1.本实用新型涉及冲压模具技术领域,具体涉及一种双向冲压模具。
背景技术:
2.冲压工艺是在室温下,利用安装在压力机上的冲压模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。冲压模具是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备。
3.当生产需要组装配合的产品时,首先对零件进行冲压生产,零件冲压完成后,之后工人再使用工具将两个零件进行组装压合,无法通过模具进行一次性生产,增加了操作的步骤,降低了生产的效率。
4.上述问题是本领域亟需解决的问题。
技术实现要素:
5.本实用新型要解决的技术问题是提供一种双向冲压模具,能够对需要组装的模具进行一次性生产,大大的提高生产的效率。
6.为了解决上述技术问题,本实用新型提供的方案是:一种双向冲压模具,包括上模具和下模具,所述下模具上设置有第一送料轨道和第二送料轨道,所述下模具对应所述第二送料轨道一端设置有送料机构,所述下模具上位于所述送料机构处设置有连通所述第一送料轨道和所述第二送料轨道的通道,所述上模具上对应所述第一送料轨道设置有冲压头,所述上模具上位于所述冲压头一侧对应所述第一送料轨道设置有折弯组件,所述上模具上位于所述折弯组件一侧对应所述第一送料轨道设置有压合组件。
7.作为本实用新型的进一步改进,所述折弯组件包括沿着所述冲压头向通道方向依次设置的折弯冲头,所述折弯冲头上设置有折弯面与挤压面,所述折弯面与所述挤压面形成的夹角沿着所述冲压头向通道方向逐渐减小。
8.作为本实用新型的进一步改进,所述压合组件包括数个压合冲头。
9.作为本实用新型的进一步改进,所述下模具侧面设置有收集装置。
10.作为本实用新型的进一步改进,所述下模具上位于所述第一送料轨道处设置有让位槽。
11.本实用新型的有益效果:
12.本实用新型结构合理、简单,操作便捷,将主料带和副料带分别放置在第一送料轨道和第二送料轨道上,移动主料带,通过冲压头对主料带进行冲压塑形,塑形完成后,通过折弯组件对其进行折弯,当主料带移动至通道处时,此时主料带没有完全闭合,送料机构将副料带移动至主料带上,随后主料带继续移动至压合组件下方,通过压合组件对其进行压合,使得主料带和副料带压合在一起,从而完成零件的生产。能够对需要组装的模具进行一次性生产,大大的提高生产的效率。
附图说明
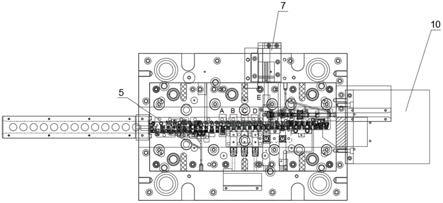
13.图1是本实用新型的俯视图;
14.图2是本实用新型下模具的俯视图;
15.图3是图1中a部的侧视图;
16.图4是图1中b部的侧视图;
17.图5是图1中c部的侧视图;
18.图6是图1中d部的侧视图;
19.图7是图1中e部的侧视图;
20.图8是图1中a部折弯组件的侧视图;
21.图9是图1中b部折弯组件的侧视图;
22.图10是图1中c部折弯组件的侧视图;
23.图11是图1中d部折弯组件的侧视图;
24.图12是图1中e部折弯组件的侧视图。
25.附图标记:1、上模具;2、下模具;3、第一送料轨道;4、第二送料轨道;5、冲压头;6、折弯组件;601、折弯冲头;602、折弯面;603、挤压面;7、送料机构;8、压合组件;801、压合冲头;9、通道;10、收集装置;11、让位槽。
具体实施方式
26.下面结合附图和具体实施例对本实用新型作进一步说明,以使本领域的技术人员可以更好地理解本实用新型并能予以实施,但所举实施例不作为对本实用新型的限定。
27.参照图1所示,为本实用新型的一实施例,包括上模具1和下模具2,下模具2上设置有第一送料轨道3和第二送料轨道4,下模具2对应第二送料轨道4一端设置有送料机构7,下模具2上位于送料机构7处设置有连通第一送料轨道3和第二送料轨道4的通道9,上模具1上对应第一送料轨道3设置有冲压头5,上模具1上位于冲压头5一侧对应第一送料轨道3设置有折弯组件6,上模具1上位于折弯组件6一侧对应第一送料轨道3设置有压合组件8,将上模具1和下模具2分别安装在冲压机上,将主料带和副料带分别放置在第一送料轨道3和第二送料轨道4上,移动主料带,通过冲压头5对主料带进行冲压塑形,塑形完成后,通过折弯组件6对其进行折弯,当主料带移动至通道9处时,此时主料带没有完全闭合,送料机构7工作将副料带剪断的同时将其移动至主料带上,随后主料带继续移动至压合组件8下方,通过压合组件8对其进行压合,使得主料带和副料带压合在一起,从而完成零件的生产。
