1.本发明涉及一种焊膏的技术领域,特别是一种适用真空钎焊用的铁基钎料焊膏。
背景技术:
2.焊膏是一种均质混合物,由合金焊粉,糊状焊剂和一些添加剂混合而成的具有一定粘性和良好触变性的膏状体。它是一种均相的、稳定的混合物。在常温下焊膏可将电子元器件初粘在既定位置,当焊膏被加热到一定温度时,随着溶剂和部分添加剂的挥发、合金粉的熔化,焊膏再流使被焊元器件与焊盘互连在一起经冷却形成永久连接的焊点。
3.焊膏是表面安装再流焊工艺必须的材料,是由合金焊料粉末、糊状助焊剂(载体)和一些添加剂混合而成的,具有一定粘性和良好触变特性的膏状体。焊膏在表面安装组件的制作中具有多种重要用途,由于它含有有效焊接所需的焊剂,故无须像插装元器件那样单独加入焊剂和控制焊剂的活性及密度。在进行再流焊接之前,焊膏在表面安装元器件的贴放和传送期间还起着临时的固定作用。焊膏由专业厂家生产,使用者应掌握选用方法。
4.随着回流焊技术的应用,焊膏已成为表面组装技术中最重要的工艺材料,近年来获得飞速发展。在表面安装的再流焊接过程中,锡膏用于实现表面安装元件的引脚或端子与焊盘之间的连接。焊膏涂覆是表面安装技术的一道关键工序,它将直接影响到表面安装元器件的焊接质量和可靠性。
5.目前的焊膏主要由合金焊料粉末和助焊剂组成、混合搅拌均匀而形成的一种膏状混合物。其中合金焊料粉占总重量的85%~90%,助焊剂占10%~15%。而真空钎焊,是指工件加热在真空室内进行,主要用于要求质量高的产品和易氧化材料的焊接,真空钎焊的原理与普通钎焊相似,所不同的是整个施焊过程是在真空氛围下完成。而且清除表面氧化膜的方法也截然不同,普通钎焊是借助焊剂或介质气体清除氧化膜,而真空钎焊是借助真空环境下与之不同的作用机理清除氧化膜。
6.目前在高端柴油机行业中需要少铜钎料钎焊的热交换器,而普通的铜钎料钎焊和铁基钎料钎焊的热交换器不适用高端柴油机使用要求,因此目前的焊膏无法满足真空钎焊机油散热的热交换器行业中,要么成本过高,要么就是热交换差,湿润度不够,故此需要改进。
技术实现要素:
7.本发明的目的是为了解决上述现有技术的不足而提供一种防尘干燥散热装置,其解决了目前现有技术中的焊膏无法满足真空钎焊机油散热的热交换器行业中,要么成本过高,要么就是热交换差,湿润度不够的问题。
8.为了实现上述目的,本发明所设计的一种适用真空钎焊用的铁基钎料焊膏,包括按照以下质量百分比配备的原料:fe 31.1%-38.9%cr 16%-22%
ni 16%-22%cu 11.1%-25.1%si 3.5%-4.1%p 6.2%-7.2%c 0.15%-0.3%o 0.02%-0.06%al 0.02%-0.05%其他 0.28%-0.5%,其中所述的其他指代mo、v、nb中的一种。
9.作为优选,包括按照以下质量百分比配备的原料:fe 35%cr 18%ni 18%cu 18%si 3.8%p 6.7%c 0.15%o 0.02%al 0.05%其他 0.28%。
10.作为优选,包括按照以下质量百分比配备的原料:fe 36.26%cr 16%ni 16%cu 20%si 4.1%p 7.0%c 0.3%o 0.03%al 0.04%其他 0.3%。
11.作为优选,包括按照以下质量百分比配备的原料:fe 35.03%cr 18%ni 18%cu 16%si 6.0%p 6.3%c 0.2%o 0.02%
al 0.05%其他 0.4%。
12.作为优选,还包括活化及表面活性剂,其中所述活化及表面活性剂与fe 的比例为0.2:1。
13.作为优选,还包括溶剂,其中所述溶剂与fe 的比例为0.1:0.5。
14.作为优选,包括按照以下质量百分比配备的原料:所述溶剂包括按照以下分数配比的原料:防腐剂1-2份、触变防沉增滑剂1-1.5份,配合添加剂0.5-1份。
