1.本发明涉及焊丝技术领域,尤其涉及一种原位纳米颗粒增强铝基焊丝及其制备方法和焊接方法。
背景技术:
2.铝合金具有低密度、高强度、高抗疲劳等特点,广泛应用于汽车制造、航空航天等领域。新世纪,汽车制造、航空航天等领域关键结构部件,要求满足轻量化、强韧化、大型化和高可靠性等要求,其焊接性提升成为关键。6xxx、7xxx铝合金焊接困难一定程度上是由其热裂纹敏感性高造成的。加之焊接热循环过程中合金析出相发生溶解和粗化,大幅降低铝合金焊接板材的力学性能。
3.因此,如何提高铝基焊丝的焊接性能,从而提高焊接板材的力学性能成为本领域亟待解决的难题。
技术实现要素:
4.本发明的目的在于提供一种原位纳米颗粒增强铝基焊丝及其制备方法和焊接方法。本发明提供的原位纳米颗粒增强铝基焊丝具备优异的焊接性能,使得焊接板材具备优异的力学性能。
5.为了实现上述发明目的,本发明提供以下技术方案:
6.本发明提供了一种原位纳米颗粒增强铝基焊丝,包括由内而外依次设置的药芯、外皮和保护层;
7.以质量百分比计,所述药芯包括以下组分:b2o31.7%~8.1%、zro21.0%~5.4%、tio21.1%~5.7%、粉末为0.1%~1.0%、mg 0.8%~1.2%、si0.4%~1.2%、cu 0.1%~0.4%、cr 0.04%~0.35%、zn 0.15%~0.25%和余量的铝粉;
8.或者,所述药芯包括以下组分:b2o31.7%~8.1%、zro21.0%~5.4%、tio21.1%~5.7%、粉末为0.1%~1.0%、zn4.0%~8.0%、mg 1.0%~3.5%、cu 0%~2.5%和余量的铝粉;
9.所述粉末为sc、er和zr中的至少一种。
10.优选地,以质量百分比计,所述药芯包括以下组分:b2o32.0%~8.0%、zro21.1%~5.0%、tio21.1%~5.0%、粉末为0.3%~1.0%、mg 1.0%~1.2%、si0.6%~1.0%、cu 0.1%~0.2%、cr 0.1%~0.30%、zn 0.20%~0.25%和余量的铝粉。
11.优选地,以质量百分比计,所述药芯包括以下组分:b2o32.0%~8.1%、zro21.1%~5.4%、tio21.5%~5.0%、粉末为0.45%~0.6%、zn 6.0%~7.6%、mg 1.6%~2.4%、cu 1.4%~2.0%和余量的铝粉。
12.优选地,所述粉末为sc和zr的混合粉末或er和zr的混合粉末。
13.优选地,所述sc和zr的混合粉末中sc与zr的质量比为1:2;所述er和zr的混合粉末中er与zr的质量比为2:1。
14.本发明还提供了上述技术方案所述原位纳米颗粒增强铝基焊丝的制备方法,包括以下步骤:
15.(1)将外皮轧制成u型槽后装入药芯,然后将u型槽合口,得到半成品;
16.(2)将保护层包覆在所述步骤(1)得到的半成品外层,然后拉拔,得到原位纳米颗粒增强铝基焊丝。
17.本发明还提供了上述技术方案所述原位纳米颗粒增强铝基焊丝或上述技术方案所述制备方法制备得到的原位纳米颗粒增强铝基焊丝的焊接方法,采用微波、双磁场和超声场同步辅助激光焊接。
18.优选地,所述微波的输出频率为2.45ghz,所述微波的输出功率为0~3kw。
19.优选地,所述双磁场为交变磁场和恒定磁场;所述交变磁场的励磁电流为250~300a,频率为10~12hz;所述恒定磁场的磁场强度为0.1~0.3t。
20.优选地,所述超声场的超声功率为5~10kw,超声频率为20~30khz。
