1.本发明涉及无人机技术领域,特别涉及一种模具装置、无人机机身的成型方法、及无人机。
背景技术:
2.在现有技术中,无人机的机身通过一体成型的方式制得,该无人机的机身一旦损坏,需将整个机身一起更换,使得无人机的维修成本较高。
技术实现要素:
3.本发明的主要目的是提供一种模具装置,旨在成型出无人机的机身的多个模块,多个模块可拆卸连接,当机身的某个模块损坏时,更换对应的模块即可,降低无人机的维修成本。
4.为实现上述目的,本发明提出的模具装置,用于制得无人机的机身,所述机身包括可拆卸连接的多个模块,所述模具装置包括:
5.模具,所述模具设有多个,一所述模具用于对应制得一所述模块。
6.可选地,多个所述模块包括机臂模块,多个所述模具包括对应所述机臂模块设置的机臂模块模具。
7.可选地,所述机臂模块包括机臂,所述机臂包括电机座、及连接所述电机座的支撑臂,所述电机座包括安装板、及沿安装板的外周缘延伸的保护壳;
8.所述机臂模块模具包括电机座滑块组、机臂模块上模、及与所述机臂模块上模限制出机臂模块型腔的机臂模块下模,所述机臂模块型腔包括用以成型出所述机臂的机臂型腔,所述机臂型腔包括电机座型腔、及连通所述电机座型腔的支撑臂型腔,所述电机座滑块组包括设于所述下模的两个电机座滑块,所述电机座滑块包括设于所述电机座型腔的电机座滑块成型段,所述电机座滑块成型段的外周面与所述电机座型腔的内周面之间设有用以成型所述保护壳的保护壳成型间隙,所述电机座滑块成型段具有安装板成型端面,两所述安装板成型端面相对设置,两所述安装板成型端面之间设有用以成型所述安装板的安装板成型间隙,所述支撑臂型腔用以成型出所述支撑臂。
9.可选地,在一所述电机座滑块到另一所述电机座滑块的方向上,所述电机座型腔具有相对的两个第一定位面,两所述电机座滑块成型段设于两所述第一定位面之间,一所述电机座滑块成型段对应抵接一所述第一定位面。
10.可选地,所述安装板设有安装孔,至少一所述安装板成型端面设有抵接另一所述安装板成型端面的安装孔成型凸部,所述安装孔成型凸部用以成型所述安装孔。
11.可选地,所述安装孔设有多个,所述安装孔成型凸部设有多个,一所述安装孔成型凸部用以对应成型出一所述安装孔。
12.可选地,所述电机座滑块还包括连接所述电机座滑块成型段的电机座滑块定位段,所述机臂型腔还包括设于所述电机座型腔两侧的两电机座滑块定位腔,所述电机座滑
块定位腔设有沿一所述电机座滑块到另一所述电机座滑块的方向延伸的第二定位面,所述电机座滑块定位段设有与所述第二定位面配合的安装孔成型凸部第三定位面。
13.可选地,两所述电机座滑块通过螺钉锁付。
14.可选地,所述安装板设有减重孔,所述螺钉穿设于所述安装板成型间隙,所述螺钉用以成型出所述减重孔。
15.可选地,所述支撑臂设有过线通道,所述过线通道具有与所述电机座连通的第一过线通道口、及设于所述支撑臂外周面的第二过线通道口,所述支撑臂的外周面设有沿所述安装板厚度方向延伸的机臂转轴孔,所述第二过线通道口设于所述机臂转轴孔的两孔口之间;
