1.本实用新型涉及耐磨铸件技术领域,尤其是涉及一种水平铸造模具结构。
背景技术:
2.目前的水平铸造模板上横浇道多设置一条,一条横浇道设置在模板的中间位置处,横浇道两侧分别设有铸球或铸段模型串;铸球、铸段产品在水平铸造成型时易出现热量过于集中横浇道周围局部高温现象,导致横浇道侧部的铸球、铸段产品出现缩松、高桩等铸造缺陷,影响铸造产品质量。
技术实现要素:
3.针对现有技术不足,本实用新型所要解决的技术问题是提供一种水平铸造模具结构,其可有效避免铸造成型时热量过于集中出现局部高温,保证批量铸件产品质量。
4.为了解决上述技术问题,本实用新型所采用的技术方案为:
5.该水平铸造模具结构,包括模板和设在模板上的横浇道模型和铸件模型串,所述模板上的横浇道模型为两个以上,所有横浇道模型分段串联设置,每段横浇道模型侧面均设有铸件模型串,对应每段横浇道模型的铸件模型串形成一个产品成型区,模板上形成两个以上的产品成型区。
6.进一步的,所述模板上的相邻横浇道模型之间通过横浇道通道模型相连,所述横浇道通道模型的宽度尺寸小于横浇道模型的宽度尺寸。
7.所述横浇道模型的两侧均设有铸件模型串,横浇道模型两侧的铸件模型串相对应设置。
8.所述横浇道模型侧部设有一个以上分支浇道,分支浇道与对应的铸件模型串一端相连。
9.所述模板上设有气道模型;横浇道模型同一侧的铸件模型串并排设置,相邻铸件模型串之间设有气道模型。
10.所述模板上对应靠铸件模型串外端设有与横浇道模型平行的横向气道模型,设在铸件模型串之间的一组气道模型外端均与横向气道模型相连。
11.所述模板上对应位于边部的横浇道模型外端设有横浇道端部气道模型。
12.所述模板上对应铸件模型串外端设有端部气道模型,端部气道模型与横向气道模型相连。
13.还包括用于设在造型设备上的安装座,所述安装座的下部对应每个横浇道模型设有用于形成注口或冒口的端口模型,对应每个端口模型下方设有直通道模型。
14.所述直通道模型为可伸缩通道模型。
15.本实用新型与现有技术相比,具有以下优点:
16.该水平铸造模具结构设计合理,模板上横浇道分段串联设置,在铸造产品冷凝过程中,砂型中大量的热量被分成区段,使砂型中各区段横浇道的热量无法在区段横浇道间
串通停滞,缓解或避免了横浇道周围局部高温现象,保证批量铸件产品质量。
附图说明
17.下面对本说明书各幅附图所表达的内容及图中的标记作简要说明:
18.图1为本实用新型模板结构示意图。
19.图2为图1的俯视示意图。
20.图3为本实用新型浇注口和冒口安装座结构示意图。
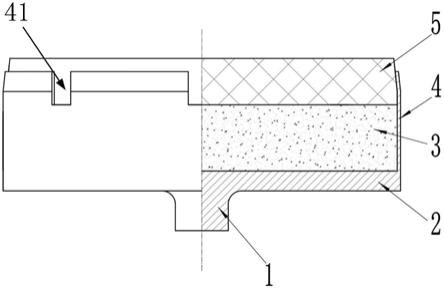
21.图4为本实用新型砂型成型示意图。
22.图中:
23.1、模板;11、横浇道模型;11a、横浇道模型ⅰ;11b、横浇道模型ⅱ;11c、横浇道模型ⅲ;12、气道模型;12a、气道模型ⅰ;12b、气道模型ⅱ;12c、气道模型ⅲ;12d、气道模型ⅳ;13、分支浇道模型;14、铸件通道模型;15、横浇道通道模型;16、安装孔;17、砂型边沿轮廓线;18、铸件模型串;21、浇注口或冒口模型;22、直通道模型;23、安装座;31、上砂型;32、下砂型;33、砂型分型面。
具体实施方式
24.下面对照附图,通过对实施例的描述,对本实用新型的具体实施方式作进一步详细的说明。
25.如图1至图4所示,该水平铸造模具结构,包括模板1和设在模板上的横浇道模型11和铸件模型串18,所述模板上的横浇道模型为两个以上,所有横浇道模型分段串联设置,每段横浇道模型侧面均设有铸件模型串18,对应每段横浇道模型的铸件模型串形成一个产品成型区,模板上形成两个以上的产品成型区。
26.模板上横浇道分段串联设置,在铸造产品冷凝过程中,砂型中大量的热量被分成区段,使砂型中各区段横浇道的热量无法在区段横浇道间串通停滞,缓解或避免了横浇道周围局部高温现象,保证批量铸件产品质量。
27.模板上的相邻横浇道模型11之间通过横浇道通道模型15相连,横浇道通道模型的宽度小于横浇道模型的宽度。如图1所示,横浇道模型ⅰ11a、横浇道模型ⅱ11b、横浇道模型ⅲ11c通过对应的横浇道通道模型串联设置。