21.本发明提供了一种原位纳米颗粒增强铝基焊丝,包括由内而外依次设置的药芯、外皮和保护层;以质量百分比计,所述药芯包括以下组分:b2o31.7%~8.1%、zro21.0%~5.4%、tio21.1%~5.7%、粉末为0.1%~1.0%、mg0.8%~1.2%、si 0.4%~1.2%、cu 0.1%~0.4%、cr 0.04%~0.35%、zn 0.15%~0.25%和余量的铝粉;或者,所述药芯包括以下组分:b2o31.7%~8.1%、zro21.0%~5.4%、tio21.1%~5.7%、粉末为0.1%~1.0%、zn 4.0%~8.0%、mg1.0%~3.5%、cu 0%~2.5%和余量的铝粉;所述粉末为sc、er和zr中的至少一种。本发明提供的铝基焊丝在焊接的高温条件下,药芯中的陶瓷粉末b2o3、zro2、tio2会与焊件中的金属粉末发生原位反应,生成zrb2、tib2以及al2o3三元纳米陶瓷颗粒,其中,tib2与zrb2属于六方晶系的准金属化合物,具有良好的热力学稳定性,较高的熔点,较高的弹性模量和高温强度,al2o3颗粒的尺寸非常稳定,硬度高,与基体有着良好的化学相容性,不会发生界面化学反应,而且多元纳米颗粒增强相之间相互影响,具有协同效应,相比单一纳米颗粒,更具细化和强化效果;同时zrb2、tib2以及al2o3是良好的高温吸收材料,在焊接过程中能够在表面产生活性位点,使与铝润湿性良好的sc、er和zr更易附着在陶瓷颗粒表面,改善纳米陶瓷颗粒与铝的润湿性,从而获得分布更加均匀的纳米颗粒;并且铝化稀土相也可以对焊缝起到显著的细化和强化作用,从而提高焊丝的焊接性能,进而使得焊接板材具备优异的力学性能。实验结果表明,采用本发明提供的原位纳米颗粒增强铝基焊丝焊接得到的焊接接头抗拉强度为323~452mpa,延伸率为11.5~15.3%,接头系数为76~88%。
附图说明
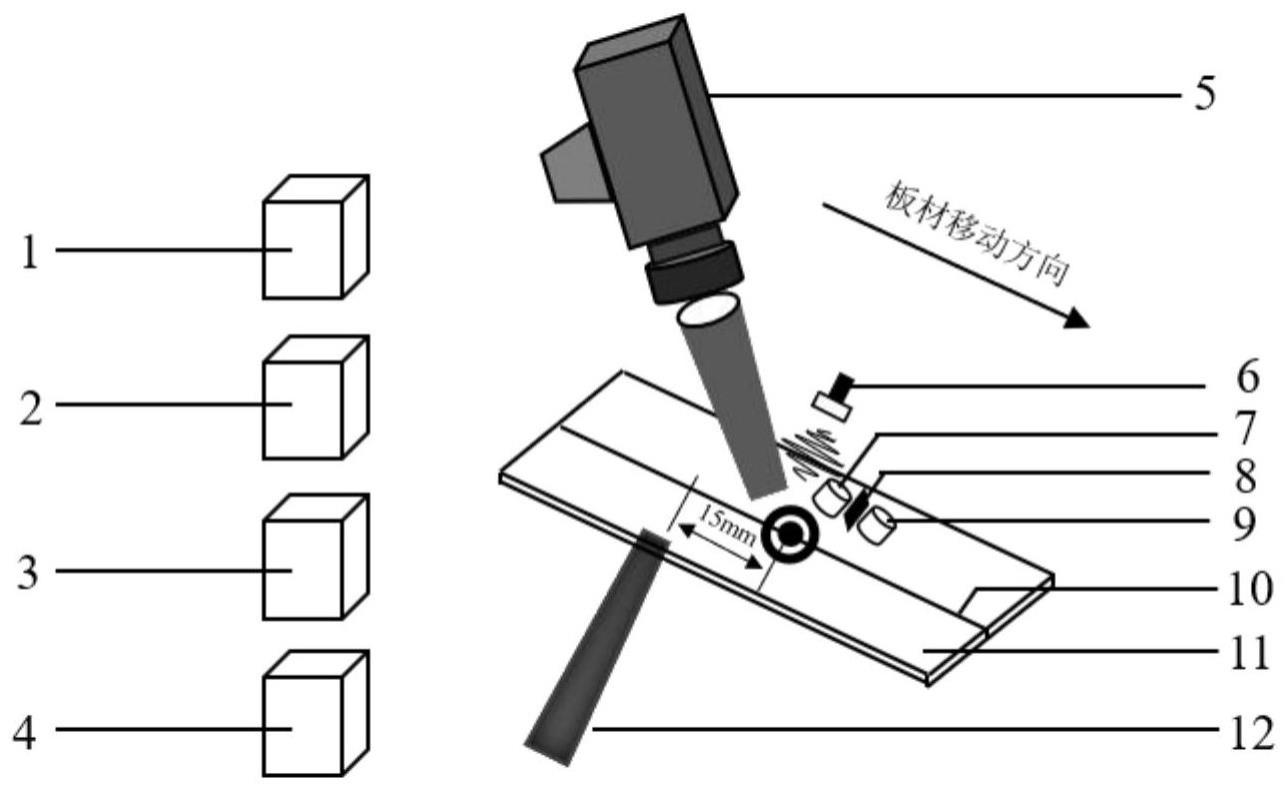
22.图1为本发明微波、双磁场和超声场同步辅助激光焊接的结构示意图;
23.图中,1为微波发生器,2为交变电磁场电源,3为恒定电磁场电源,4为超声发射器,5为激光焊接头,6为微波发射器,7为交变电磁场线圈,8为磁场隔离板,9为恒定电磁场线圈,10为原位纳米颗粒增强铝基焊丝,11为焊接板材,12为超声变幅杆;
24.图2为应用例4制备得到的焊缝的om图;
25.图3为应用例4制备得到的焊缝的sem图。
具体实施方式
26.本发明提供了一种原位纳米颗粒增强铝基焊丝,包括由内而外依次设置的药芯、外皮和保护层;
27.以质量百分比计,所述药芯包括以下组分:b2o31.7%~8.1%、zro21.0%~5.4%、tio21.1%~5.7%、粉末为0.1%~1.0%、mg 0.8%~1.2%、si0.4%~1.2%、cu 0.1%~0.4%、cr 0.04%~0.35%、zn 0.15%~0.25%和余量的铝粉;
28.或者,所述药芯包括以下组分:b2o31.7%~8.1%、zro21.0%~5.4%、tio21.1%~5.7%、粉末为0.1%~1.0%、zn 4.0%~8.0%、mg 1.0%~3.5%、cu 0%~2.5%和余量的铝粉;
29.所述粉末为sc、er和zr中的至少一种。
30.本发明提供的原位纳米颗粒增强铝基焊丝包括药芯。
31.在本发明的一个技术方案中,以质量百分比计,所述药芯包括以下组分:b2o31.7%~8.1%、zro21.0%~5.4%、tio21.1%~5.7%、粉末为0.1%~1.0%、mg 0.8%~1.2%、si 0.4%~1.2%、cu 0.1%~0.4%、cr 0.04%~0.35%、zn0.15%~0.25%和余量的铝粉。本发明提供的药芯制成的焊丝适用于汽车制造领域的6xxx铝合金母材的焊接。
32.以质量百分比计,本发明所述药芯的组分包括b2o31.7%~8.1%,优选为2.0%~8.0%,进一步优选为3.0%~7.0%,更优选为4.0%~5.0%。在本发明中,所述b2o3在焊接时能够与焊件中的金属粉末发生原位反应,生成纳米陶瓷颗粒,对焊缝起到显著的细化和强化作用。