16.所述机臂型腔还包括与所述电机座型腔连通的支撑臂型腔,所述机臂模块模具还包括用以成型出所述过线通道的柔性模芯、及用以成型出所述机臂转轴孔的机臂转轴孔成型滑块,所述柔性模芯设于所述支撑臂型腔,所述柔性模芯一端延伸至所述电机座型腔,以成型出所述第一过线通道口,所述柔性模芯与所述支撑臂型腔的壁面之间设有用以成型出所述支撑臂的支撑臂成型间隙,所述支撑臂型腔的内壁面设有用以成型出所述第二过线通道口的第二过线通道口成型凸部,所述机臂转轴孔成型滑块沿一所述电机座滑块到另一所述电机座滑块的方向穿设于所述支撑臂型腔。
17.可选地,所述柔性芯模的材质配置为硅胶。
18.可选地,所述机臂模块包括多个所述机臂,所述机臂模块型腔包括多个所述机臂型腔,一所述机臂型腔用以对应成型出一所述机臂,所述机臂模块模具包括多组所述电机座滑块组、多个所述柔性模芯、及多个所述机臂转轴孔成型滑块,一所述电机座滑块组、一所述柔性模芯、及一所述机臂转轴孔成型滑块分别对应一所述机臂型腔设置。
19.可选地,在所述机臂转轴孔成型滑块的穿设方向上,多个所述机臂型腔间隔设置。
20.可选地,在所述第二过线通道口朝向上,所述支撑臂的外表面具有相对的第一侧和第二侧,多个所述机臂包括第一机臂和第二机臂,所述第一机臂的第二过线通道口设于所述第一侧,所述第二机臂的第二过线通道口设于所述第二侧,多个所述机臂型腔包括用以成型出所述第一机臂的第一机臂型腔和用以成型出所述第二机臂的第二机臂型腔,所述第一机臂型腔的所述第二过线通道口成型部设于所述机臂模块上模,所述第二机臂型腔的所述第二过线通道口成型部设于所述机臂模块下模。
21.可选地,多个所述模块包括第一壳体模块,所述第一壳体模块包括设有电池仓的第一壳体,多个所述模具包括对应所述第一壳体模块设置的第一壳体模块模具。
22.可选地,所述第一壳体还设有卡孔,所述卡孔设于所述电池仓的内周面,在所述卡孔的深度方向上,所述卡孔不显露于所述第一壳体模块外;
23.所述第一壳体模块模具包括第一壳体模块上模、及与所述第一壳体模块上模限制出第一壳体模块型腔的第一壳体模块下模,所述第一壳体模块型腔包括第一壳体型腔,所述第一壳体模块模具还包括均设于所述第一壳体型腔的电池仓滑块、卡孔第一滑块、及卡孔第二滑块,所述电池仓滑块的一端面、及所述电池仓滑块的外周面共同与所述第一壳体型腔的壁面限制出所述第一壳体成型间隙,所述电池仓滑块用以成型出所述电池仓,所述电池仓滑块的另一端面设有卡孔滑块定位槽,所述卡孔第一滑块可沿所述卡孔滑块定位槽的深度方向装设于所述卡孔滑块定位槽内,所述卡孔第二滑块可沿所述卡孔滑块定位槽的
深度方向装设于所述卡孔滑块定位槽,所述卡孔第二滑块包括用以成型出所述卡孔的卡孔成型段,所述卡孔成型段在所述卡孔滑块定位槽的长度方向上伸出所述卡孔滑块定位槽,以伸入所述第一壳体成型间隙。
24.可选地,所述卡孔设有两个,两所述卡孔相对设置,所述卡孔第二滑块设有两个,所述卡孔第一滑块设于两所述卡孔第二滑块之间,一所述卡孔第二滑块用以对应成型出一所述卡孔。
