1.本实用新型涉及机械设备制造技术领域,具体涉及一种双转盘机构。
背景技术:
2.众所周知,随着科技的发展和时代的进步,工业生产变得越来越发达,工业生产过程越来越向着自动化前进,在自动化设备生产应用中,为了节约时间,经常采用多工位转盘的方式,同时进行多个工序的操作。
3.现有的技术方案中,通常采用一个大转盘带动转盘上的多个工位和产品转动,在转动圆周范围内不可有阻挡物,所以通常都只对产品上下两个表面进行加工或装配,然而当遇到产品侧面需要有工艺动作的情况时,往往需要增加行程或增加动作来进行避让,从而导致设备体积庞大,动作复杂,增加设备故障的风险。
4.因此,如何解决上述现有技术存在的不足,便成为本实用新型所要研究解决的课题。
技术实现要素:
5.本实用新型的目的是提供一种双转盘机构。
6.为达到上述目的,本实用新型采用的技术方案是:一种双转盘机构,包括机架、大转盘以及至少两个小转盘;
7.所述大转盘转动设置于所述机架上,并绕一第一转轴做水平转动,该第一转轴位于大转盘水平方向的几何中心点;
8.各所述小转盘以所述大转盘的所述几何中心点为基准,对称设置于所述大转盘的上表面,并通过大转盘的转动将各小转盘在一装载工位和一加工工位间来回切换;
9.各所述小转盘均相对所述大转盘具有上升转动和下降定位两个状态;
10.其中,当所述小转盘位于所述加工工位时,做所述上升转动以及所述下降定位,小转盘转动时,其转动轴为第二转轴,且该第二转轴与所述第一转轴平行;
11.当所述小转盘位于所述装载工位时,小转盘仅为所述下降定位状态。
12.上述技术方案中的有关内容解释如下:
13.1.上述方案中,各所述小转盘的第二转轴均与所述第一转轴等距设置。
14.2.上述方案中,装载工位是指用于装载工件的工位,本方案中的装载工位还可以用于卸载工件,加工工位是指用于加工的工位。本方案中,所述大转盘上,设有装载工位以及加工工位,但不限于这两个工位,还可以设有检测工位或者装配工位等,本方案在此不对工位的数量和类型作限定。
15.3.上述方案中,所述大转盘上表面对应各工位布置有多个定位块,多个所述定位块形成定位腔,以构成所述小转盘沿水平方向定位于所述定位腔内。小转盘在装载工位中不做上升转动,处于下降定位的状态,通过固设在大转盘上的多个定位块达成水平方向的定位。采用双转盘机构,能同时进行加工工序和人工上下料工序,大大提高了生产效率。
16.4.上述方案中,所述双转盘机构还包括第一转动驱动组件、升降驱动组件以及第二转动驱动组件;所述第一转动驱动组件连设于所述机架上,并与所述大转盘的下方传动连接,驱动所述大转盘绕所述第一转轴转动;所述升降驱动组件连设于所述机架上,并与位于所述加工工位的所述小转盘的下方传动连接,驱动该小转盘沿上下方向往复位移;所述第二转动驱动组件连设于所述升降驱动组件上,并驱动位于所述加工工位的所述小转盘绕所述第二转轴转动。
17.5.上述方案中,所述大转盘上表面对应各工位布置有多个定位块,多个所述定位块形成定位腔,以构成所述小转盘沿水平方向定位于所述定位腔内。
18.6.上述方案中,所述机架对应所述大转盘设有支撑座,所述支撑座具有与所述大转盘紧贴配合的支撑面,构成当所述大转盘向下倾斜时,通过支撑面与大转盘下表面的挤压配合以使所述大转盘定位。
19.相比于现有技术,本实用新型优点如下:
20.1、本实用新型采用双转盘机构,能同时进行加工工序和人工上下料工序,大大提高了生产效率。
21.2、本实用新型由于在加工工位设有升降驱动组件以及第二转动驱动组件,位于所述加工工位的工件的所有侧面都可以旋转到切面方向,优化了整个设备的空间结构,使得小空间内可以顺利完成多侧面装配、加工工序。
附图说明
22.附图1为本实用新型实施例的立体结构示意图;
23.附图2为本实用新型实施例的主视图;
24.附图3为本实用新型实施例的俯视图;
25.附图4为本实用新型实施例转盘与第一转动驱动组件的装配立体图;
26.附图5为本实用新型实施例转盘与第一转动驱动组件的装配主视图;
27.附图6为本实用新型实施例转盘与第一转动驱动组件的装配仰视图;
28.附图7为本实用新型实施例升降驱动组件与第二转动驱动组件的装配图;
29.附图8为本实用新型实施例第二转动驱动组件的结构示意图;
30.附图9为本实用新型实施例升降驱动组件的结构示意图。
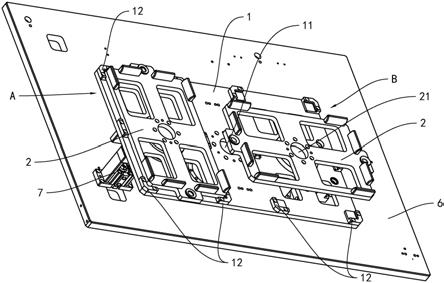
31.以上附图中:1.大转盘;2.小转盘;3.第一转动驱动组件;4.升降驱动组件;5.第二转动驱动组件;6.机架;7.支撑座;11.第一转轴;12.定位块;21.第二转轴;a.装载工位;b.加工工位。
具体实施方式
32.下面结合附图及实施例对本实用新型作进一步描述:
33.实施例:以下将以图式及详细叙述对本案进行清楚说明,任何本领域技术人员在了解本案的实施例后,当可由本案所教示的技术,加以改变及修饰,其并不脱离本案的精神与范围。
34.本文的用语只为描述特定实施例,而无意为本案的限制。单数形式如“一”、“这”、“此”、“本”以及“该”,如本文所用,同样也包含复数形式。