33.以质量百分比计,本发明所述药芯的组分还包括zro21.0%~5.4%,优选为1.1%~5.0%。在本发明中,所述zro2在焊接时能够与焊件中的金属粉末发生原位反应,生成纳米陶瓷颗粒,对焊缝起到显著的细化和强化作用。
34.以质量百分比计,本发明所述药芯的组分还包括tio21.1%~5.7%,优选为1.1%~5.0%。在本发明中,所述tio2在焊接时能够与焊件中的金属粉末发生原位反应,生成纳米陶瓷颗粒,对焊缝起到显著的细化和强化作用。
35.以质量百分比计,本发明所述药芯的组分还包括粉末为0.1%~1.0%,优选为0.3%~1.0%。在本发明中,所述粉末为sc、er和zr中的至少一种,优选为sc和zr的混合粉末或er和zr的混合粉末;所述sc和zr的混合粉末中sc与zr的质量比优选为1:2;所述er和zr的混合粉末中er与zr的质量比优选为2:1。在本发明中,所述粉末与铝润湿性良好,在焊接过程能够附着在原位合成的zrb2、tib2以及al2o3表面,改善纳米陶瓷颗粒与铝的润湿性,从而获得分布更加均匀的纳米颗粒;同时铝化稀土相也可以对焊缝起到显著的细化和强化作用,从而提高焊丝的焊接性能。
36.以质量百分比计,本发明所述药芯的组分还包括mg 0.8%~1.2%,优选为1.0%~1.2%。在本发明中,mg为6xxx铝合金母材的成分,能够更适用于6xxx铝合金母材的焊接。
37.以质量百分比计,本发明所述药芯的组分还包括si 0.4%~1.2%,优选为0.6%~1.0%。在本发明中,si为6xxx铝合金母材的成分,能够更适用于6xxx铝合金母材的焊接。
38.以质量百分比计,本发明所述药芯的组分还包括cu 0.1%~0.4%,优选为0.1%~0.2%。在本发明中,cu为6xxx铝合金母材的成分,能够更适用于6xxx铝合金母材的焊接。
39.以质量百分比计,本发明所述药芯的组分还包括cr 0.04%~0.35%,优选为
0.1%~0.30%。在本发明中,cr为6xxx铝合金母材的成分,能够更适用于6xxx铝合金母材的焊接。
40.以质量百分比计,本发明所述药芯的组分还包括zn 0.15%~0.25%,优选为0.20%~0.25%。在本发明中,zn为6xxx铝合金母材的成分,能够更适用于6xxx铝合金母材的焊接。
41.以质量百分比计,本发明所述药芯的组分还包括余量的铝粉。在本发明中,所述铝粉为基体材料。
42.在本发明的另一个技术方案中,所述药芯包括以下组分:b2o31.7%~8.1%、zro21.0%~5.4%、tio21.1%~5.7%、粉末为0.1%~1.0%、zn4.0%~8.0%、mg 1.0%~3.5%、cu 0%~2.5%和余量的铝粉。本发明提供的药芯制成的焊丝适用于航空航天、轨道交通领域的7xxx铝合金母材的焊接。
43.以质量百分比计,本发明所述药芯的组分包括b2o31.7%~8.1%,优选为2.0%~8.1%,进一步优选为3.0%~7.0%,更优选为4.0%~5.0%。在本发明中,所述b2o3在焊接时能够与焊件中的金属粉末发生原位反应,生成纳米陶瓷颗粒,对焊缝起到显著的细化和强化作用。
44.以质量百分比计,本发明所述药芯的组分还包括zro21.0%~5.4%,优选为1.1%~5.4%。在本发明中,所述zro2在焊接时能够与焊件中的金属粉末发生原位反应,生成纳米陶瓷颗粒,对焊缝起到显著的细化和强化作用。
45.以质量百分比计,本发明所述药芯的组分还包括tio21.1%~5.7%,优选为1.5%~5.0%。在本发明中,所述tio2在焊接时能够与焊件中的金属粉末发生原位反应,生成纳米陶瓷颗粒,对焊缝起到显著的细化和强化作用。