25.可选地,所述第一壳体模块模具还包括设于所述第一壳体模块下模的压块,所述压块用以将所述卡孔第一滑块和所述卡孔第二滑块抵压于所述电池仓滑块。
26.可选地,所述第一壳体模块还包括设于所述第一壳体侧面的机臂连接部,所述机臂连接部背离所述第一壳体的一侧设有供机臂连接的机臂连接腔,所述机臂连接部还设有沿所述第一壳体的上下方向延伸的机臂转轴安装孔,所述机臂转轴安装孔连通所述机臂连接腔;
27.所述第一壳体模块型腔还包括与所述第一壳体型腔连通的机臂连接部型腔,所述第一壳体模块模具还包括设于所述第一壳体模块下模的机臂连接部滑块,所述机臂连接部滑块包括设于所述机臂连接部型腔的机臂连接部成型段,所述机臂连接部成型段用以成型出所述机臂连接腔,所述机臂连接部成型段的外周面与所述机臂连接部型腔的内周面之间设有用以成型所述机臂连接部的机臂连接部成型间隙,所述第一壳体模块上模和/或下模设有用以成型所述机臂转轴安装孔的机臂转轴安装孔成型凸部,所述机臂转轴安装孔成型凸部设于所述机臂连接部成型间隙,所述机臂转轴安装孔成型凸部在所述第一壳体模块模具的上下方向抵接于所述机臂连接部成型段。
28.可选地,所述机臂连接部设有多个,所述机臂连接部型腔设有多个,一所述机臂连接部型腔用以成型出一所述机臂连接部。
29.可选地,多个所述机臂连接部包括第一机臂连接部,所述第一壳体模块还包括连接所述第一机臂连接部和所述第一壳本体的外周面的加强部,所述第一机臂连接部、所述第一壳体、及所述加强部限制出与所述卡孔连通的加强腔,所述卡孔连通所述加强腔,在所述第一壳体的侧方所述加强腔的腔壁遮挡所述卡孔;
30.所述第一壳体模块型腔还包括连通所述机臂连接部型腔、及连通所述第一壳体型腔的加强部型腔,所述第一壳体模块下模设有穿设于所述加强部型腔的加强腔成型凸部,所述加强腔成型凸部表面与所述加强部型腔的内表面之间设有加强部成型间隙,所述卡孔成型段抵接所述加强腔成型凸部的外周面。
31.可选地,多个所述模块包括可拆卸连接于所述第一壳体模块上方的第二壳体模块,所述第二壳体模块设有散热孔,多个所述模具包括对应所述第二壳体模块设置的第二壳体模块模具,所述第二壳体模块模具包括第二壳体模块上模、及与所述第二壳体模块上模限制出第二壳体模块成型腔的第二壳体模块下模,所述第二壳体模块上模和/或所述第二壳体模块下模设有伸入所述第二壳体模块成型腔的散热孔成型凸部,所述散热孔成型凸部用以成型出所述散热孔。
32.可选地,多个所述模块包括可拆卸连接于所述第一壳体模块下方的第三壳体模块,多个所述模具包括对应所述第三壳体模块设置的第三壳体模块模具,所述第三壳体模块模具包括第三壳体模块上模、及与所述第三壳体模块上模限制出第三壳体模块成型腔的
第三壳体模块下模。
33.可选地,多个所述模块包括可拆卸连接于所述第一壳体模块的相机罩模块,多个所述模具包括对应所述相机罩模块设置的相机罩模块模具,所述相机罩模块模具包括相机罩模块上模、及与所述相机罩模块上模限制出相机罩模块成型腔的相机罩模块下模。
