1.本发明涉及电池拆解技术领域,具体涉及一种动力电池拆解回收工艺及回收装置。
背景技术:
2.目前,动力电池广泛应用在电动汽车、照明等领域,为其提供动力源,随着近几年新能源汽车技术的进步,动力电池也得到了大量的应用。同时,也产生了大量的废旧电池,电池正极材料中的金属锂属于重要的战略资源,具有较高的经济价值。目前,现有的拆解动力电池的方法大多有两种,一种为直接机械破碎,再通过化学溶解,分步沉淀,再进行还原。一种为拆解后进行有机溶剂溶解再萃取出来。
3.专利号为201610955450.5的发明专利,公开了一种动力电池拆解回收工艺,将废旧电池放入去离子水中进行放电处理;切割放电后的电池,将电池内的残余电解液清除;将清除电解液的电池分离正极片、负极片和隔膜,并分别投入去离子水中浸泡,进行清洗;将电池正极片、负极片清洗后烘干,分别进行高温煅烧,将电池极片上的粉末与金属片分离,分别回收金属片和正极粉末和负极粉末。
4.现有的电池拆解工艺主要存在以下不足:1、采用化学溶剂进行回收,产生废液对环境造成污染;2、电池拆解回收工艺复杂,高温煅烧回收的方式,易产生有害废气,耗能大,回收成本高。
技术实现要素:
5.技术目的:针对现有技术的不足,本发明公开了一种回收成本低、流程简单、无污染的动力电池拆解回收工艺及回收装置。
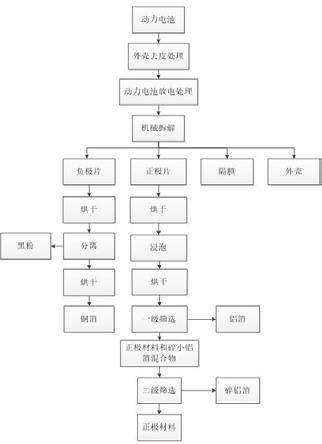
6.技术方案:为实现上述技术目的,本发明采用了如下技术方案:一种动力电池拆解回收工艺,包括步骤:s01、对动力电池进行去皮处理,将动力电池外部塑料薄膜去除;s02、对动力电池进行放电处理,将动力电池内残存的电量释放出来;s03、对动力电池进行机械拆解,将动力电池拆分,得到正极片、负极片、隔膜和外壳;s04、对负极片进行分离处理,将负极片放入超声波清洗装置中,进行超声波热水振动清洗,分离负极材料与黑粉;s05、对正极片进行浸泡处理,将正极片放入加热的氯化钠水溶液中,使正极材料和铝箔分离;s06、将步骤s05中得到的正极材料和铝箔进行干燥处理后,经过多级筛选进行分离。
7.优选地,所述步骤s02中的放电处理,通过在动力电池的正负极之间点滴导电胶,将正、负极导通,利用导电胶自身的电阻消耗电能,进行放电。
8.优选地,所述步骤s03中,机械拆解,通过采用激光对动力电池两端进行环切,然后进行纵切的方式切割动力电池,取出内部的电池芯。
9.优选地,所述步骤s05中,氯化钠水溶液浓度为0.5~25wt%,氯化钠水溶液温度范围为25
‑
70℃。
10.优选地,所述步骤s05中,氯化钠水溶液浓度为1~10wt%,氯化钠水溶液温度范围为45
‑
65℃,将温度保持在设定温度区间内,使分离效果保持在最佳状态,保证分离效率。
11.优选地,所述步骤s06中干燥处理采用自然干燥、热风干燥或者冷冻干燥中的一种。
12.优选地,所述步骤s06中的多级筛选,均采用网眼振动筛进行筛选,每级网眼振动筛的网眼逐级减小,筛选正极片中的铝箔材料。
13.一种基于上述回收工艺的动力电池拆解回收装置,包括用于进行正、负极片输送的输送装置,用于搬运正、负极片的机械手,用于分离负极片的负极分离池,用于分离正极片的正极浸泡池,用于烘干电池正极片、负极片的烘干装置,用于筛分正极材料和铝箔的多级筛分装置。
