1.本发明涉及复合材料成型技术领域,尤其涉及一种制备螺旋碳纤维增强金属复合材料的模具及方法。
背景技术:
2.在对生物材料的研究中,手性微结构被认为是一种普遍性的结构原理,其中螺旋状微结构广泛存在自然界生物材料中,如丝瓜卷须中的纤维素微螺旋结构,骨单位中的胶原螺旋纤维等。相较于直纤维,手性螺旋纤维由于具有常曲率和常扭率的三维螺旋结构而具有更大的延展性和弹性,所以手性生物复合材料通常能承受大变形。这种生物复合材料优异的性能可以启发我们从仿生的角度来设计制备新型复合材料。
3.铜包铝复合材料是一种具有良好综合性能的材料,其既具有铜的良好导电性、导热性又具有铝的质量轻、价格低的优点,在电气、汽车以及能源领域都有广泛的应用前景。但是由于铜包铝的力学性能主要由芯部铝的性能决定,铝的抗拉强度较铜低,所以铜包铝复合材料的抗拉强度低于铜导体。当其承受一定的拉力时容易开裂,影响电流和信号传输,这一缺陷限制了其推广应用。
4.碳纤维具有密度小、强度高、抗疲劳性好、热膨胀系数小等优点,是目前复合材料最常用的增强体。同时,连续碳纤维柔软、可编织、可设计性强,在多个领域广泛应用。虽然长碳纤维在轴向方向具有极高的抗拉强度,但其断后伸长率却不到2%,几乎没有延展性。从生物材料的螺旋微结构得到启发,将长碳纤维制备成具有三维螺旋结构的螺旋状碳纤维,并作为增强体,通过合适的工艺加入到铜包铝复合材料中,以提高其抗拉强度。而且,螺旋碳纤维具有更大的延展性和弹性,这也就意味着可以通过拉拔、挤压等工艺对复合材料进行后续加工,提高其应用价值。
5.目前关于螺旋纤维的研究报道都是微观尺度下,且基体多为环氧树脂。而对于宏观尺度下的螺旋碳纤维,基体为铜包铝复合材料的制备技术还没有报道。相关文献(初娣.铜包铝加长碳纤维充芯连铸工艺与界面形成机理[d].北京科技大学,2018.)报道,以纯铜(含99.7%铜的t1紫铜)、纯铝(含99.7%铝的1号工业纯铝)和长碳纤维为原料,利用连铸工艺:铝液温度为800℃,铜液温度为1250℃,连铸速度为80mm/min,制备出外径8mm,铜层厚度为0.3mm,碳纤维直径为1mm的铜包铝加长碳纤维复合材料。但是长直碳纤维断后伸长率太小,无法进行后续大变形加工,影响复合材料范围大应用。
[0006]
因此,有必要研究一种制备螺旋碳纤维增强金属复合材料的模具及方法来应对现有技术的不足,以解决或减轻上述一个或多个问题。
技术实现要素:
[0007]
有鉴于此,本发明提供了一种制备螺旋碳纤维增强金属复合材料的模具及方法,能够提高铜包铝复合材料的力学性能,使其具有承受大变形的能力。
[0008]
一方面,本发明提供一种制备螺旋碳纤维增强金属复合材料的模具,其特征在于,
所述模具包括能够实现合模的第一模具和第二模具,所述第一模具和所述第二模块合模后能够在其内部形成型腔;
[0009]
所述型腔的两端分别设有一条碳纤维固定孔槽,用于固定螺旋碳纤维;
[0010]
所述型腔的一端设有向上的用于浇注金属液的冒口。
[0011]
如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述螺旋碳纤维包括螺旋段和分别设于所述螺旋段两端的长直段;所述长直段设于所述碳纤维固定孔槽内。
[0012]
如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述螺旋碳纤维的直径为3~25mm,所述螺旋段的螺距为5~15mm。
[0013]
如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述第一模具和所述第二模具的材质均为石墨。
[0014]
如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述第一模具和所述第二模具对应设有若干定位孔,合模后采用螺栓螺母组实现所述第一模具和所述第二模具的固定和定位。
[0015]
如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述第一模具和所述第二模具在合模后采用“c”形夹具夹持固定。
[0016]