34.本发明还提出一种无人机机身的成型方法,所述无人机机身的成型方法用于制得无人机的机身,所述机身包括可拆卸连接的多个模块,所述无人机机身的成型方法包括以下步骤:
35.提供多个模具,其中,一所述模具用于对应制得一所述模块;
36.将预浸料铺设于所述模具的上模和下模;
37.将所述上模和所述下模合模;
38.加热所述模具;
39.冷却所述模具;
40.对所述模具进行开模,以获得所述模块。
41.可选地,所述将预浸料铺设于所述模具的上模和下模的步骤包括:
42.将材质为碳纤维加环氧树脂的预浸料铺设于所述模具的上模和下模。
43.可选地,将预浸料铺设于所述模具的上模和下模的步骤包括:
44.将材质为t300纤维增加环氧树脂的预浸料铺设于所述模具的上模和下模。
45.可选地,所述将预浸料铺设于所述模具的上模和下模的步骤包括:
46.将多个预浸料铺层叠地铺设于所述模具的上模和下模。
47.可选地,将多个预浸料铺层叠地铺设设于所述模具的上模和下模的步骤包括:
48.将多个铺层角度不同的预浸料层叠地铺设设于所述模具的上模和下模。
49.可选地,将预浸料铺设于所述模具的上模和下模的步骤包括:
50.将厚度范围为0.1mm-0.4mm的预浸料铺设于所述模具的上模和下模。
51.可选地,所述无人机机身的成型方法还包括以下步骤:
52.对所述模块进行表面处理。
53.本发明还提出一种无人机,所述无人机包括机身,所述机身包括可拆卸连接多个模块,多个所述模块由所述模具装置制得;或,多个所述模块通过所述无人机机身的成型方法制得。
54.可选地,所述无人机包括机身,所述机身的材质配置为碳纤维。
55.可选地,所述无人机还包括连接至少一所述模块的云台支架。
56.本发明的技术方案中,该模具装置用于制得无人机的机身,机身包括可拆卸连接的多个模块,模具装置包括模具,模具设有多个,一模具用于对应制得一模块。如此,当机身的某个模块损坏时,更换对应的模块即可,降低无人机的维修成本。
附图说明
57.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
58.图1为本发明无人机的机身和云台支架一实施例的装配图;
59.图2为图1的机身和云台支架的爆炸图;
60.图3为图2中a处的放大图;
61.图4为图2中b处的放大图;
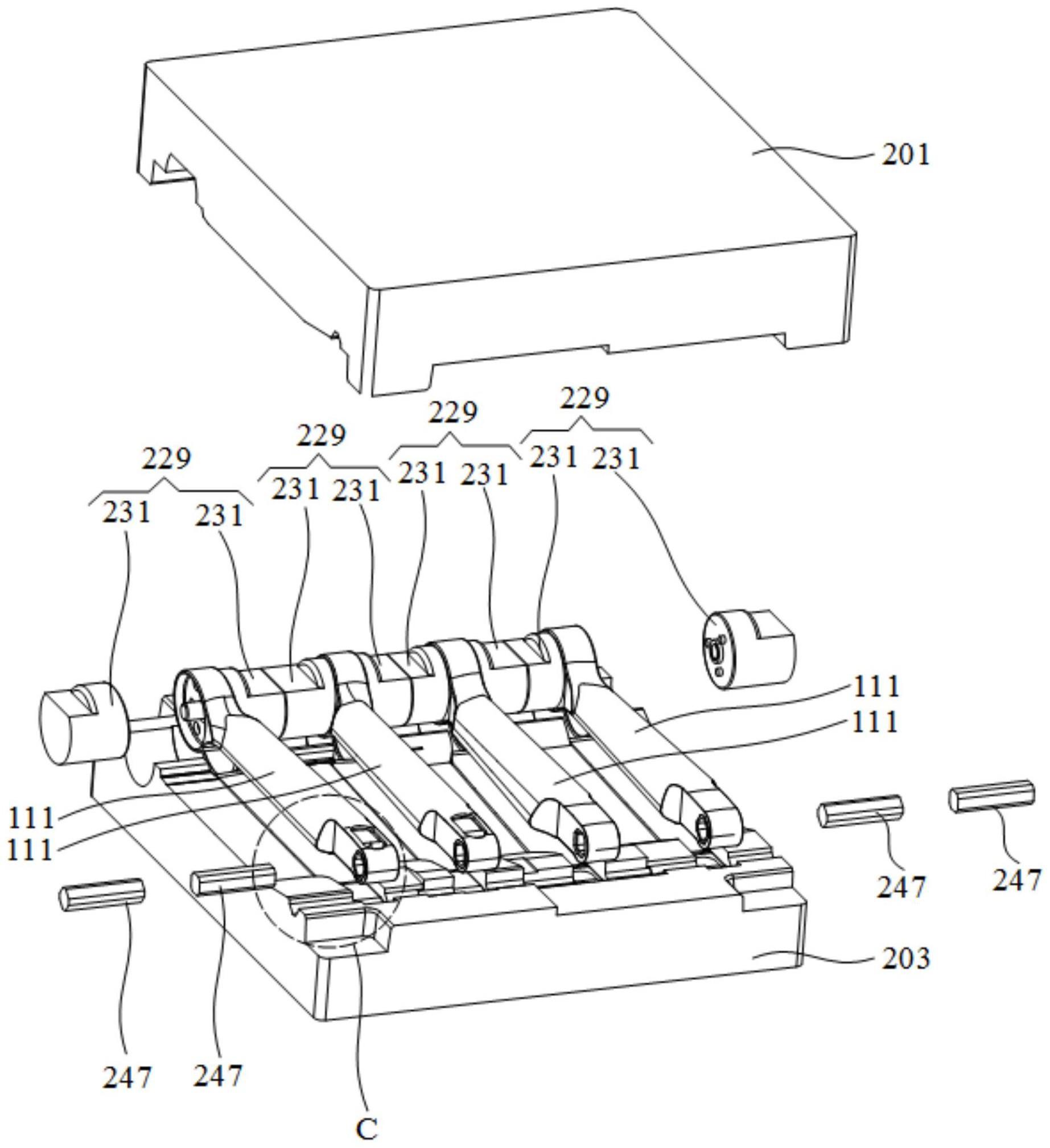
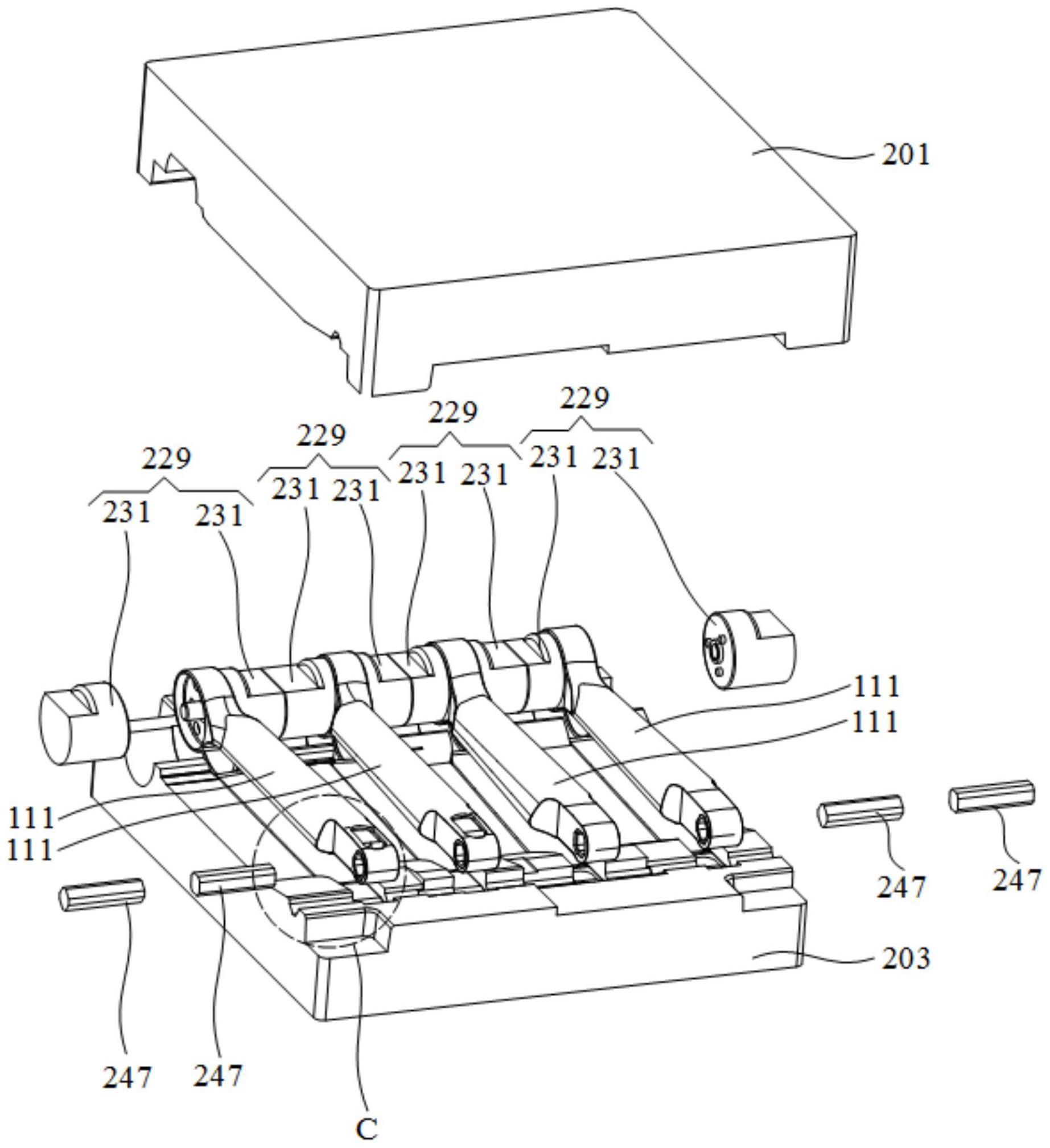
62.图5为本发明模具装置的机臂模块模具、及机臂模块模具成型出的机臂的一实施例的结构示意图;
63.图6为图5中c处的放大图;
64.图7为图5中机臂模块模具的结构示意图;
65.图8为图7中机臂模块模具的部分结构示意图;
66.图9为图8中机臂模块模具的部分结构的俯视图;
67.图10为图9中d处的放大图;
68.图11为图7中机臂模块模具的机臂模块下模的结构示意图;
69.图12为图7中机臂模块模具的机臂模块上模的结构示意图;
70.图13为图7中机臂模块模具的电机座滑块组的结构示意图;