15.本发明得到的一种适用真空钎焊用的铁基钎料焊膏,本发明采用fe作为主要的合金元素,可以降低钎料的成本,同时加入cr和ni两种元素,提高合金的耐蚀性能,同时加入cu元素,提高合金的韧性,同时加入si和p元素,降低钎料熔点,同时控制微量有害元素c、o、al,保证安全性,而且它的润湿性,达到传统的bni2、bni5的钎料的润湿性。钎料中的si和p有助于提高钎料对不锈钢等金属的润湿性。
16.这种铁基钎料焊膏的熔点不高,达1050℃,可以在1110℃∽1150℃温度下进行真空钎焊,钎料中的cu可以防止si和p向不锈钢等母材的扩散和晶间渗入,钎焊接头和母材不会脆化,性价比高,可以用于真空钎焊机油散热的热交换器行业,实现热交换高,湿润度合适,成本降低。
附图说明
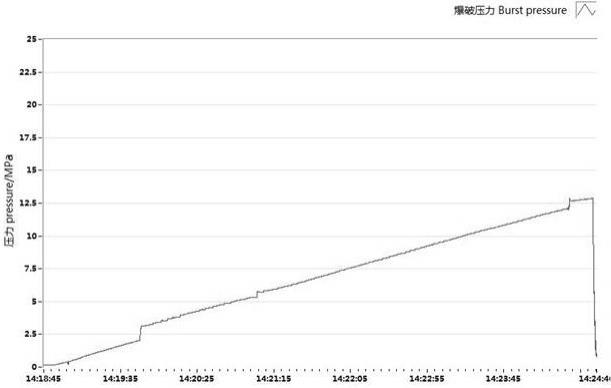
17.图1为型号为8873010的机油冷却器的压力爆破情况;图2为型号为8594699的机油冷却器的压力爆破情况。
具体实施方式
18.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.实施例1:本实施例提供的一种适用真空钎焊用的铁基钎料焊膏,包括按照以下质量百分比配备的原料:fe 31.1%-38.9%cr 16%-22%ni 16%-22%cu 11.1%-25.1%si 3.5%-4.1%p 6.2%-7.2%c 0.15%-0.3%o 0.02%-0.06%al 0.02%-0.05%其他 0.28%-0.5%,其中所述的其他指代mo、v、nb中的一种。
20.本实施例中本发明由于采用fe作为主要的合金元素,可以降低钎料的成本,同时加入cr和ni两种元素,提高合金的耐蚀性能,同时加入cu元素,提高合金的韧性,同时加入si和p元素,降低钎料熔点,同时控制微量有害元素c、o、al,保证安全性,而且它的润湿性,达到传统的bni2、bni5的钎料的润湿性。钎料中的si和p有助于提高钎料对不锈钢等金属的润湿性。
21.上述的各个原料均为金属焊粉,在制备焊膏时,需要另外添加糊状焊剂和一些添加剂,其中所述的糊状焊剂为常规可以购买得到的,糊状助焊用于制造焊膏的焊剂,其焊接功能与液态焊剂相同,但它又必须具备其他条件。这种焊剂是焊料粉末的载体,它与焊料粉末的相对密度为1:7.3,作为焊粉载体,它起到结合剂、阻熔剂、流变控制剂和悬浮剂等作用。它由树脂、活化剂(表面活性剂、催化剂)、触变剂、熔剂和添加剂等组成,本领域技术人员会根据实际情况进行选择,而这是一种常规技术,故此不做具体描述;且添加剂也可以根据本领域技术人员的实际情况要求进行添加。
22.实施例2:本实施例提供的一种适用真空钎焊用的铁基钎料焊膏与实施例1中相同操作,唯一的差别在于包括按照以下质量百分比配备的原料:fe 35%cr 18%ni 18%cu 18%si 3.8%p 6.7%c 0.15%o 0.02%al 0.05%其他 0.28%。
23.本实施例中本发明由于采用fe作为主要的合金元素,可以降低钎料的成本,同时加入cr和ni两种元素,提高合金的耐蚀性能,同时加入cu元素,提高合金的韧性,同时加入si和p元素,降低钎料熔点,同时控制微量有害元素c、o、al,保证安全性,而且它的润湿性,达到传统的bni2、bni5的钎料的润湿性。钎料中的si和p有助于提高钎料对不锈钢等金属的润湿性与实施例1的区别仅仅将各个成分进行适当的调整,保证稳定性更好。
24.实施例3:本实施例提供的一种适用真空钎焊用的铁基钎料焊膏与实施例1中相同操作,唯一的差别在于,包括按照以下质量百分比配备的原料:fe 36.26%cr 16%ni 16%cu 20%si 4.1%p 7.0%
c 0.3%o 0.03%al 0.04%其他 0.3%。
25.本实施例中本发明由于采用fe作为主要的合金元素,可以降低钎料的成本,同时加入cr和ni两种元素,提高合金的耐蚀性能,同时加入cu元素,提高合金的韧性,同时加入si和p元素,降低钎料熔点,同时控制微量有害元素c、o、al,保证安全性,而且它的润湿性,达到传统的bni2、bni5的钎料的润湿性。钎料中的si和p有助于提高钎料对不锈钢等金属的润湿性与实施例1的区别仅仅将各个成分进行适当的调整,保证稳定性更好。
