1.本实用新型属于刃磨工具技术领域,具体涉及一种工具磨床用铣刀夹持工装。
背景技术:
2.刀具是机械制造中切削加工的重要工具,而铣刀,作为刀具的一种,因其低成本高适用性而被广泛应用,刀具在使用中必然会有磨损,而磨损到磨损极限后,就必须及时刃磨,以恢复刀具的正常切削性能。刀具刃磨设备一般有砂轮机、工具磨床、专用刃磨机床等,砂轮机构造简单,使用方便,但刃磨范围不大,不适宜大批量和形状复杂刀具的刃磨,多用于手工刃磨车刀、钻头等刀具,且刃磨后刀具尺寸误差较大,多依靠操作人技能水平及经验控制;而专用刃磨机床虽适用刃磨大批量和形状复杂的刀具且效率较高,但适用范围小,只适合某一特形刀具;工具磨床操作灵活、轻便、刃磨刀具范围较广,在机械加工刀具刃磨中被广泛应用,然而,使用工具磨床对铣刀进行刃磨时,由于铣刀形状与工具磨床的工件夹头的不匹配,导致工件夹头无法对铣刀进行夹持,需要工作人员手持铣刀对铣刀进行刃磨直至铣刀刃磨完成,费时费力,且在铣刀刃磨的过程中,工作人员手持铣刀时容易发生晃动,刃磨精度低,且容易造成铣刀报废。
技术实现要素:
3.本实用新型所要解决的技术问题在于针对上述现有技术中的不足,提供一种工具磨床用铣刀夹持工装,其结构简单、设计合理,实现工具磨床的工件夹头对待刃磨铣刀的夹持,夹持和拆卸方便,避免工作人员手持铣刀对铣刀进行刃磨,省时省力,且刃磨精度高。
4.为解决上述技术问题,本实用新型采用的技术方案是:一种工具磨床用铣刀夹持工装,其特征在于:包括夹持在工具磨床的工件夹头上且与铣刀连接的连接件;
5.所述连接件包括连接杆、设置在所述连接杆上且用于卡装工件夹头的 v型卡槽和用于连接铣刀的连接部。
6.上述的一种工具磨床用铣刀夹持工装,其特征在于:所述连接件为圆柱连接件,所述连接部为沿圆柱连接件的长度方向设置在圆柱连接件一端的螺纹孔,所述v型卡槽位于圆柱连接件的另一端。
7.上述的一种工具磨床用铣刀夹持工装,其特征在于:所述连接件包括限位杆和与限位杆连接的连接杆,所述限位杆和连接杆均为圆柱形杆,所述限位杆的直径大于连接杆的直径;
8.所述连接部为设置在限位杆上的连接螺杆,所述连接螺杆、限位杆和连接杆呈同轴布设。
9.本实用新型与现有技术相比具有以下优点:
10.1、本实用新型通过设置连接件与待刃磨铣刀螺纹连接,工件夹头上既有的紧固螺钉伸入至连接件的v型卡槽内,将连接件可拆卸安装在工具磨床上,进而实现工具磨床的工件夹头对待刃磨铣刀的夹持,夹持和拆卸方便,避免工作人员手持铣刀对铣刀进行刃磨,省
时省力,且刃磨精度高。
11.2、本实用新型实施例1中所采用的连接件为圆柱连接件,圆柱连接件与小直径铣刀配合,便于将小直径铣刀夹持在工具磨床的工件夹头上,实现小直径铣刀的夹持。
12.3、本实用新型实施例2中所采用的连接件与大直径铣刀配合,便于将大直径铣刀夹持在工具磨床的工件夹头上,实现大直径铣刀的夹持。
13.4、本实用新型结构简单、设计合理,制造成本低,便于推广应用。
14.综上所述,本实用新型结构简单、设计合理,通过设置连接件与待刃磨铣刀螺纹连接,工件夹头上既有的紧固螺钉伸入至连接件的v型卡槽内,将连接件可拆卸安装在工具磨床上,实现工具磨床的工件夹头对待刃磨铣刀的夹持,夹持和拆卸方便,避免工作人员手持铣刀对铣刀进行刃磨,省时省力,且刃磨精度高。
15.下面通过附图和实施例,对本实用新型的技术方案做进一步的详细描述。
附图说明
16.图1为本实用新型实施例1的结构示意图。
17.图2为本实用新型圆柱连接件的结构示意图。
18.图3为图2的左视图。
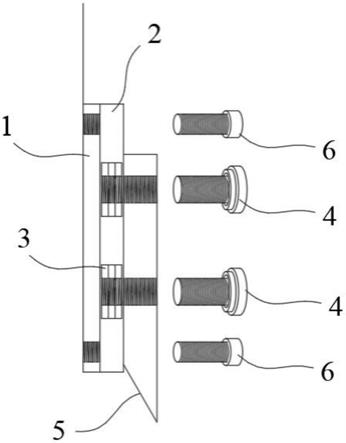
19.图4为本实用新型实施例2的结构示意图。
20.图5为本实用新型实施例2的连接件的结构示意图。
21.图6为图5的左视图。
22.附图标记说明:
23.1—工件夹头;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2—v型卡槽;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3—圆柱连接件;