71.图14为本发明模具装置的第一壳体模块模具、及第一壳体模块模具成型出的第一壳体模块的一实施例的结构示意图;
72.图15为图14中e处的放大图;
73.图16为图14中f处的放大图;
74.图17为图14中第一壳体模块下模的结构示意图;
75.图18为图14中第一壳体模块上模的结构示意图;
76.图19为本发明模具装置的第二壳体模块模具的一实施例的结构示意图;
77.图20为本发明模具装置的第三壳体模块模具的一实施例的结构示意图;
78.图21为本发明模具装置的相机罩模块模具的一实施例的结构示意图;
79.图22为为本发明无人机机身的成型方法一实施例的流程示意图。
80.附图标号说明:
81.82.[0083][0084]
本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
[0085]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0086]
需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
[0087]
在本发明中,除非另有明确的规定和限定,术语“连接”、“固定”等应做广义理解,例如,“固定”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,也可以是抵接,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
[0088]
另外,若本发明实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,全文中出现的“和/或”的含义,包括三个并列的方案,以“a和/或b”为例,包括a方
案、或b方案、或a和b同时满足的方案。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
[0089]
在现有技术中,无人机的机身通过一体成型的方式制得,该无人机的机身一旦损坏,需将整个机身一起更换,使得无人机的维修成本较高。为此,本发明提出一种模具装置,旨在成型出无人机的机身的多个模块,多个模块可拆卸连接,当机身的某个模块损坏时,更换对应的模块即可,降低无人机的维修成本。
[0090]
参照图1至22,在本发明一实施例中,该模具装置用于制得无人机的机身,机身包括可拆卸连接的多个模块,模具装置包括模具,模具设有多个,一模具用于对应制得一模块。如此,当机身的某个模块损坏时,更换对应的模块即可,降低无人机的维修成本。
[0091]
可选地,在一实施例中,多个模块包括机臂模块,多个模具包括对应机臂模块设置的机臂模块模具200。机臂111供螺旋桨的电机连接。如此,当机臂模块损坏时,可对机臂模块进行更换,以降低无人机的机身的维修成本。
[0092]
