从动链轮42底端位置被链节带动移到从动链轮42底端位置过程中,被牵引的第二滑块322沿第二导轨321上升过程中,第二导轨321带动第一滑块312沿第一导轨311先右移后左移,如此可使拨杆10在基板20右侧上升过程中也是先右移而后左移,到转轴件51在主动链轮42顶端上方时的链条43上平直段右端时,第二滑块322在第二导轨321上的高度保持住,链条43上平直段通过链节继续牵引第二滑块322向左平移,如此可使空载的拨杆10被拉高,然后保持高度沿链条43上平直段由右向左平移,使其不会阻挡输送带输送条烟的进给,即在空载的拨杆10被拉高且被链条43上平直段链节牵引过程,皮带输送机100的第三输送带103不需要等待拨杆10回程,第三输送带103即可把条烟进给到拨杆10的拨移位置;当第一滑块312平移到第一导轨311左端时,挡光片bl进入光电传感器ps的光槽遮挡光线时,转轴件51位于主动链轮42顶端上方链条43上平直段左端,链条43的链节继续牵引转轴件51从主动链轮42顶端移动到主动链轮42底端过程中,第二滑块312沿第二导轨311下移到,直到转轴件51位于动链轮42底端,即链条43下平直段的左端时,下降滑移的第二滑块312在第二导轨311的保持住高度,空载的拨杆10位于第三输送带103左侧且已经下降到可推动单层的条烟的侧面的位置;链条43牵引链节从主动链轮41底端沿链条43的下平直段向右移到过程中,拨杆10被牵引推动第三输送带103上的单层条烟500由左向右平移,在这一过程,因推动条烟500而使拨杆10负载,直到转轴件51被牵引到从动链轮42的底端部时,拨杆10横向平移到第三输送带103右侧,刚好把条烟500从第三输送带103的右侧移出,拨杆10又处于空载状态,此时,第三输送带103即可把后续条烟500进给,同时二维轨道器30的导向和链传动装置40的链节牵引下,拨杆10快速上升、横向向左移和下降回到第三输送带103左侧的拨烟位置和拨烟高度,然后拨杆10由左向右移,又一次把第三输送带103上的条烟500从第三输送带103右侧拨移出;如此重复,实现第三输送带103进给条烟动作和拨杆10拨烟动作的不间断衔接,大大提高分拣拨烟的工作效率。
49.如图10所示为本发明条烟拨移装置的拨杆10将条烟500由右向左连续拨移出第三输送带103;如图3、图7和图8所示,通过伺服电机60的正向反向转动,使处于链条43下平直段的拨杆10可以重复地左右移动,把第三输送带103进给条烟不间断地从其左侧、右侧双向拨移出。
50.下面介绍一种基于烟拨移装置的条烟包装机时,不再对前述的条烟拨移装置的具体结构及工作原理赘述。
51.如图4~图6所示的一种条烟包装机,一用于合单移载输送层叠烟垛的链板输送机300,一安装在链板输送机300后部用于把层叠烟垛合裹膜的塑封机400,链板输送机300前部上方架装固定一输送方向与其相同的皮带输送机100,该皮带输送机100后部上方架装固定一个如前述的条烟拨移装置,链板输送机300前部左右侧各外置一用于承托层叠被移出皮带输送机100的条烟的升降式叠烟机200,叠烟机200可将承托的层叠烟垛侧向推到链板输送机300上。
52.下面详细说明本发明的条烟包装机之皮带输送机100、叠烟机200、链板输送机300、塑封机400的结构和功能,并按上述设备的顺序详细说明条烟分拣、层叠堆垛、合单移
载、裹膜塑封包装的过程。
53.如图4~图6以及图7~图10所示,本发明的皮带输送机100由前向后依序安装有受控的第一输送带101、第二输送带102和第三输送带103,皮带输送机100机架上设有拦阻第二输送带102向第三输送带103输送条烟的压放机构104,第三输送带103后端部的皮带输送机100机架上还设有把条烟阻拦在第三输送带103上的挡条105;其工作原理为:条烟500由第一输送带101输送到第二输送带102上,通过压放机构104下压停止向第三输送带103进给条烟,一旦条烟拨移装置的拨杆10把第三输送带103拨出,不用等待拨杆10回程,压放机构104立即松开第二输送带102向第三输送带103进给条烟500,一定数量的单层条烟500被挡条105挡住,压放机构104下压停止向第三输送带103送条烟、第三输送带103停止进烟,条烟拨移装置的拨杆10即把第三输送带103上拦阻的成排条烟从其左右两侧拨出到升降式叠烟机200上进行下降式层叠。如图7和图8所示,拨杆10左右连续移动,对进入第三输送带103分拣位的条烟500进行向左向右双向拨出;如图9所示,第三输送带103上条烟500被拨杆10连续从右侧拨移出;如图10所示,第三输送带103上条烟500被拨杆10连续从左侧拨移出。