14.优选地,所述烘干装置设置在输送装置的输送线上,负极分离池、正极浸泡池均设置在输送装置输送线的一侧,机械手位于两个分离池的上方,并配有用于机械手沿输送装置和两个分离池往复移动的轨道,输送装置设置用于识别正、负极片的传感器,传感器与机械手电连接;多级筛分装置与输送装置的输送线连接,二者的连接处同样设置用于识别正、负极片的传感器;通过传感器自动识别正、负极片,机械手进行搬运,自动化程度高,实现自动分离和分选。
15.优选地,所述多级筛分装置的输送线上设有多级网眼振动筛,多级网眼振动筛的上层网眼振动筛的筛孔大于下层网眼振动筛的筛孔,多级筛分装置在输送线的端部设有用于分离正极材料和铝箔的涡电流分选装置,通过涡电流分选装置将正极材料中含有的碎小铝箔进行分离,保证分离的纯净程度。
16.有益效果:本发明所提供的一种动力电池拆解回收工艺及回收装置具有如下有益效果:1、本发明采用点胶放电方式进行动力电池放电,相较于氯化钠水溶液浸泡放电方式,操作简单,放电速度快,节省放电时间,并且不会产生有害气体和废水,提高电池拆解回收速度。
17.2、本发明使用激光环切和纵切的方式进行动力电池拆解,切割效果好,保证壳体的相对完整,便于分类规整,提高处理效率。
18.3本发明分别设置正极片、负极片、隔膜、外壳的回收装置,分类回收,批量进行处理,提升电池拆解回收速度。
19.4、本发明正极片放入加热的氯化钠水溶液中进行浸泡,进而分离正极材料和铝箔,负极片放入热水中,超声波振动进行负极材料与黑粉的分离,相较于将电池破碎,进行清洗,本发明保持了正、负极材料的完整性,便于归类分拣;相较于高温煅烧正、负极片的方式,本发明耗能少,并且不会造成污染。
20.5、本发明通过设置网眼大小依次减小的多级网眼振动筛,进行正极材料和铝箔的分离,可以将不同尺寸的铝箔逐级分离出来,保证分离效果。
21.6、本发明通过传感器自动识别正、负极片,并控制机械手进行搬运,自动化程度高,自动搬运,提升回收效率,节省人力成本。
22.7、本发明使用涡电流分选装置进行正极材料与碎小铝箔的分离,分离效果好,避免残留。
附图说明
23.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单介绍。
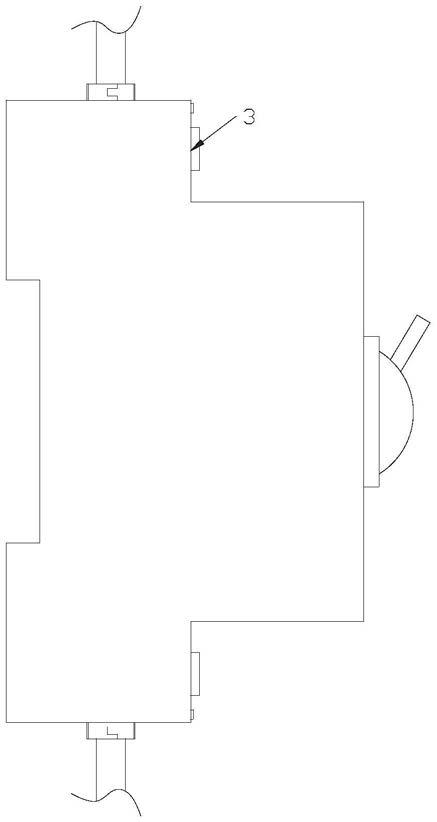
24.图1为本发明工艺流程图;图2为本发明去皮装置的立体图;图3为本发明回收装置示意图;其中,1
‑
去皮装置、2
‑
回收装置、101
‑
第一摩擦轮、102
‑
第二摩擦轮、201
‑
输送装置、202
‑
机械手、203
‑
负极分离池、204
‑
正极浸泡池、205
‑
烘干装置、206
‑
多级筛分装置、207
‑
多级网眼振动筛、208
‑
涡电流分选装置、209
‑
气体净化水塔、210
‑
沉淀池。
具体实施方式
25.下面通过一较佳实施例的方式并结合附图来更清楚完整地说明本发明,但并不因此将本发明限制在所述的实施例范围之中。
