1.本实用新型涉及小型电池成型的设备领域,具体涉及一种应用于小型电池的铝塑膜成型装置。
背景技术:
2.在小型电池的成型加工中,对于放置裸电芯的铝塑膜进行加工时,多采用压块直接冲压成型,然后通过机械手将裸电芯放置在冲坑内部,进行翻折和封边处理。但是对铝塑膜直接进行冲压处理,易导致冲坑的边缘以及铝塑膜的表面产生弯曲,降低了电池的加工精度。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种应用于小型电池的铝塑膜成型装置,其能够减小铝塑膜成型时表面的弯曲,提高电池加工时的精度。
4.为了解决上述技术问题,本实用新型提供了一种应用于小型电池的铝塑膜成型装置,包括架体、上模板和下模板,所述上模板和所述下模板相对设置,且均位于所述架体内;所述架体上设置有第一动力件,所述第一动力件和所述下模板连接,以驱动所述下模板与所述上模板贴合;所述上模板内嵌设有若干压块,所述架体上设置有若干第二动力件,所述第二动力件和所述压块连接;所述下模板的上表面开设有若干与所述压块适配的凹槽,且所述凹槽与所述压块对应分布;铝塑膜放置在所述下模板上,所述第二动力件驱动所述压块嵌设进所述凹槽内,用以成型冲坑。
5.进一步的,所述第二动力件的数量等于所述压块的数量,且所述第二动力件和所述压块对应连接。
6.进一步的,所述压块和所述凹槽间隙配合;所述压块和所述凹槽的单边间距等于铝塑膜的厚度。
7.进一步的,所述第一动力件包括连接板、驱动件和丝杆,所述驱动件通过联轴器和所述丝杆连接,所述丝杆的另一端和所述下模板连接;所述联轴器和所述连接板锁定,且所述丝杆穿设过所述连接板。
8.进一步的,所述连接板通过直线轴承和所述架体连接。
9.进一步的,所述上模板和所述下模板之间穿设有若干导柱。
10.进一步的,所述下模板上设置有多个定位柱,所述上模板的下表面对应的开设有定位槽。
11.进一步的,所述下模板的侧边设置有把手。
12.进一步的,所述第二动力件为气缸。
13.本实用新型的有益效果:
14.将铝塑膜放在在下模板的上表面,然后利用第一驱动件推动下模板向上运动,直至下模板和上模板贴合,从而利用上模板和下模板的配合限制铝塑膜的位移;然后利用第
二动力件驱动压块向下运动,嵌设在凹槽的内部,从而完成冲坑的成型;在制备冲坑时,利用上模板和下模板压设铝塑膜的表面能够避免铝塑膜表面的弯曲形变,同时减小冲坑的边缘处产生的褶皱,因而能够提高冲坑成型的效果。
附图说明
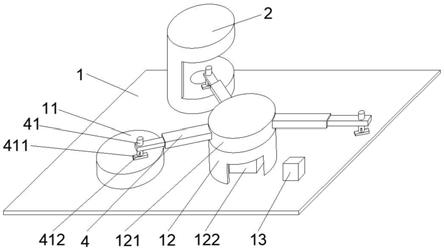
15.图1是本实用新型的轴测图;
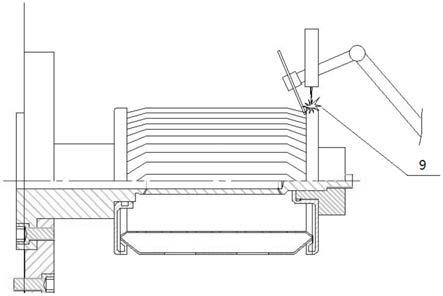
16.图2是本实用新型的结构示意图。
17.图中标号说明:1、架体;11、第二动力件;2、驱动件;21、联轴器;22、丝杆;3、连接板;31、直线轴承;4、上模板;5、下模板;51、凹槽;52、把手;53、定位柱;6、导柱。
具体实施方式
18.下面结合附图和具体实施例对本实用新型作进一步说明,以使本领域的技术人员可以更好地理解本实用新型并能予以实施,但所举实施例不作为对本实用新型的限定。
19.参照图1和图2所示,本实用新型的一种应用于小型电池的铝塑膜成型装置的一实施例,包括架体1、上模板4和下模板5,上模板4和下模板5沿竖直方向相对设置,并且上模板4和下模板5均位于架体1的内部。架体1的下方设置有第一驱动件2,第一驱动件2和下模板5连接,用以推动下模板5向上运动,直至其与上模板4贴合。上模板4内嵌设有若干压块,架体1的上方设置有若干第二动力件11,第二动力件11和压块连接,用于驱动压块沿竖直方向运动。下模板5的上表面开设有凹槽51,凹槽51和压块对应设置,并且压块能够在第二动力件11的驱动下运动到凹槽51的内部。在成型加工时,将裁切完成后的铝塑膜放在在下模板5的上表面,然后利用第一驱动件2推动下模板5向上运动,直至下模板5和上模板4贴合,从而利用上模板4和下模板5的配合限制铝塑膜的位移。然后利用第二动力件11驱动压块向下运动,嵌设在凹槽51的内部,从而完成冲坑的成型。在制备冲坑时,利用上模板4和下模板5压设铝塑膜的表面能够避免铝塑膜表面的弯曲形变,同时减小冲坑的边缘处产生的褶皱,因而能够提高冲坑成型的效果。
20.所述第二动力件11的数量等于所述压块的数量,且所述第二动力件11和所述压块对应连接。利用单个第二动力件11单独驱动压块,通过设定每个第二动力件11的参数,保证压块的运动距离相等,从而保证冲坑成型的效果一致。本实施例中第二动力件11优选气缸,从而能够提高压块运动位置的精确性。