可选地,在一实施例中,机臂模块包括机臂111,机臂111包括电机座112、及连接电机座112的支撑臂117,电机座112包括安装板113、及沿安装板113的外周缘延伸的保护壳116。保护壳116与安装板113围设出两个腔体,两个腔体分别位于安装板113的两侧,安装板113的一侧用以安装螺旋桨的电机、另一侧可但不限于安装天线、信号灯等。
[0093]
机臂模块模具200包括电机座滑块组229、机臂模块上模201、及与机臂模块上模201限制出机臂模块型腔的机臂模块下模203,机臂模块型腔包括用以成型出机臂111的机臂型腔207,机臂型腔207包括电机座型腔215、及连通电机座型腔215的支撑臂型腔223。其中,电机座型腔215用以成型出机臂111的电机座112,支撑臂型腔223用以成型出机臂111的支撑臂117。电机座滑块组229包括设于下模的两个电机座滑块231,电机座滑块231包括设于电机座型腔215的电机座滑块成型段233,电机座滑块成型段233的外周面与电机座型腔215的内周面之间设有用以成型保护壳116的保护壳成型间隙217,电机座滑块成型段233具有安装板成型端面235,两安装板成型端面235相对设置,两安装板成型端面235之间设有用以成型安装板113的安装板成型间隙219。如此,一电机座滑块231用以对应成型出电机座112的一腔体。如此,可通过机臂模块模具200成型出机臂111。值得一提的是,电机座滑块组229的两电机座滑块231是沿机臂模块模具200的侧向间隔分布的。然本设计不限于此,于其他实施例中,机臂模块模具200还可以根据实际需求设置成其他结构形式,在此不做限制。
[0094]
可选地,在一实施例中,在一电机座滑块231到另一电机座滑块231的方向上,电机座型腔215具有相对的两个第一定位面221,两电机座滑块成型段233设于两第一定位面221之间,一电机座滑块成型段233对应抵接一第一定位面221。如此,机臂模块模具200成型出的电机座112中,安装板113在安装板113的厚度方向相对保护壳116的位置相对固定,有利于提高机臂模块模具200成型出的电机座112的产品一致性。然本设计不限于此,于其他实施例中,机臂模块模具200还可以设置其他定位结构为电机座滑块231提供定位,以使得安装板113在安装板113的厚度方向相对保护壳116的位置相对固定。
[0095]
可选地,在一实施例中,安装板113设有安装孔114,该安装孔114可但不限于供天线、指示灯或螺旋桨的电机安装,至少一安装板成型端面235设有抵接另一安装板成型端面235的安装孔成型凸部237,安装孔成型凸部237用以成型安装孔114。
[0096]
可选地,在一实施例中,安装孔114设有多个,安装孔成型凸部237设有多个,一安装孔成型凸部237用以对应成型出一安装孔114。如此,成型出的安装板113有较多的安装孔114供天线、指示灯或螺旋桨的电机安装。
[0097]