24.4—螺纹孔;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5-1—限位杆;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5-2—连接杆;
25.6—连接螺杆;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
7—紧固螺钉;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8—大直径铣刀;
26.9—小直径铣刀。
具体实施方式
27.本实用新型通过实施例1和实施例2进行详细说明:
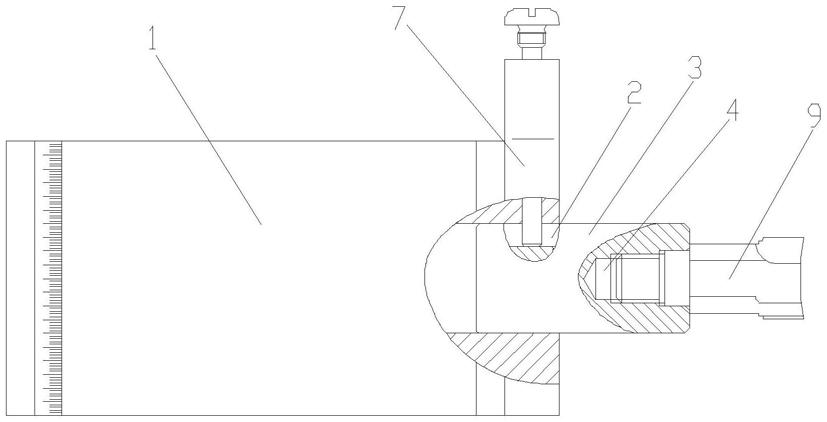
28.实施例1
29.如图1至图3所示,本实用新型包括夹持在工具磨床的工件夹头1上且与铣刀连接的连接件;
30.所述连接件包括连接杆、设置在所述连接杆上且用于卡装工件夹头1 的v型卡槽2和用于连接铣刀的连接部。
31.本实施例中,需要说明的是,通过设置连接件与待刃磨铣刀螺纹连接,工件夹头1上既有的紧固螺钉7伸入至连接件的v型卡槽2内,将连接件可拆卸安装在工具磨床上,进而实现工具磨床的工件夹头对待刃磨铣刀的夹持,夹持和拆卸方便,避免工作人员手持铣刀对铣刀进行刃磨,省时省力,且刃磨精度高;所述连接杆上设置有v型卡槽2,通过v型卡槽2与工件夹头1上既有的紧固螺钉7配合,将连接件可拆卸安装在工具磨床的工件夹头1上;通过设置连接部将连接件与待刃磨铣刀连接为一体,安装和拆卸方便。
32.本实施例中,实际使用时,v型卡槽2的两个侧面之间的夹角为直角。
33.本实施例中,所述连接件为圆柱连接件3,所述连接部为沿圆柱连接件3的长度方向设置在圆柱连接件3一端的螺纹孔4,所述v型卡槽2位于圆柱连接件3的另一端。
34.本实施例中,实际使用时,圆柱连接件3与小直径铣刀9配合,v型卡槽2位于圆柱连接件3的外侧面,小直径铣刀9的螺杆段与螺纹孔4螺纹连接,实现小直径铣刀9与圆柱连接件3的连接。
35.本实施例中,小直径铣刀9是指直径为30mm~40mm的铣刀。
36.实际使用时,先将小直径铣刀9的螺杆段与螺纹孔4螺纹连接,完成小直径铣刀9与圆柱连接件3的连接;再将圆柱连接件3安装在工件夹头 1内,并将紧固螺钉7卡装在圆柱连接件3的v型卡槽2,完成圆柱连接件3与工件夹头1的连接;最后,通过工具磨床对小直径铣刀9进行刃磨。
37.实施例2
38.如图4至图6所示,本实施例中,所述连接件包括限位杆5-1和与限位杆5-1连接的连接杆5-2,所述限位杆5-1和连接杆5-2均为圆柱形杆,所述限位杆5-1的直径大于连接杆5-2的直径;
39.所述连接部为设置在限位杆5-1上的连接螺杆6,所述连接螺杆6、限位杆5-1和连接杆5-2呈同轴布设。
40.本实施例中,实际使用时,实施例2的连接件与大直径铣刀8配合, v型卡槽2位于连接杆5-2的外侧面,且v型卡槽2由连接杆5-2延伸至限位杆5-1,限位杆5-1的直径大于大直径铣刀8的直径,通过设置限位杆5-1在大直径铣刀8与连接件连接时对大直径铣刀8进行限位,避免大直径铣刀8拧入连接件的长度过长;连接螺杆6与大直径铣刀8上的螺纹孔螺纹连接,实现大直径铣刀8与连接件的连接。
41.本实施例中,大直径铣刀8是指直径为50mm~90mm的铣刀。
42.实际使用时,先将大直径铣刀8的螺纹孔与连接件的连接螺杆6螺纹连接,完成大直径铣刀8与连接件的连接;再将连接件安装在工件夹头1 内,并将紧固螺钉7卡装在连接件的v型卡槽2内,完成连接件与工件夹头1的连接;最后,通过工具磨床对大直径铣刀8进行刃磨。
43.以上所述,仅是本实用新型的较佳实施例,并非对本实用新型作任何限制,凡是按照本实用新型技术实质对以上实施例所作的任何简单修改、变更以及等效结构变化,均仍属于本实用新型技术方案的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。