35.关于本文中所使用的“第一”、“第二”等,并非特别指称次序或顺位的意思,亦非用以限定本案,其仅为了区别以相同技术用语描述的组件或操作。
36.关于本文中所使用的“连接”或“定位”,均可指二或多个组件或装置相互直接作实体接触,或是相互间接作实体接触,亦可指二或多个组件或装置相互操作或动作。
37.关于本文中所使用的“包含”、“包括”、“具有”等,均为开放性的用语,即意指包含但不限于。
38.关于本文中所使用的用词(terms),除有特别注明外,通常具有每个用词使用在此领域中、在本案内容中与特殊内容中的平常意义。某些用以描述本案的用词将于下或在此说明书的别处讨论,以提供本领域技术人员在有关本案描述上额外的引导。
39.关于本文中所使用的
ꢀ“
上”、“下”均为方向性用词,在本案中仅为说明各结构之间位置关系,并非用以限定本案保护方案及实际实施时的具体方向。
40.参见附图1
‑
9所示,一种双转盘机构,包括机架6、驱动组件、大转盘1以及至少两个小转盘2。
41.所述大转盘1转动设置于所述机架6上,并绕一第一转轴11做水平转动,该第一转轴11位于大转盘1水平方向的几何中心点。
42.各所述小转盘2以所述大转盘1的所述几何中心点为基准,对称设置于所述大转盘1的上表面,因此,各所述小转盘2的第二转轴21均与所述第一转轴11等距设置。通过大转盘1的转动将各小转盘2在一装载工位a和一加工工位b间来回切换。
43.装载工位a是指用于装载工件的工位,本实施例中的装载工位a还可以用于卸载工件,加工工位b是指用于加工工件的工位。本实施例中,所述大转盘1上,设有装载工位a以及加工工位b,但不限于这两个工位,还可以设有检测工位或者装配工位等,本实施例在此不对工位的数量和类型作限定。
44.各所述小转盘2均相对所述大转盘1具有上升转动和下降定位两个状态。
45.其中,当所述小转盘2位于所述加工工位b时,做所述上升转动以及所述下降定位,小转盘2转动时,其转动轴为第二转轴21,且该第二转轴21与所述第一转轴11平行。
46.当所述小转盘2位于所述装载工位a时,小转盘2仅为所述下降定位状态。所述大转盘1上表面对应各工位布置有多个定位块12,多个所述定位块12形成定位腔,以构成所述小转盘2沿水平方向定位于所述定位腔内。小转盘2在装载工位a中不做上升转动,处于下降定位的状态,通过固设在大转盘1上的多个定位块12达成水平方向的定位。采用双转盘机构,能同时进行加工工序和人工上下料工序,大大提高了生产效率。
47.如图2所示,所述驱动组件包括第一转动驱动组件3、升降驱动组件4以及第二转动驱动组件5。
48.本实施例中,所述第一转动驱动组件3为伺服电机,所述升降驱动组件4为升降气缸,所述第二转动驱动组件5为伺服电机。
49.如图4
‑
5所示,所述第一转动驱动组件3连设于所述机架6上,并与所述大转盘1的下方传动连接,驱动所述大转盘1绕所述第一转轴11转动。
50.所述升降驱动组件4连设于所述机架6上,并与位于所述加工工位b的所述小转盘2的下方传动连接,驱动该小转盘2沿上下方向往复位移。
51.如图7所示,所述第二转动驱动组件5连设于所述升降驱动组件4上,并驱动位于所
述加工工位b的所述小转盘2绕所述第二转轴21转动。
52.所述大转盘1对应各所述小转盘2的下方均设有一开口,所述升降驱动组件4位于其中一所述开口下方,构成所述第二转动驱动组件5在升降驱动组件4的驱动下朝向该所述小转盘2向上位移,并通过所述开口与该所述小转盘2传动连接。由于在加工工位b设有升降驱动组件4以及第二转动驱动组件5,位于所述加工工位b的工件的所有侧面都可以旋转到切面方向,优化了整个设备的空间结构,使得小空间内可以顺利完成多侧面装配、加工工序。
53.优选地,所述机架6对应所述大转盘1设有支撑座7,所述支撑座7具有与所述大转盘1紧贴配合的支撑面,构成当所述大转盘1向下倾斜时,通过支撑面与大转盘1下表面的挤压配合以使所述大转盘1定位。
54.工作流程:所述装载工位a上的小转盘2装载完工件后处于下降定位状态,所述第一转动驱动组件3通过驱动所述第一转轴11带动所述大转盘1转动从而将所述装载完工件的小转盘2切换至所述加工工位b,所述升降驱动组件4以及所述第二转动驱动组件5相配合使得所述第二转轴21带动所述小转盘2为配合不同的加工需要上升转动至需要的高度和角度。加工完成后所述升降驱动组件4驱动所述第二转轴21带动所述小转盘2向下运动至定位于下降定位状态,之后所述第一转动驱动组件3通过驱动所述第一转轴11带动所述大转盘1转动从而将加工完工件的小转盘2切换至所述装载工位a并对工件进行卸载。
55.相比于现有技术,本实用新型优点如下:
56.1、本实用新型采用双转盘机构,能同时进行加工工序和人工上下料工序,大大提高了生产效率。
57.2、本实用新型由于在加工工位设有升降驱动组件以及第二转动驱动组件,位于所述加工工位的工件的所有侧面都可以旋转到切面方向,优化了整个设备的空间结构,使得小空间内可以顺利完成多侧面装配、加工工序。
58.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。