26.如图1本发明所提供的一种动力电池拆解回收工艺,将动力电池先进行外壳去皮处理,去皮处理工艺采取的是一种物理摩擦剥离的方法,通过去皮装置1使动力电池外部包裹的塑料保护皮剥离,达到去皮的效果;如图2所示,通过去皮装置1上设置的转速不同的第一摩擦轮101和第二摩擦轮102,第一摩擦轮101和第二摩擦轮102均设置独立的电机带动旋转;第一摩擦轮101和第二摩擦轮102轮表面均采用耐磨材料制成,表面粗糙,因第一摩擦轮101和第二摩擦轮102转速不同,动力电池在两者之间通过时会产生自转,通过摩擦方式去除动力电池表面的绝缘保护皮。
27.去皮后的电池再进行点胶放电处理,此种工艺采用点胶机将导电胶点滴在动力电池的正负极之间,通过导电胶使正负极导通,形成类似短路状态,导电胶有电阻,消耗电能,从而达到放电效果;将电池内的余电释放;动力电池放电结束后,进行机械拆解,此工艺采用激光切割技术,将动力电池两端进行固定,采用环切和纵切的方法,分别对动力电池的两端环切,中间壳体部分纵切,控制激光切割器将电池金属外壳切开,利用机械手取出动力电池内部的电池芯,再对切割后的动力电池进行分拣,得到负极片、正极片、隔膜、外壳,将正极片、负极片、隔膜、外壳分别放入各自的收集装置,单独进行处理。
28.正、负极片在进行分离前,需进行电解液处理,避免对分离步骤造成影响。
29.负极片采用超声波振动清洗的方法,将负极片直接放置到超声波清洗装置中,通过超声波清洗装置中的热水进行振动清洗,可加快负极片上黑粉与铜箔的分离,超声波频率优选28khz,将分离后的铜箔打捞晾干,黑粉一部分在热水中,另一部分沉淀在超声波清洗装置的底部,热水排放后收集超声波清洗装置的底部沉淀的黑粉;此外,还可以将负极片整体先放入漏网中,再进行超声波水洗,节省打捞铜箔的步骤。
30.将正极片放入加热的氯化钠水溶液中,氯化钠的浓度为0.5~25wt%,对氯化钠水溶
液进行持续加热,氯化钠水溶液加热至25~70℃,优选温度为45~65℃,在25~70℃范围内,铝箔和正极材料分离时间随温度升高而缩短,氯化钠水溶液温度高于70℃后,正极材料分离时间缩短不明显;优选的氯化钠水溶液浓度为1~10wt%,高于该浓度范围,正极材料和铝箔分离时间反而变长;氯化钠水溶液分离后的正极材料和铝箔仍需要干燥处理,干燥处理采用自然干燥、热风干燥或者冷冻干燥中的一种。
31.对已经分离的正极材料和铝箔再采用分级筛选的方式,使用网眼振动筛将正极材料和铝箔分选出来,依据铝箔碎片状态选用网眼振动筛的网眼大小;目前主要采用的是两级的筛选方式,先进行大网眼振动筛筛选,再进行小网眼振动筛筛选,具体筛选分离次数和网眼振动筛的规格,可根据实际情况,增加或者减少,以及更改振动筛网眼的大小,最后得到分离后的铝箔碎片与正极材料,两级网眼振动筛的直径分别为5mm、10mm。
32.如图3所示为一种基于上述动力电池拆解回收工艺的回收装置,所述回收装置2包括用于进行正、负极片输送的输送装置201,用于搬运正、负极片的机械手202,用于分离负极片的负极分离池203,用于分离正极片的正极浸泡池204,用于烘干电池正极片、负极片的烘干装置205,用于筛分正极材料和铝箔的多级筛分装置206。