28.本实施例中,折弯组件6包括沿着冲压头5向通道9方向依次设置的多个折弯冲头601,为了使得能够稳定地折弯,折弯冲头601上设置有折弯面602与挤压面603,折弯面602与挤压面603形成的夹角沿着冲压头5向通道9方向逐渐减小,主料带通过折弯冲头601进行折弯,通过将折弯面602与挤压面603形成的夹角沿着冲压头5向通道9方向逐渐减小,使得主料带能够逐渐地进行折弯变形,避免一次性折弯带来的金属疲劳的折断,大大的提高生产的合格率。
29.本实施例中,压合组件8包括数个压合冲头801,能够对组合后的主料带和副料带进行逐渐的压合,避免一次性压合带来的折断,大大的提高生产的合格率。
30.本实施例中,下模具2侧面设置有收集装置10,能够对生产完成后的零件进行收
集。
31.本实施例中,下模具2上位于第一送料轨道3处设置有让位槽11,使得主料带在冲压、折弯、压合的过程中,能够拥有足够的空间进行冲压、折弯、压合,避免限位带来的不便。
32.实际工作时,将主料带和副料带分别放置在第一送料轨道3和第二送料轨道4上,主料带进行移动,冲压头5对主料带进行冲压塑形,折弯冲头601对塑形后的主料带依次进行折弯变形,使得塑形后的主料带逐渐进行折弯,避免破坏材料,送料机构7将放置在第二送料轨道4上的辅料带推送至主料带上,通过压合冲头801逐渐地将主料带和副料带进行压合,压合后的零件移动至收集装置10中进行收集。本实用新型结构简单,操作便捷,避免了工人手动将两个部件进行压合,大大的提高了生产的效率。
33.以上所述实施例仅是为充分说明本实用新型而所举的较佳的实施例,本实用新型的保护范围不限于此。本技术领域的技术人员在本实用新型基础上所作的等同替代或变换,均在本实用新型的保护范围之内。本实用新型的保护范围以权利要求书为准。
技术特征:
1.一种双向冲压模具,其特征在于,包括上模具(1)和下模具(2),所述下模具(2)上设置有第一送料轨道(3)和第二送料轨道(4),所述下模具(2)对应所述第二送料轨道(4)一端设置有送料机构(7),所述下模具(2)上位于所述送料机构(7)处设置有连通所述第一送料轨道(3)和所述第二送料轨道(4)的通道(9),所述上模具(1)上对应所述第一送料轨道(3)设置有冲压头(5),所述上模具(1)上位于所述冲压头(5)一侧对应所述第一送料轨道(3)设置有折弯组件(6),所述上模具(1)上位于所述折弯组件(6)一侧对应所述第一送料轨道(3)设置有压合组件(8)。2.如权利要求1所述的一种双向冲压模具,其特征在于,所述折弯组件(6)包括沿着所述冲压头(5)向通道(9)方向依次设置的折弯冲头(601),所述折弯冲头(601)上设置有折弯面(602)与挤压面(603),所述折弯面(602)与所述挤压面(603)形成的夹角沿着所述冲压头(5)向通道(9)方向逐渐减小。3.如权利要求1所述的一种双向冲压模具,其特征在于,所述压合组件(8)包括数个压合冲头(801)。4.如权利要求1所述的一种双向冲压模具,其特征在于,所述下模具(2)侧面设置有收集装置(10)。5.如权利要求1所述的一种双向冲压模具,其特征在于,所述下模具(2)上位于所述第一送料轨道(3)处设置有让位槽(11)。
技术总结
本实用新型涉及冲压模具技术领域,具体涉及一种双向冲压模具。本实用新型包括上模具和下模具,下模具上设置有第一送料轨道和第二送料轨道,下模具对应第二送料轨道一端设置有送料机构,下模具上位于送料机构处设置有连通第一送料轨道和第二送料轨道的通道,上模具上对应第一送料轨道设置有冲压头,上模具上位于冲压头一侧对应第一送料轨道设置有折弯组件,上模具上位于折弯组件一侧对应第一送料轨道设置有压合组件。本实用新型结构合理、简单,操作便捷,能够对需要组装的模具进行一次性生产,大大的提高生产的效率。大大的提高生产的效率。大大的提高生产的效率。
技术研发人员:张晓东
受保护的技术使用者:无锡市杰美特科技有限公司
技术研发日:2021.02.26
技术公布日:2021/11/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。