28.横浇道模型的两侧均设有铸件模型串,横浇道模型两侧的铸件模型串相对应设置;横浇道模型侧部设有一个以上分支浇道13,分支浇道与对应的铸件模型串一端相连;每个铸件模型串包括两个以上铸件模型,相邻铸件模型通过铸件通道模型14相连。
29.本模具结构还包括用于设在造型设备上的安装座23,安装座上边部设有安装孔16和砂型边沿轮廓线17,安装座的下部对应每个横浇道模型设有用于形成注口或冒口的端口模型,端口模型为浇注口或冒口模型21,对应每个端口模型下方设有直通道模型22;进一步的,直通道模型为可伸缩通道模型,铸造砂型成型端口模型形成浇注口或冒口,直通道模型形成直浇道。
30.模板上设有气道模型12;横浇道模型同一侧的铸件模型串并排设置,相邻铸件模型串之间均设有气道模型;模板上对应靠铸件模型串外端设有与横浇道模型平行的横向气道模型,设在铸件模型串之间的一组气道模型外端均与横向气道模型相连。模板上位于边
部的铸件模型串的外侧设有边部气道模型,边部气道模型与横向气道模型也相连。
31.模板上对应位于边部的横浇道模型外端设有横浇道端部气道模型;模板上对应铸件模型串外端设有端部气道模型,端部气道模型与横向气道模型相连。
32.如图1所示,端部气道模型为气道模型ⅰ12a,横向气道模型为气道模型ⅱ12b,相邻铸件模型串之间均设有气道模型为气道模型ⅲ12c,边部气道模型为气道模型ⅳ12d;气道合理设置,利于快速散热降温。
33.横浇道与安装座上对应的浇注口、冒口下部的直浇道连通或断开;即合箱时横浇道与浇注口、冒口下部的直浇道自行顺利连通,开箱时横浇道与浇注口、冒口下部的直浇道自行分开。
34.直浇道模型可伸缩地设置在浇注口模型或冒口模型下部,以保证直浇道模型与横浇道模型顺利有效连通或断开。浇注口、冒口的位置与模板上的横浇道对应设置;浇注口和冒口可根据实际需要任意选择确定;如图4所示,如选择中间通道为浇注通道,两侧通道为冒口通道。
35.模型串间的间隙和横浇道周围空间合理设置气道,气道可连通为一体。气道在砂型分型面33处与大气环境连通,以便于产品冷凝时顺利排放热气,达到快速散热降温的目的,并缓解或避免了砂型中局部因散热不畅而导致的高温,确保产品充分冷凝成型,以保障铸造产品的内在质量。
36.本实用新型中分段分区设置,配合合理的气道设置,可缓解或避免了铸球、铸段产品在水平铸造成型时因热量过于集中而导致横浇道侧部的铸球、铸段产品出现缩松、高桩等铸造缺陷,在单副铸型中实现批量的铸球、铸段产品同步成型,并充分保证铸造产品的质量。
37.本实用新型中模板上横浇道分段串联设置在模板上;即有2个以上的横浇道串连设置,也即自横浇道将产品成型区分开为2个以上设置,优选为3个或4个区段。
38.模板将2个以上的横浇道串接设置后,在铸造产品冷凝过程中,砂型中大量的热量被分成区段,各区段的热量通过浇冒口或气道溢出砂型,减少了散热死角,致砂型中各区段横浇道的热量无法在区段横浇道间串通停滞,缓解或避免了横浇道周围局部高温现象。
39.模具模板上的模型由上部模型和下部模型组成,上部模型和下部型对应一体设置,上部模型对应上砂型31成型,下部模型对应下砂型32成型;上部模型设置在模板的上方,下部模型设置在模板的下方;模具通过安装孔固定在造型装备上,实现上型、下型同步造型成型。模板拆、装便捷;产品成型精度高,避免了错箱现象的发生。
40.横浇道分段设置,相对缩小了横浇道的空间范围,减少了热的传导和对流,避免了产品冷凝时的热量过于集中现象,确保浇注系统快速降温,从而保障铸造产品顺利冷凝,保证了铸造产品内部组织充分结晶成型。
41.本模具特别适用φ30、40、50、60等耐磨铸球、铸段产品的铸造生产,实施效果显著,克服了批量产品生产易出现缩松、高桩等铸造缺陷的技术难题,提高了铸造产品质量,降低了生产成本,满足了铸造生产发展需求。
42.上述仅为对本实用新型较佳的实施例说明,上述技术特征可以任意组合形成多个本实用新型的实施例方案。
43.上面结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受
上述方式的限制,只要采用了本实用新型的构思和技术方案进行的各种非实质性的改进,或未经改进将本实用新型的构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。