46.以质量百分比计,本发明所述药芯的组分还包括粉末为0.1%~1.0%,优选为0.45%~0.6%。在本发明中,所述粉末为sc、er和zr中的至少一种,优选为sc和zr的混合粉末或er和zr的混合粉末;所述sc和zr的混合粉末中sc与zr的质量比优选为1:2;所述er和zr的混合粉末中er与zr的质量比优选为2:1。在本发明中,所述粉末与铝润湿性良好,在焊接过程能够附着在原位合成的zrb2、tib2以及al2o3表面,改善纳米陶瓷颗粒与铝的润湿性,从而获得分布更加均匀的纳米颗粒;同时铝化稀土相也可以对焊缝起到显著的细化和强化作用,从而提高焊丝的焊接性能。
47.以质量百分比计,本发明所述药芯的组分还包括zn 4.0%~8.0%,优选为6.0%~7.6%。在本发明中,所述zn为7xxx铝合金母材的成分,能够更适用于7xxx铝合金母材的焊接。
48.以质量百分比计,本发明所述药芯的组分还包括mg 1.0%~3.5%,优选为1.6%~2.4%。在本发明中,所述mg为7xxx铝合金母材的成分,能够更适用于7xxx铝合金母材的焊接。
49.以质量百分比计,本发明所述药芯的组分还包括cu 0%~2.5%,优选为1.4%~2.0%。在本发明中,所述cu为7xxx铝合金母材的成分,能够更适用于7xxx铝合金母材的焊接。
50.以质量百分比计,本发明所述药芯的组分还包括余量的铝粉。在本发明中,所述铝粉为基体材料。
51.在本发明中,所述b2o3、zro2和tio2的粒径独立地优选<5μm;所述mg、si、cu、cr、zn和粉末的粒径独立地优选<30μm;所述铝粉的粒径优选<10μm。
52.在本发明中,所述药芯中各组分的纯度独立地优选>99.9%。
53.本发明对所述药芯中各组分的来源没有特殊的限定,采用本领域技术人员熟知的市售产品即可。
54.在本发明中,所述药芯的填充率优选为5%~34%,更优选为10~20%。
55.本发明提供的原位纳米颗粒增强铝基焊丝还包括外皮;所述外皮优选采用1070半硬态纯铝带制备得到;所述外皮的厚度优选为0.1~0.2mm。本发明对所述外皮的来源没有特殊的限定,采用本领域技术人员熟知的市售产品即可。
56.本发明提供的原位纳米颗粒增强铝基焊丝还包括保护层;所述保护层的组分优选为sic和al2o3;所述sic和al2o3的质量比优选为3:1~3:2;所述保护层的厚度优选为0.1~0.2mm。本发明保护层选用的sic和al2o3既具有优良耐磨性和抗氧化性,还具有良好的微波吸波特性。
57.在本发明中,所述原位纳米颗粒增强铝基焊丝的直径优选为1~3mm。
58.本发明提供的铝基焊丝在焊接的高温条件下药芯中的陶瓷粉末b2o3、zro2、tio2会与焊件中的金属粉末发生原位反应,生成zrb2、tib2以及al2o3三元纳米陶瓷颗粒,其中,tib2与zrb2属于六方晶系的准金属化合物,具有良好的热力学稳定性,较高的熔点,较高的弹性模量和高温强度,al2o3颗粒的尺寸非常稳定,硬度高,与基体有着良好的化学相容性不会发生界面化学反应,而且多元纳米颗粒增强相之间相互影响,具有协同效应,相比单一纳米颗粒,更具细化和强化效果;同时zrb2、tib2以及al2o3是良好的高温吸收材料,在焊接过程中能够在表面产生活性位点,使与铝润湿性良好的sc、er和zr更易附着在陶瓷颗粒表面,改善纳米陶瓷颗粒与铝的润湿性,从而获得分布更加均匀的纳米颗粒;并且铝化稀土相也可以对焊缝起到显著的细化和强化作用,从而提高焊丝的焊接性能,进而使得焊接板材具备优异的力学性能。
59.本发明还提供了上述技术方案所述原位纳米颗粒增强铝基焊丝的制备方法,包括以下步骤:
60.(1)将外皮轧制成u型槽后装入药芯,然后将u型槽合口,得到半成品;