如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述碳纤维固定孔槽的内径等于所述螺旋碳纤维长直段的直径。
[0017]
如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述模具采用垫块支撑的方式实现浇注过程中的倾斜状态,即:浇铸时模具可平直放置,也可以倾斜一定角度放置。
[0018]
另一方面,本发明提供一种制备螺旋碳纤维增强金属复合材料的方法,其特征在于,所述方法采用如上任一所述的模具实现;所述方法的步骤包括:
[0019]
s1、准备和模具型腔相匹配的金属管以及和碳纤维固定孔槽相匹配的螺旋碳纤维;
[0020]
s2、通过第一模具和第二模具的合模,将所述金属管固定在所述型腔中,将所述螺旋碳纤维的两端固定在对应的碳纤维固定孔槽内;
[0021]
s3、将待浇注金属熔化成金属液,在保护气氛的作用下,通过冒口浇注到预热后模具的型腔中;
[0022]
s4、冷却后脱模,得到螺旋碳纤维增强的复合材料;
[0023]
制备单一金属和螺旋碳纤维的复合材料时省略金属管。
[0024]
如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述金属管材质为铜,所述待浇注金属为铝。
[0025]
如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述金属管的长度为120~400mm,壁厚为1.5~6.5mm,外径为20~50mm;所述金属管的长度小于所述型腔的长度,固定在所述型腔内时相对于所述冒口的底部端口为非突出式设置,防止所述金属液浇注到所述金属管的外壁。
[0026]
如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,制备铝液时先对固态铝进行打磨去除表面氧化层,再置于坩埚中进行加热;加热工艺包括:以20~50
℃/分钟的升温速率升温至760~860℃,保温20~40分钟。
[0027]
如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,模具的预热工艺包括:预热至300~400℃,保温20~30分钟。
[0028]
如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述螺旋碳纤维的制备工艺包括:将原始碳纤维束预先缠绕在金属线上,将螺旋段按设定的螺距缠绕在圆柱棒体上,抽出圆柱棒体后得到螺旋碳纤维;所述金属线的材质与所述金属管或所述金属液的材质相同。
[0029]
与现有技术相比,上述技术方案中的一个技术方案具有如下优点或有益效果:工艺简单易操作,流程短,参数稳定可控,可以在短时间,较低压力,较宽的温度范围内,制备螺旋碳纤维增强金属复合材料;
[0030]
上述技术方案中的另一个技术方案具有如下优点或有益效果:制备效率高,成型率高,新型模具可以解决螺旋碳纤维偏离中心位置,在基体分布不均匀的问题,且模具结构简单,开合模方便快捷,可多次连续操作,寿命高。可以实现螺旋碳纤维增强铜包铝复合材料的高效制备;
[0031]
上述技术方案中的另一个技术方案具有如下优点或有益效果:可设计性好,尺寸精度高,铜管和螺旋碳纤维预制件单独进行,可以根据需要设计预制件的尺寸,从而保证最终成品的尺寸精度;
[0032]
上述技术方案中的另一个技术方案具有如下优点或有益效果:灵活度高,将整体制备流程分为几段分别进行,并可根据生产情况每一段流程单独进行,也可以给模具一定的倾斜角(10~30
°
),更好发挥重力的作用,使铝液在模具型腔内流动性更好;
[0033]
上述技术方案中的另一个技术方案具有如下优点或有益效果:在制备过程中,通入氩气等惰性气体的保护,并维持一定的压力,有效的防止铜管和铝液的氧化问题,更好的保证了界面间结合;压力可以使碳纤维浸渗铝液,保证两者良好结合;
[0034]
上述技术方案中的另一个技术方案具有如下优点或有益效果:通过制定合适的拉拔工艺,可将制备的复合材料拉拔成复合导线;拉拔过程中,铜和铝都具有良好的塑性,螺旋状碳纤维相比直碳纤维具有更好的延展性,可以随着基体变形;通过拉拔得到的复合导线,由于集肤效应,导电性变化不大,碳纤维的加入可以提高其抗拉强度;同时,螺旋结构可以将应力分散,使应力沿着螺旋面传递,减少应力集中,提高复合导线的断裂韧性;