26.实施例4:本实施例提供的一种适用真空钎焊用的铁基钎料焊膏与实施例1中相同操作,唯一的差别在于包括按照以下质量百分比配备的原料:fe 35.03%cr 18%ni 18%cu 16%si 6.0%p 6.3%c 0.2%o 0.02%al 0.05%其他 0.4%。
27.本实施例中本发明由于采用fe作为主要的合金元素,可以降低钎料的成本,同时加入cr和ni两种元素,提高合金的耐蚀性能,同时加入cu元素,提高合金的韧性,同时加入si和p元素,降低钎料熔点,同时控制微量有害元素c、o、al,保证安全性,而且它的润湿性,达到传统的bni2、bni5的钎料的润湿性。钎料中的si和p有助于提高钎料对不锈钢等金属的润湿性与实施例1的区别仅仅将各个成分进行适当的调整,保证稳定性更好。
28.实施例5:本实施例提供的一种适用真空钎焊用的铁基钎料焊膏与实施例1中相同操作,唯一的差别在于,作为优选,还包括活化及表面活性剂,其中所述活化及表面活性剂与fe 的比例为0.2:1作为优选,还包括溶剂,其中所述溶剂与fe 的比例为0.1:0.5,在本实施例中通过增加活化及表面活性剂保证稳定性更好。
29.实施例6:本实施例提供的一种适用真空钎焊用的铁基钎料焊膏与实施例1中相同操作,唯一的差别在于,作为优选,包括按照以下质量百分比配备的原料:所述溶剂包括按照以下分数配比的原料:防腐剂1-2份、触变防沉增滑剂1-1.5份,配合添加剂0.5-1份,在本实施了中所述溶剂包括按照以下分数配比的原料:防腐剂1份、触变防沉增滑剂1.3份,配合添加剂0.6份。在本实施例中通过增加溶剂保证焊接时更润滑。
30.本焊膏的制造方法,本发明所涉及的焊膏是利用本领域中通常的方法来进行的。例如,能够对松香系树脂、活性剂、以及聚合物成分进行加热混合而制备助焊剂,在助焊剂中导入上述合金粉末、并搅拌、混合而进行制造。
31.焊料接头的形成方法,使用了本发明的焊膏的焊料接头的形成方法为在印刷基板上隔着掩模印刷焊膏,搭载电子部件后,用回流焊炉加热至160~240
°
c而形成。该加热温度也可以根据要求设定。
32.下面将本实施例2中的焊膏应用到机油冷却器(型号8594699)以及未使用本产品焊膏,而使用现有普通焊膏的机油冷却器(型号8873010)的压力测试结果;图1为型号为8873010的压力爆破情况,图2为型号为8594699的压力爆破情况;表1为型号为8873010的机油冷却器的测试压力值
表2为型号为8873010的机油冷却器的测试压力值
通过上述试验正面目前普通的焊膏的压力情况均不达标,而本发明直播的焊膏的压力情况符合要求。因此本发明得到的一种适用真空钎焊用的铁基钎料焊膏,本发明采用fe作为主要的合金元素,可以降低钎料的成本,同时加入cr和ni两种元素,提高合金的耐蚀性能,同时加入cu元素,提高合金的韧性,同时加入si和p元素,降低钎料熔点,同时控制微量有害元素c、o、al,保证安全性,而且它的润湿性,达到传统的bni2、bni5的钎料的润湿性。钎料中的si和p有助于提高钎料对不锈钢等金属的润湿性,降低成本。这种铁基钎料焊膏的熔点不高,达1050℃,可以在1110℃∽1150℃温度下进行真空钎焊,钎料中的cu可以防止si
和p向不锈钢等母材的扩散和晶间渗入,钎焊接头和母材不会脆化,性价比高,可以用于真空钎焊机油散热的热交换器行业。
33.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明,任何本领域技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简介修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。