1.本实用新型涉及机械工装技术领域,尤其涉及一种位移传感器热铆设备。
背景技术:
2.位移传感器又称为线性传感器,是一种属于金属感应的线性器件,传感器的作用是把各种被测物理量转换为电量。在生产过程中,位移的测量一般分为测量实物尺寸和机械位移两种。按被测变量变换的形式不同,位移传感器可分为模拟式和数字式两种。模拟式又可分为物性型和结构型两种。常用位移传感器以模拟式结构型居多,包括电位器式位移传感器、电感式位移传感器、自整角机、电容式位移传感器、电涡流式位移传感器、霍尔式位移传感器等。数字式位移传感器的一个重要优点是便于将信号直接送入计算机系统。这种传感器发展迅速,应用日益广泛。
3.因生产位移传感器需要装配零件后外罩热铆,需经受住震动固定保证整体稳定性。针对上述问题,设计一台位移传感器热铆设备,该设备采用空压冲床改进,增加自动恒温数显220v调节仪温度控制器金和控制设计的热铆模具工装恒温等技术,解决生产位移传感器装配需求。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中存在的缺点,设计一种位移传感器热铆设备。
5.为了实现上述目的,本实用新型采用了如下技术方案:一种位移传感器热铆设备,包括压柳装置,所述压柳装置的顶部贯穿连接有行程调节装置,所述压柳装置的左侧靠近底部边缘处贯穿连接有加压管,所述压柳装置的右侧固定连接有控制装置,所述控制装置的正表面靠近顶部安装有有计数器,所述控制装置的正表面靠近中间位置固定安装有计时器,所述控制装置的正表面靠近底部左侧固定安装有电源开关,所述控制装置的正表面靠近底部右侧固定安装有手动切换开关,所述加压管的中间位置固定安装有压力阀,所述加压管的顶部靠近右端边缘处插设有压力表,所述压柳装置的底部贯穿连接有压柳杆,所述压柳杆的正表面靠近底部边缘处固定连接有压柳模具,所述压柳模具的底部固定连接有加热线圈,所述加热线圈的底部靠近右侧边缘处固定连接有温度传感器,所述控制装置的底部靠近左侧边缘处固定连接有安置杆,所述控制装置的底部靠近右侧边缘处固定连接有转动杆,所述转动杆的右侧固定连接有恒温数显调节仪温度控制器,所述压柳杆的底部滑动连接有压柳定位工装,所述压柳定位工装的正表面两侧均固定安装有控制按钮。
6.优选的,所述压柳装置的底部开设有与压柳杆直径相适配的通过孔,且通过孔内壁与压柳杆中间位置滑动连接。
7.优选的,所述压柳装置的左侧开设有与加压管直径相适配的压力孔,且压力孔内壁的与加压管固定连接。
8.优选的,所述温度传感器的底部与恒温数显调节仪温度控制器通过导线电性连
接。
9.优选的,所述安置杆的底部固定安装有安置导线的圆柱。
10.优选的,所述控制按钮设置为两个,均匀固定安装在压柳定位工装的正表面。
11.优选的,所述控制装置的底部靠近右侧边缘处开设有与转动杆直径相适配的固定孔,且固定孔的内壁与转动杆的顶部滑动连接。
12.与现有技术相比,本实用新型的优点和积极效果在于,
13.本新型实用中:首先将外部压缩空气使用加压管连接至压柳装置。压柳装置连接好ac220v电源,设备工作指示灯亮起,连接恒温数显调节仪温度控制器调节加热线圈温度至一百七十五度,调整压力阀压力至零点六mpa,调整计时器;为五秒铆压时间,调整计数器为零,等恒温数显调节仪温度控制器的温度达到一百七十五度后开始工作,为保证热铆设备人员的安全,改进了控制按钮为两手同时控制,防止一手操作导致的安全事故。两手同时按下启动按钮后,压柳装置带动加热保温至一百七十五度的压柳模具通过减压至零点六mpa压力压向压柳定位工装,热压五秒时间后,自动回复起始位置,保证整体结构的稳定性,增加使用效果,提高生产精度,提高效率。
附图说明
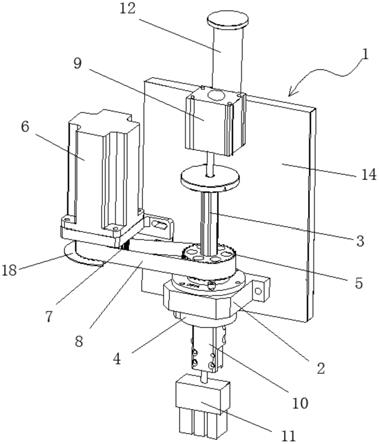
14.图1为本实用新型提出一种位移传感器热铆设备的结构示意图;
15.图2为本实用新型提出一种位移传感器热铆设备中预备状态的结构示意图;