[0035]
上述技术方案中的另一个技术方案具有如下优点或有益效果:解决了铜包铝复合材料抗拉强度低,和加入直的长碳纤维后无法进行后续拉拔加工的问题;通过改变模具尺寸,浇铸出更大尺寸的螺旋碳纤维和铜包铝的复合材料,并经过拉拔后,可以得到足够长度的复合导线,提高其应用价值和范围。
[0036]
当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有技术效果。
附图说明
[0037]
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
[0038]
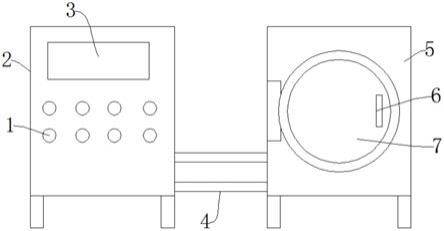
图1是本发明一个实施例提供的制备螺旋碳纤维增强金属复合材料模具的俯视
图;
[0039]
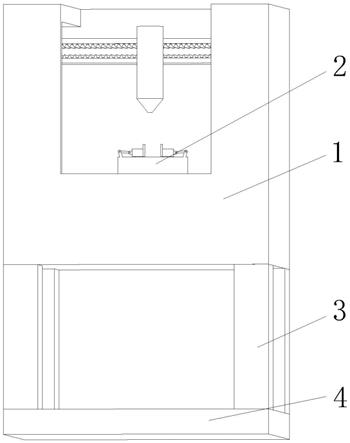
图2是本发明一个实施例提供的制备螺旋碳纤维增强金属复合材料模具的分型面主视图;
[0040]
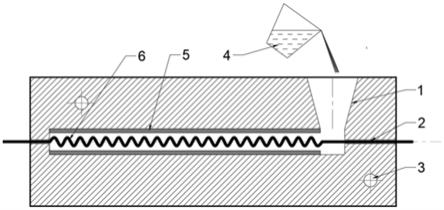
图3是本发明一个实施例提供的制备螺旋碳纤维增强金属复合材料工艺示意图;
[0041]
图4是本发明一个实施例提供的制备螺旋碳纤维增强金属复合材料模具倾斜15
°
的制备工艺示意图;
[0042]
图5是本发明一个实施例提供的制备的螺旋碳纤维增强铜包铝复合材料示意图;
[0043]
图6是本发明一个实施例提供的制备的复合材料经过拉拔得到的复合导线示意图。
[0044]
其中,图中:
[0045]
1、冒口;2、碳纤维固定孔槽;3、定位孔;4、铝液;5、铜管;6、螺旋碳纤维;7、垫块;8、铜层;9、充芯铝。
具体实施方式
[0046]
为了更好的理解本发明的技术方案,下面结合附图对本发明实施例进行详细描述。
[0047]
应当明确,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0048]
在本发明实施例中使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本发明。在本发明实施例和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。
[0049]
本技术主要针对现有技术中铜包铝复合材料抗拉强度低,加入直碳纤维增强体后,复合材料无法进行后续拉拔加工;碳纤维柔软,在基体中难以保持螺旋状形态稳定,浇铸过程中螺旋碳纤维受到高温铝液的冲击发生偏离,在基体中分布不均匀,甚至会漏出铝液表面,导致成型困难,失败率高等问题。本发明提供一种制备螺旋碳纤维增强金属复合材料的模具及方法,将长直碳纤维预制成具有螺旋状结构的螺旋碳纤维,加入铜包铝复合材料中,螺旋碳纤维独特的三维几何形状和扭曲拉伸耦合变形,可以在一定程度上提高铜包铝复合材料的力学性能,并赋予其承受如拉拔、挤压等大变形的能力。
[0050]
考虑到碳纤维柔软,浇铸时易受到高温铝液的冲击以及铝液的张力影响,导致螺旋碳纤维难以保持形态稳定,在基体中分布不均匀的问题,本发明设计了一种新型专用模具,模具两端特别设计的孔槽可以用来固定碳纤维。如图1
‑
3所示,模具的具体特点包括:
[0051]
1)模具为浇铸用模具,材质为石墨,整体外形为长方体;模具中沿轴向设有用于成模的型腔,在本技术中用于放置铜管5;为保证螺旋碳纤维在模具中的形态稳定,浇铸时不会被铝液冲击偏离中心位置,在模具两端中心处各设计一段具有一定长度的孔槽,也就是碳纤维固定孔槽2,其直径等于碳纤维直径;浇铸前,将螺旋碳纤维两端长直段部分固定在孔槽内,也可施加一定预紧力,以保证螺旋碳纤维位于模具的中心位置;碳纤维固定孔槽2将型腔与外部连通;型腔的一端设有向上的开口,即冒口1,用于在制备铜包铝复合材料时将铝液从冒口1灌入型腔中;
[0052]