33.所述烘干装置205设置在输送装置201的输送线上,烘干装置205连接有气体净化水塔209,气体净化水塔209对烘干装置205排出的气体进行净化,然后再排放到空气中,有效减少对空气的污染。负极分离池203、正极浸泡池204均设置在输送装置201输送线的一侧,机械手202位于两个分离池的上方,并配有用于机械手沿输送装置和两个分离池往复移动的轨道,输送装置201设置用于识别正、负极片的传感器,传感器与机械手202电连接;可以在正、负极片的收集装置上设置用于区分的标识,通过传感器识别标识来判断收集装置内部是正极片还是负极片,进而控制机械手202将收集装置搬运至对应的分离池内,进行分离处理。
34.多级筛分装置206与输送装置201的输送线连接,二者的连接处上方同样设置用于识别正、负极片的传感器,并且多级筛分装置206与输送装置201之间设置用于将收集装置翻转的翻转机构,翻转机构与该传感器电连接;多级筛分装置206的输送线低于翻转机构,便于将收集装置内的正极材料和残留的铝箔倒入多级筛分装置206的输送线上。
35.所述多级筛分装置206的输送线上设有多级网眼振动筛207,并在输送线的端部设有用于分离正极材料和铝箔的涡电流分选装置208,多级网眼振动筛(207)的上层网眼振动筛的筛孔大于下层网眼振动筛的筛孔,涡电流分选装置208利用正极材料、铝箔的导电率不同,进一步进行分离,去除混杂在正极材料中的铝箔。
36.本发明所提供的一种动力电池拆解回收装置,在使用时,当动力电池被拆解为正极片、负极片、隔膜和外壳后,分别将其放入对应的收集装置中,收集装置采用收集框,并在收集框上设置标识,通过标识判断收集框中的部件是正极片还是负极片;将正、负极片的收集框放入输送装置201,正、负极片经过烘干装置205烘干残余的电解液,由烘干产生的气体经过气体净化水塔209净化后,排入空气中。
37.输送装置201上的传感器通过收集框上的标识判断框内的部件,并通过机械手202将装有正极片的收集框放入正极浸泡池204内,经过正极浸泡池204内氯化钠溶液浸泡后,将正极材料与铝箔分开;机械手202将标识为负极片的收集框放入负极分离池203内,负极分离池203设有超声波振动装置,通过超声波加速负极材料和黑粉的分离,黑粉通过收集框
上的孔洞进入负极分离池203内,负极材料在收集框内经过烘干装置205干燥后得到铜箔。
38.负极分离池203还连接有沉淀池210,沉淀池210在进行负极片分离时与负极分离池203隔开,在进行负极片分离后,将负极分离池203与沉淀池210连通,负极分离池203内部的热水排放到沉淀池201中进行沉淀,黑粉沉积在沉淀池201底部,将沉淀池201沉淀后的上层水重新注入负极分离池203内循环使用,收集沉淀池210底部的黑粉,并进行干燥处理。
39.在进行浸泡或者分离处理后,机械手将收集框从对应的池中取出,收集框在输送装置201的带动下再次进入烘干装置205,除去内部的水分,负极材料直接被输送至回收处,带有正极片的收集框运行至翻转机构处,翻转机构将正极片倾倒至多级筛分装置206的输送线上,通过网眼振动筛207依据铝箔碎片的大小逐级进行筛分,将铝箔与正极材料分离;而由于网眼振动筛的网孔大小限制,正极材料中仍然可能含有碎小的铝箔,将这些含有碎小铝箔的正极材料运输到涡电流分选装置208中,通过涡电流分选最终实现碎小铝箔和正极材料的分离,完成正极片材料的回收。
40.以上所述仅是本发明的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。