16.图3为本实用新型提出一种位移传感器热铆设备中加热线圈的结构示意图。
17.图例说明:
18.1、压柳装置;2、行程调节装置;3、加压管;4、控制装置;5、计数器;6、计时器;7、电源开关;8、手动切换开关;9、压力阀;10、压力表;11、压柳杆;12、压柳模具;13、加热线圈;14、温度传感器;15、安置杆;16、转动杆;17、恒温数显调节仪温度控制器;18、压柳定位工装;19、控制按钮。
具体实施方式
19.为了能够更清楚地理解本实用新型的上述目的、特征和优点,下面结合附图和实施例对本实用新型做进一步说明。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
20.在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用新型还可以采用不同于在此描述的其他方式来实施,因此,本实用新型并不限于下面公开说明书的具体实施例的限制。
21.实施例,如图1
‑
3所示,一种位移传感器热铆设备,包括压柳装置1,压柳装置1的顶部贯穿连接有行程调节装置2,压柳装置1的左侧靠近底部边缘处贯穿连接有加压管3,压柳装置1的左侧开设有与加压管3直径相适配的压力孔,且压力孔内壁的与加压管3固定连接,压柳装置1的右侧固定连接有控制装置4,控制装置4的正表面靠近顶部安装有有计数器5,控制装置4的正表面靠近中间位置固定安装有计时器6,控制装置4的正表面靠近底部左侧固定安装有电源开关7,控制装置4的正表面靠近底部右侧固定安装有手动切换开关8,加压管3的中间位置固定安装有压力阀9,加压管3的顶部靠近右端边缘处插设有压力表10,压柳
装置1的底部贯穿连接有压柳杆11,压柳装置1的底部开设有与压柳杆11直径相适配的通过孔,且通过孔内壁与压柳杆11中间位置滑动连接,压柳杆11的正表面靠近底部边缘处固定连接有压柳模具12,压柳模具12的底部固定连接有加热线圈13,加热线圈13的底部靠近右侧边缘处固定连接有温度传感器14,控制装置4的底部靠近左侧边缘处固定连接有安置杆15,安置杆15的底部固定安装有安置导线的圆柱,控制装置4的底部靠近右侧边缘处固定连接有转动杆16,控制装置4的底部靠近右侧边缘处开设有与转动杆16直径相适配的固定孔,且固定孔的内壁与转动杆16的顶部滑动连接,转动杆16的右侧固定连接有恒温数显调节仪温度控制器17,温度传感器14的底部与恒温数显调节仪温度控制器17通过导线电性连接,压柳杆11的底部滑动连接有压柳定位工装18,压柳定位工装的正表面两侧均固定安装有控制按钮19,控制按钮19设置为两个,均匀固定安装在压柳定位工装18的正表面。
22.其整个实施例达到的效果为,首先将外部压缩空气使用加压管3连接至压柳装置1。压柳装置1连接好ac220v电源,设备工作指示灯亮起,连接恒温数显调节仪温度控制器17调节加热线圈13温度至一百七十五度,调整压力阀9压力至零点六mpa,调整计时器;6为五秒铆压时间,调整计数器5为零,等恒温数显调节仪温度控制器17的温度达到一百七十五度后开始工作,为保证热铆设备人员的安全,改进了控制按钮19为两手同时控制,防止一手操作导致的安全事故。两手同时按下启动按钮后,压柳装置1带动加热保温至一百七十五度的压柳模具12通过减压至零点六mpa压力压向压柳定位工装18,热压五秒时间后,自动回复起始位置,保证整体结构的稳定性,增加使用效果,提高生产精度,提高效率。
23.以上所述,仅是本实用新型的较佳实施例而已,并非是对本实用新型作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例应用于其它领域,但是凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本实用新型技术方案的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。