2)为方便取出铸件,模具分为左右两部分,开模方式为左右开模,如图1俯视图,从模具的上表面中轴线向下切面,作为左右模具的分界面;使用时,将左右模具分开,将铜管5置于被一分为二的型腔中,同时将螺旋碳纤维6置于铜管5中,且螺旋碳纤维6的两端分铜管5的两端伸出置于碳纤维固定孔槽2处,然后左右两模具合模对铜管5和螺旋碳纤维6的两端起到固定作用;型腔的长度大于铜管5,将铜管5放置于型腔时铜管5的一端与型腔的非冒口端的端面贴合放置,此时铜管5的另一端内缩或齐平的设置在型腔中,由冒口看不到突出的铜管5(即非突出式设置),这样可以保证铝液灌入型腔时不至于粘接在铜管5的外壁上;
[0053]
3)左右两模具上分别设有若干对应的定位孔3,可以使用销钉确保模具在合模时位置正确,不出现偏差,并起到固定左右模具的作用;左右模具也可以不采用完全一分为二的形式,保证冒口1是完整的整体形式,以避开非整体形式的冒口合模时的密闭性匹配问题;
[0054]
4)左右模合模后,可以选用c型夹具将其固定,也可用长螺栓螺母穿过定位孔3以固定模具;
[0055]
5)模具型腔内表面粗糙度ra值为12.5,满足铸件表面要求。
[0056]
基于上述新型模具的复合材料的制备工艺,步骤包括:
[0057]
步骤1、先制备出一根铜管,材质为纯铜(含99.7%铜的t1紫铜),尺寸为:长度120~400mm,壁厚1.5~6.5mm,外径20~50mm,需特别说明的是,铜管需放入模具型腔内,其长度小于模具型腔长度,外径尺寸等于或稍小于模具型腔直径;
[0058]
步骤2、制备螺旋碳纤维;由于碳纤维柔软,首先将原始碳纤维束预先缠绕在纯铝线或纯铜线上,然后在不同直径的圆柱体上以不同的螺距缠绕成螺旋结构,抽出圆柱体后制备成螺旋碳纤维,在其两端留有一定长度的长直段部分,螺旋直径为3~25mm,螺距为5~15mm;
[0059]
步骤3、制备铝液;将铝(含99.7%铝的1号工业纯铝)打磨去除表面氧化层后放入坩埚(可采用8#石墨坩埚),并置于电阻炉中,以20~50℃/分钟的升温速率将炉温升至760~860℃,保温20~40分钟,使铝熔化成铝液;
[0060]
步骤4、将铜管放置在模具型腔内,螺旋碳纤维固定在模具和铜管的中心位置,先整体预热至300~400℃并保温20~30分钟;然后将750~850℃的铝液浇注到模具中,浇注时为了防止氧化需要在氩气等惰性气体的保护下进行,冷却后得到铜包铝和螺旋碳纤维的复合材料。
[0061]
实施例1:
[0062]
1)铜管材质为纯铜(含99.7%铜的t1紫铜),尺寸为:外径20mm,壁厚3mm,长度120mm。2)铝采用纯铝(含99.7%铝的1号工业纯铝),加热方式采用电阻炉加热,炉温控制在760℃,保温20min。3)碳纤维预先制作成螺旋状,螺旋直径为3mm,螺距为6mm。4)坩埚采用8#石墨坩埚。5)将铜管预制件放置在模具型腔内,螺旋碳纤维预制件固定在模具和铜管的中心位置。预热至300℃并保温20分钟,然后将750℃的铝液,在氩气保护气氛下,浇注到模具中,得到铜包铝和螺旋碳纤维的复合材料。
[0063]
实施例2:
[0064]
1)铜管材质为纯铜(含99.7%铜的t1紫铜),尺寸为:外径30mm,壁厚4mm,长度150mm。2)铝采用纯铝(含99.7%铝的1号工业纯铝),加热方式采用电阻炉加热,炉温控制在
790℃,保温25min。3)碳纤维预先制作成螺旋状,螺旋直径为8mm,螺距为8mm。4)坩埚采用8#石墨坩埚。5)将铜管预制件放置在模具型腔内,螺旋碳纤维预制件固定在模具和铜管的中心位置,预热至330℃并保温20分钟,然后将780℃的铝液,在氩气保护气氛下,浇注到模具中,得到铜包铝和螺旋碳纤维的复合材料。
[0065]
实施例3:
[0066]
1)铜管材质为纯铜(含99.7%铜的t1紫铜),尺寸为:外径40mm,壁厚5mm,长度180mm。2)铝采用纯铝(含99.7%铝的1号工业纯铝),加热方式采用电阻炉加热,炉温控制在800℃,保温30min。3)碳纤维预先制作成螺旋状,螺旋直径为12mm,螺距为15mm。4)坩埚采用8#石墨坩埚。5)将铜管预制件放置在模具型腔内,螺旋碳纤维预制件固定在模具和铜管的中心位置,预热至360℃并保温25分钟,然后将790℃的铝液,在氩气保护气氛下,浇注到模具中,得到铜包铝和螺旋碳纤维的复合材料。