61.(2)将保护层包覆在所述步骤(1)得到的半成品外层,然后拉拔,得到原位纳米颗粒增强铝基焊丝。
62.本发明将外皮轧制成u型槽后装入药芯,然后将u型槽合口,得到半成品。
63.在本发明中,所述外皮在使用前优选还包括采用砂纸去除外皮表面的氧化膜。本发明对所述采用砂纸去除外皮表面的氧化膜的操作没有特殊的限定,采用本领域技术人员熟知的操作即可。
64.本发明对所述将外皮轧制成u型槽后装入药芯,然后将u型槽合口的操作没有特殊的限定,采用本领域技术人员熟知的操作即可。
65.得到半成品后,本发明将保护层包覆在所述半成品外层,然后拉拔,得到原位纳米颗粒增强铝基焊丝。
66.本发明对所述保护层的制备方法没有特殊的限定,采用本领域技术人员熟知的操作即可。
67.本发明对所述将保护层包覆在所述半成品外层的操作没有特殊的限定,采用本领域技术人员熟知的操作即可。
68.在本发明中,所述拉拔的温度优选为350~400℃;所述拉拔的速度优选为3~5m/min。
69.本发明提供的制备方法工艺简单。
70.本发明还提供了上述技术方案所述原位纳米颗粒增强铝基焊丝或上述技术方案所述制备方法制备得到的原位纳米颗粒增强铝基焊丝的焊接方法,采用微波、双磁场和超声场同步辅助激光焊接。本发明的焊接方法利用微波低温快烧、选择性加热、非接触加热的特点在纳米陶瓷颗粒表面产生活性位点,促进稀土元素吸附在颗粒表面,改善陶瓷颗粒与铝的润湿性,同时利用磁场电磁力和高能超声波的耦合作用促进熔池内铝液的传热和流动,可以有效改善纳米颗粒分布,抑制焊接裂纹的产生。
71.在本发明中,所述微波的输出频率优选为2.45ghz;所述微波的输出功率优选为0~3kw,更优选为0.4~0.5kw。
72.在本发明中,所述双磁场优选为交变磁场和恒定磁场;所述交变磁场的励磁电流优选为250~300a,更优选为280~300a;所述交变磁场的频率优选为10~12hz;所述恒定磁场的磁场强度优选为0.1~0.3t,更优选为0.2~0.3t。本发明通过控制双磁场的工艺参数能够进一步改善纳米颗粒的分布,从而进一步抑制焊接裂纹的产生。
73.在本发明中,所述交变磁场和恒定磁场之间优选设置有磁场隔离板;所述恒定磁场优选施加在熔池后沿;所述恒定磁场的方向优选与熔池流动方向相反。
74.在本发明中,所述超声场的超声功率优选为5~10kw,更优选为8~10kw;所述超声场的超声频率优选为20~30khz,更优选为25~28khz;所述超声场优选施加于焊缝的背面;所述超声场所采用的超声振子优选在焊缝直线上。
75.在本发明中,所述微波、双磁场和超声场同步辅助激光焊接的激光束优选在焊缝直线上;所述激光束与超声振子的间距优选为10~20mm,更优选为15mm;所述激光焊接的功率优选为0.2~1.5kw,更优选为0.4~1.2kw。
76.在本发明中,所述激光束的形状优选为环状和中心光束形状;所述焊接时优选固定激光束、微波、双磁场和超声振子的位置,移动母材;所述焊接的速度优选为200~500mm/min,更优选为450~480mm/min。本发明通过控制激光束的形状能够避免中心材料温度过高气化。
77.在本发明中,所述微波、双磁场和超声场同步辅助激光焊接优选在保护气体中进行;所述保护气体优选为氩气;所述氩气的纯度优选为99.99%。
78.在本发明中,所述微波、双磁场和超声场同步辅助激光焊接得到的焊缝中b2o3与zro2的物质的量之比优选为1:1,b2o3与tio2的物质的量之比优选为1:1;所述焊缝中zrb2纳米颗粒的质量优选为原位纳米颗粒增强铝基焊丝的1%~5%;所述焊缝中tib2纳米颗粒的质量优选为原位纳米颗粒增强铝基焊丝的1%~5%;所述焊缝中al2o3纳米颗粒的质量优选为原位纳米颗粒增强铝基焊丝的3.9%~19.6%。