54.如图4~图6所示,本发明的升降式叠烟机200包括一受控升降的台板201、一间隔固定在台板201上方的用于承托条烟的托板202、一滑动装接在托板202上用于把其承托的层叠烟垛推到链板输送机300上的推板203、一安装在托板202底面用于致动推板203滑移的电缸204;所述托板202在第三输送带103顶面外侧和链板输送机300的链板带301顶面外侧之间升降,托板202每次下降高度为一个单层条烟500的厚度。条烟拨移装置的拨杆10首次把第三输送带103上的单层条烟500拨移送到叠烟机200的托板202上后,托板202即下降一单层条烟的厚度,使之后顶层的条烟的顶面与第三输送带103对齐,通过这种方式,使被拨移到叠烟机200托板202之上的一层层条烟层被层叠堆垛;当托板202下降到与链板带301顶面平齐时,电缸204即可带动推板203,把托板202上承托的层叠烟垛推到链板带301顶面上,或托板202下降到与链板带301已承载的层叠烟垛的顶面对齐时,推板203把托板202上的层叠烟垛侧推到链板带301已承载的层叠烟垛顶面之上合单。
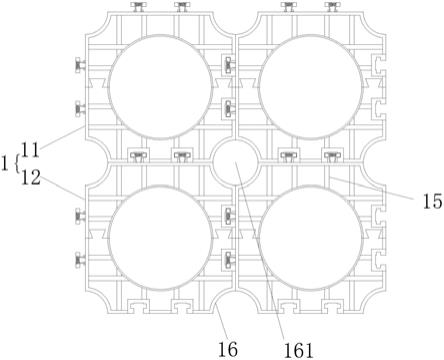
55.如图4~图6所示,本发明的链板带301上均匀间隔固定有若干隔板302,在链板带301传动方向上,隔板302把链板带301承载面依序隔成接收定位层叠烟垛的第一区a、第二区b和第三区c;所述的第一区a作为层叠烟垛接收位,第二区b作为层叠烟垛延时打包的缓冲位,第三区c作为层叠烟垛带传送结束区;所述的第一区a位于第三输送带103正下方,所述的托板202在第三输送带103外侧和第一区a外侧之间升降;所述的托板202面向第一区a的边沿处底部固定一垂立板205;托板202升起带动垂立板205,垂立板205使与隔板302配合挡住第一区a的侧向敞部。当链板带301左侧或右侧的叠烟机200的垂立板205升起封住第一区a的侧向敞部,另一台与之对向的叠烟机200上层叠烟垛可从第一区a另一侧向的敞部推入,并且可被垂立板205挡在第一区a内,使层叠烟垛整齐码放在链板带301第一区a位置;通过启动链板输送机300,层叠烟垛移到链板带301的第二区b位置等待。
56.如图4~图6所示,本发明的塑封机400包括位于第三区c的链板输送机300右侧的一卷放导开塑料膜的上膜机构401和一卷收塑料膜底膜的下膜机构402、位于第三区c的链板输送机300左侧的裹膜裁切台403;通过链板输送机300带传动,把在第二区b位置的层叠烟垛传送到第三区c,通过电缸或气缸,把层叠烟垛可从第三区c被推送到裹膜裁切台403上,下膜机构402卷收塑料薄膜的衬底膜的同时,通过上膜机构401对层叠烟垛提供塑料薄
膜以供给缠绕,使层叠烟垛在裹膜裁切台403上被塑封打包。
57.由于条烟拨移装置面向输送条烟500的皮带输送机100的输送方向,且安装在皮带输送机100的上方,不会占用皮带输送机100两侧的空间,并且在输送条烟500正下方安装条烟合单的移载的链板输送机300,即条烟拨移装置、皮带输送机100、链板输送机300中置,使皮带输送机100及链板输送机300两侧可以安装层叠条烟的至少两个叠烟机200,即综合提高了条烟的分拣拨移、层叠、移载合单的效率,如此,也大大提高层叠烟垛的裹膜热塑包装效率。
58.以上实施例仅供说明本发明之用,而非对本发明的限制,本技术领域的普通技术人员,在不脱离本发明的精神和范围的情况下,还可以作出各种变换或变化。因此,所有等同的技术方案也应该属于本发明的范畴,应由各权利要求限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。