[0067]
实施例4:
[0068]
1)铜管材质为纯铜(含99.7%铜的t1紫铜),尺寸为:外径50mm,壁厚6mm,长度200mm。2)铝采用纯铝(含99.7%铝的1号工业纯铝),加热方式采用电阻炉加热,炉温控制在860℃,保温30min。3)碳纤维预先制作成螺旋状,螺旋直径为15mm,螺距为12mm。4)坩埚采用8#石墨坩埚。5)将铜管预制件放置在模具型腔内,螺旋碳纤维预制件固定在模具和铜管的中心位置,预热至400℃并保温30分钟,然后将850℃的铝液,在氩气保护气氛下,浇注到模具中,得到铜包铝和螺旋碳纤维的复合材料。
[0069]
实施例5:
[0070]
1)铝采用纯铝(含99.7%铝的1号工业纯铝),加热方式采用电阻炉加热,炉温控制在800℃,保温30min。2)碳纤维预先制作成螺旋状,螺旋直径为5mm,螺距为8mm。3)坩埚采用8#石墨坩埚。4)将螺旋碳纤维预制件固定在模具中心位置,预热至400℃并保温30分钟,然后将790℃的铝液,在氩气保护气氛下,浇注到模具中,得到纯铝和螺旋碳纤维的复合材料。
[0071]
浇铸时,模具可平直放置,也可倾斜一定角度放置;图4是倾斜15
゜
进行浇注时的示意图,此时,采用垫块7将合模后的模具一端支起,实现倾斜,通过调整垫块7的高度以及支起位置可以调节模具的倾斜角度。
[0072]
采用本技术模具和方法制备得到的铜包铝和螺旋碳纤维的复合材料的结构如图5和图6所示,包括外部的铜层8、灌入后冷却凝固的充芯铝以及置于充芯铝内部的不同螺距的螺旋碳纤维。使用本技术的模具也可以不放置铜管,从而制备得到纯铝和螺旋碳纤维的复合材料,或者制备其他金属或者其他金属包金属与螺旋碳纤维的复合材料。
[0073]
以上对本技术实施例所提供的一种制备螺旋碳纤维增强金属复合材料的模具及方法,进行了详细介绍。以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的一般技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
[0074]
如在说明书及权利要求书当中使用了某些词汇来指称特定组件。本领域技术人员应可理解,硬件制造商可能会用不同名词来称呼同一个组件。本说明书及权利要求书并不以名称的差异来作为区分组件的方式,而是以组件在功能上的差异来作为区分的准则。如在通篇说明书及权利要求书当中所提及的“包含”、“包括”为一开放式用语,故应解释成“包含/包括但不限定于”。“大致”是指在可接收的误差范围内,本领域技术人员能够在一定误
差范围内解决所述技术问题,基本达到所述技术效果。说明书后续描述为实施本技术的较佳实施方式,然所述描述乃以说明本技术的一般原则为目的,并非用以限定本技术的范围。本技术的保护范围当视所附权利要求书所界定者为准。
[0075]
还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的商品或者系统不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种商品或者系统所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的商品或者系统中还存在另外的相同要素。
[0076]
应当理解,本文中使用的术语“和/或”仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本文中字符“/”,一般表示前后关联对象是一种“或”的关系。
[0077]
上述说明示出并描述了本技术的若干优选实施例,但如前所述,应当理解本技术并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述申请构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本技术的精神和范围,则都应在本技术所附权利要求书的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。