79.本发明微波、双磁场和超声场同步辅助激光焊接的结构示意图如图1所示,图中,1为微波发生器,2为交变电磁场电源,3为恒定电磁场电源,4为超声发射器,5为激光焊接头,6为微波发射器,7为交变电磁场线圈,8为磁场隔离板,9为恒定电磁场线圈,10为原位纳米
颗粒增强铝基焊丝,11为焊接板材,12为超声变幅杆。
80.从图1可以清楚的看出微波、双磁场和超声场同步辅助激光焊接时各部件的位置关系。
81.本发明为了提高铝合金的焊接性,将焊丝技术和原位合成技术有机结合,通过激光热量直接诱发焊丝中反应粉末和焊件发生原位反应合成纳米陶瓷颗粒,并利用微波、双磁场和超声场同步辅助激光焊接,促进熔池内铝液的传热和流动,形成比较均匀的温度场,调控纳米颗粒形核、长大和分布,促进气泡逸出,抑制焊接缺陷的产生,提高激光焊接焊缝成形质量,获得力学性能优异的接头。
82.本发明采用微波、双磁场和超声场同步辅助激光焊接,交变磁场即电磁搅拌,磁场电磁力和高能超声波的耦合作用促进熔池内铝液的传热和流动,形成比较均匀的温度场,改善纳米颗粒分布,有利于气泡上浮逸出,抑制焊接裂纹的产生,同时施加恒定磁场,其产生的洛伦磁力方向与熔池流动的方向时刻相反,抑制熔池的流动,降低熔池凝固速率,起到辅助交变磁场和超声场耦合作用熔池的作用。
83.下面将结合本发明中的实施例,对本发明中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
84.实施例1
85.一种原位纳米颗粒增强铝基焊丝为由内而外依次设置的药芯、外皮和保护层;
86.以质量百分比计,所述药芯为以下组分:b2o31.7%、zro21.1%、tio21.1%、sc粉0.1%、zr粉0.2%、mg粉1.2%、si粉1.0%、cu粉0.1%、cr粉0.1%、zn粉0.2%和余量的铝粉;
87.其中,b2o3、zro2和tio2的粒径均<5μm,mg粉、si粉、cu粉、cr粉、zn粉、sc粉和zr粉的粒径均<30μm,铝粉的粒径<10μm;药芯中各组分的纯度均>99.9%;
88.药芯的填充率为6.8%;
89.外皮为1070纯铝带,厚度为0.1mm;
90.药芯层(药芯和外皮组成)的直径为1mm;
91.保护层的组成为sic和al2o3;sic和al2o3的质量比为3:1;保护层的厚度为0.15mm;
92.所述原位纳米颗粒增强铝基焊丝的制备方法为以下步骤:
93.(1)采用砂纸去除外皮表面的氧化膜,再将外皮轧制成u型槽后装入药芯,然后将u型槽合口,得到半成品;
94.(2)将保护层包覆在所述步骤(1)得到的半成品外层,然后拉拔,得到原位纳米颗粒增强铝基焊丝;其中,拉拔的温度为350℃;所述拉拔的速度为3m/min。
95.应用例1
96.采用微波、双磁场和超声场同步辅助激光焊接实施例1制备得到的原位纳米颗粒增强铝基焊丝和6082铝合金焊件,焊接工艺参数如下:
97.激光束为环状 中心光束形状;焊接过程中固定激光束、微波、双磁场和超声振子的位置,移动6082铝合金焊件,焊件正面和背面同时施加纯度99.99%的氩气;激光焊接功率为0.8kw,焊接速度为480mm/min;微波输出频率为2.45ghz,输出功率为0.4kw;交变磁场
励磁电流为250a,频率为10hz,恒定磁场强度为0.3t,交变磁场和恒定磁场之间设置有磁场隔离板;超声场施加于焊缝背面,激光束和超声振子均在焊缝直线上,间距设定为15mm,超声功率为8kw,超声频率为20khz。
98.焊缝中生成的zrb2、tib2和al2o3颗粒质量含量分别为1%、1%和3.9%。
99.实施例2
100.一种原位纳米颗粒增强铝基焊丝为由内而外依次设置的药芯、外皮和保护层;