21.所述压块和所述凹槽51间隙配合,从而避免冲坑成型时对铝塑膜的表面造成磨损;所述压块和所述凹槽51的单边间距等于铝塑膜的厚度,既能够保证冲坑成型时其侧壁的平整性,也能够减小其侧壁的磨损。
22.所述上模板4和所述下模板5之间穿设有若干导柱6,利用导柱6能够限制下模板5向上运动时的位置,以保证下模板5和上模板4相对位置的准确性,使得压块能够精确地运动到凹槽51的内部,保证冲坑成型的精度。
23.所述下模板5上设置有多个定位柱53,所述上模板4的下表面对应的开设有定位槽。当下模板5在第一动力件的驱动下和上模板4贴合时,定位柱53能够嵌设在定位槽中,从而进一步的保证下模板5和上模板4相对位置的准确性。
24.所述第一动力件包括连接板3、驱动件2和丝杆22,所述驱动件2通过联轴器21和所
述丝杆22连接,所述丝杆22的另一端和所述下模板5连接,本实施例中驱动件2优选伺服电机。所述联轴器21和所述连接板3锁定,且所述丝杆22穿设过所述连接板3。当驱动件2通过联轴器21驱动丝杆22旋转时,丝杆22会推动与其连接的下模板5沿竖直方向运动。所述连接板3通过直线轴承31和所述架体1连接,利用直线轴承31既能够限制连接板3运动以及丝杆22的运动的准确性,同时也能够减小丝杆22运动时阻力。
25.所述下模板5的侧边设置有把手52,以便于实现成型装置的拿取和装配,便于操作者使用。
26.以上所述实施例仅是为充分说明本实用新型而所举的较佳的实施例,本实用新型的保护范围不限于此。本技术领域的技术人员在本实用新型基础上所作的等同替代或变换,均在本实用新型的保护范围之内。本实用新型的保护范围以权利要求书为准。
技术特征:
1.一种应用于小型电池的铝塑膜成型装置,其特征在于,包括架体、上模板和下模板,所述上模板和所述下模板相对设置,且均位于所述架体内;所述架体上设置有第一动力件,所述第一动力件和所述下模板连接,以驱动所述下模板与所述上模板贴合;所述上模板内嵌设有若干压块,所述架体上设置有若干第二动力件,所述第二动力件和所述压块连接;所述下模板的上表面开设有若干与所述压块适配的凹槽,且所述凹槽与所述压块对应分布;铝塑膜放置在所述下模板上,所述第二动力件驱动所述压块嵌设进所述凹槽内,用以成型冲坑。2.如权利要求1所述的应用于小型电池的铝塑膜成型装置,其特征在于,所述第二动力件的数量等于所述压块的数量,且所述第二动力件和所述压块对应连接。3.如权利要求1所述的应用于小型电池的铝塑膜成型装置,其特征在于,所述压块和所述凹槽间隙配合;所述压块和所述凹槽的单边间距等于铝塑膜的厚度。4.如权利要求1所述的应用于小型电池的铝塑膜成型装置,其特征在于,所述第一动力件包括连接板、驱动件和丝杆,所述驱动件通过联轴器和所述丝杆连接,所述丝杆的另一端和所述下模板连接;所述联轴器和所述连接板锁定,且所述丝杆穿设过所述连接板。5.如权利要求4所述的应用于小型电池的铝塑膜成型装置,其特征在于,所述连接板通过直线轴承和所述架体连接。6.如权利要求1所述的应用于小型电池的铝塑膜成型装置,其特征在于,所述上模板和所述下模板之间穿设有若干导柱。7.如权利要求1所述的应用于小型电池的铝塑膜成型装置,其特征在于,所述下模板上设置有多个定位柱,所述上模板的下表面对应的开设有定位槽。8.如权利要求1所述的应用于小型电池的铝塑膜成型装置,其特征在于,所述下模板的侧边设置有把手。9.如权利要求1所述的应用于小型电池的铝塑膜成型装置,其特征在于,所述第二动力件为气缸。
技术总结
本实用新型公开了一种应用于小型电池的铝塑膜成型装置,包括架体、上模板和下模板,所述上模板和所述下模板相对设置,且均位于所述架体内;所述架体上设置有第一动力件,所述第一动力件和所述下模板连接,以驱动所述下模板与所述上模板贴合;所述上模板内嵌设有若干压块,所述架体上设置有若干第二动力件,所述第二动力件和所述压块连接;所述下模板的上表面开设有若干与所述压块适配的凹槽,且所述凹槽与所述压块对应分布;铝塑膜放置在所述下模板上,所述第二动力件驱动所述压块嵌设进所述凹槽内,用以成型冲坑。本实用新型能够减小铝塑膜成型时表面的弯曲,提高电池加工时的精度。提高电池加工时的精度。提高电池加工时的精度。
技术研发人员:黄毅 龙军 司亮亮
受保护的技术使用者:苏州三屹晨光自动化科技有限公司
技术研发日:2020.12.21
技术公布日:2021/11/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。