101.以质量百分比计,所述药芯为以下组分:b2o34.9%、zro23.3%、tio23.4%、sc粉0.15%、zr粉0.3%、mg粉1.2%、si粉0.6%、cu粉0.2%、cr粉0.1%、zn粉0.25%和余量的铝粉;
102.其中,b2o3、zro2和tio2的粒径均<5μm,mg粉、si粉、cu粉、cr粉、zn粉、sc粉和zr粉的粒径均<30μm,铝粉的粒径<10μm;药芯中各组分的纯度均>99.9%;
103.药芯的填充率为14.4%;
104.外皮为1070纯铝带,厚度为0.1mm;
105.药芯层(药芯和外皮组成)的直径为1mm;
106.保护层的组成为sic和al2o3;sic和al2o3的质量比为3:1;保护层的厚度为0.15mm;
107.所述原位纳米颗粒增强铝基焊丝的制备方法为以下步骤:
108.(1)采用砂纸去除外皮表面的氧化膜,再将外皮轧制成u型槽后装入药芯,然后将u型槽合口,得到半成品;
109.(2)将保护层包覆在所述步骤(1)得到的半成品外层,然后拉拔,得到原位纳米颗粒增强铝基焊丝;其中,拉拔的温度为380℃;所述拉拔的速度为4m/min。
110.应用例2
111.采用微波、双磁场和超声场同步辅助激光焊接实施例2制备得到的原位纳米颗粒增强铝基焊丝和6061铝合金焊件,焊接工艺参数如下:
112.激光束为环状 中心光束形状;焊接过程中固定激光束、微波、双磁场和超声振子的位置,移动6061铝合金焊件,焊件正面和背面同时施加纯度99.99%的氩气;激光焊接功率为0.8kw,焊接速度为480mm/min;微波输出频率为2.45ghz,输出功率为0.4kw;交变磁场励磁电流为280a,频率为12hz,恒定磁场强度为0.3t,交变磁场和恒定磁场之间设置有磁场隔离板;超声场施加于焊缝背面,激光束和超声振子均在焊缝直线上,间距设定为15mm,超声功率为10kw,超声频率为25khz。
113.焊缝中生成的zrb2、tib2和al2o3颗粒质量含量分别为3%、3%和11.8%。
114.实施例3
115.一种原位纳米颗粒增强铝基焊丝为由内而外依次设置的药芯、外皮和保护层;
116.以质量百分比计,所述药芯为以下组分:b2o38.1%、zro25.4%、tio25.7%、er粉0.3%、zr粉0.15%、mg粉2.4%、cu粉2.0%、zn粉6.0%和余量的铝粉;
117.其中,b2o3、zro2和tio2的粒径均<5μm,mg粉、cu粉、zn粉、er粉和zr粉的粒径均<30μm,铝粉的粒径<10μm;药芯中各组分的纯度均>99.9%;
118.药芯的填充率为30.05%;
119.外皮为1070纯铝带,厚度为0.1mm;
120.药芯层(药芯和外皮组成)的直径为1mm;
121.保护层的组成为sic和al2o3;sic和al2o3的质量比为3:2;保护层的厚度为0.15mm;
122.所述原位纳米颗粒增强铝基焊丝的制备方法为以下步骤:
123.(1)采用砂纸去除外皮表面的氧化膜,再将外皮轧制成u型槽后装入药芯,然后将u型槽合口,得到半成品;
124.(2)将保护层包覆在所述步骤(1)得到的半成品外层,然后拉拔,得到原位纳米颗粒增强铝基焊丝;其中,拉拔的温度为400℃;所述拉拔的速度为5m/min。
125.应用例3
126.采用微波、双磁场和超声场同步辅助激光焊接实施例3制备得到的原位纳米颗粒增强铝基焊丝和7050铝合金焊件,焊接工艺参数如下:
127.激光束为环状 中心光束形状;焊接过程中固定激光束、微波、双磁场和超声振子的位置,移动7050铝合金焊件,焊件正面和背面同时施加纯度99.99%的氩气;激光焊接功率为0.8kw,焊接速度为480mm/min;微波输出频率为2.45ghz,输出功率为0.4kw;交变磁场励磁电流为300a,频率为12hz,恒定磁场强度为0.3t,交变磁场和恒定磁场之间设置有磁场隔离板;超声场施加于焊缝背面,激光束和超声振子均在焊缝直线上,间距设定为15mm,超声功率为10kw,超声频率为28khz。
128.焊缝中生成的zrb2、tib2和al2o3颗粒质量含量分别为5%、5%和19.6%。
129.实施例4
130.一种原位纳米颗粒增强铝基焊丝为由内而外依次设置的药芯、外皮和保护层;
131.以质量百分比计,所述药芯为以下组分:b2o31.7%、zro21.1%、tio21.1%、er粉0.4%、zr粉0.2%、mg粉1.6%、cu粉1.4%、zn粉7.6%和余量的铝粉;
132.其中,b2o3、zro2和tio2的粒径均<5μm,mg粉、cu粉、zn粉、er粉和zr粉的粒径均<30μm,铝粉的粒径<10μm;药芯中各组分的纯度均>99.9%;
133.药芯的填充率为15%;
134.外皮为1070纯铝带,厚度为0.1mm;
135.药芯层(药芯和外皮组成)的直径为1mm;
136.保护层的组成为sic和al2o3;sic和al2o3的质量比为3:2;保护层的厚度为0.15mm;
137.所述原位纳米颗粒增强铝基焊丝的制备方法为以下步骤:
138.(1)采用砂纸去除外皮表面的氧化膜,再将外皮轧制成u型槽后装入药芯,然后将u型槽合口,得到半成品;
139.(2)将保护层包覆在所述步骤(1)得到的半成品外层,然后拉拔,得到原位纳米颗粒增强铝基焊丝;其中,拉拔的温度为400℃;所述拉拔的速度为5m/min。
140.应用例4
141.采用微波、双磁场和超声场同步辅助激光焊接实施例4制备得到的原位纳米颗粒增强铝基焊丝和7085铝合金焊件,焊接工艺参数如下:
142.激光束为环状 中心光束形状;焊接过程中固定激光束、微波、双磁场和超声振子的位置,移动7085铝合金焊件,焊件正面和背面同时施加纯度99.99%的氩气;激光焊接功率为0.8kw,焊接速度为480mm/min;微波输出频率为2.45ghz,输出功率为0.4kw;交变磁场励磁电流为300a,频率为12hz,恒定磁场强度为0.3t,交变磁场和恒定磁场之间设置有磁场隔离板;超声场施加于焊缝背面,激光束和超声振子均在焊缝直线上,间距设定为15mm,超
声功率为10kw,超声频率为30khz。
143.焊缝中生成的zrb2、tib2和al2o3颗粒质量含量分别为1%、1%和3.9%。
144.图2为应用例4制备得到的焊缝的om图,图3为应用例4制备得到的焊缝的sem图。
145.从图2和3可以看出,焊缝中纳米颗粒均匀分布在基体中,可以有效细化晶粒,强化焊缝。
146.将应用例1~4制备得到的激光焊接接头按照astm e8m-09实验标准进行室温拉伸试验,并与无外场辅助激光直接对焊6082、6061、7050和7085铝合金获得的焊接接头进行对比试验,结果如表1所示。
147.表1激光焊接接头焊接态力学性能指标
148.试验编号抗拉强度(mpa)延伸率(%)接头系数(%)608223710.874606122611.27870503428.26770853148.564应用例132314.785应用例230815.388应用例345211.578应用例442611.876
149.由表1可以看出,对比无外场辅助激光直接对焊6082、6061、7050和7085,应用例中激光焊接接头的抗拉强度、延伸率和接头系数都得到显著提高。说明本发明的实质是基于均匀分布于基体的原位内生纳米颗粒和稀土析出相可以有效细化晶粒,大幅缓解焊接热裂纹,显著提高接头的力学性能,具体通过微波、双磁场和超声场耦合调控纳米强化相的生成与分布来使其有效发挥细化和强化作用。
150.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。