可选地,在一实施例中,电机座滑块231还包括连接电机座滑块成型段233的电机座滑块定位段239,机臂型腔207还包括设于电机座型腔215两侧的两电机座滑块定位腔225,电机座滑块定位腔225设有沿一电机座滑块231到另一电机座滑块231的方向延伸的第二定位面227,电机座滑块定位段239设有与第二定位面227配合的安装孔成型凸部237第三定位面241。如此,可以限制电机座滑块231绕安装板成型间隙219的轴线转动,从而使得安装孔114在安装板113的周向方向相对保护壳116的位置相对固定,有利于提高机臂模块模具200成型出的电机座112的产品一致性。然本设计不限于此,于其他实施例中,机臂模块模具200还可以设置其他定位结构为电机座滑块231提供定位,以使得安装孔114在安装板113的周向方向相对保护壳116的位置相对固定。
[0098]
在电机座112成型的过程中,两电机座滑块231容易受压,例如在对机臂模块模具200加热时,两电机座滑块231容易因机臂模块模具200内的物料膨胀而受到挤压,使得两电机滑块的相对位置发生改变,为此,可选地,在一实施例中,两电机座滑块231通过螺钉243锁付。如此,在螺钉243的锁付下,两电机座滑块231的相对位置不易发生改变,便于控制安装板成型间隙219的厚度,也即便于控制成型出的安装板113的厚度,有利于提高机臂模块模具200成型出的电机座112的产品一致性。然本设计不限于此,于其他实施例中,两所述电机座滑块231可但不限于通过扣接连接在一起。
[0099]
可选地,在一实施例中,安装板113设有减重孔115,螺钉243穿设于安装板成型间隙219,螺钉243用以成型出减重孔115。如此,有利于减小成型出的机臂111的重量,从而减小无人机的重量,有利于实现无人机轻量化。
[0100]
可选地,在一实施例中,支撑臂117设有过线通道118,过线通道118具有与电机座112连通的第一过线通道口119、及设于支撑臂117外周面的第二过线通道口120,支撑臂117的外周面设有沿安装板113厚度方向延伸的机臂转轴孔121,第二过线通道口120设于机臂转轴孔121的两孔口之间。如此,第二过线通道口120位于机臂111的侧方,有利于无人机过线。机臂型腔207还包括与电机座型腔215连通的支撑臂型腔223,机臂模块模具200还包括用以成型出过线通道118的柔性模芯245、及用以成型出机臂转轴孔121的机臂转轴孔成型滑块247,柔性模芯245设于支撑臂型腔223,柔性模芯245一端延伸至电机座型腔215,以成型出第一过线通道口119,柔性模芯245与支撑臂型腔223的壁面之间设有用以成型出支撑臂117的支撑臂成型间隙,支撑臂型腔223的内壁面设有用以成型出第二过线通道口120的第二过线通道口成型凸部249,机臂转轴孔成型滑块247沿一电机座滑块231到另一电机座滑块231的方向穿设于支撑臂型腔223。如此,成型出机臂111的支撑臂117。值得一提的是,柔性模芯245易于改变形态,柔性模芯245便于从成型出的支撑臂117的第二过线通道口120脱出。然本设计不限于此,于其他实施例中,机臂模块模具200还可以根据支撑臂117的实际结构进行设计,在此不做限制。
[0101]
可选地,在一实施例中,柔性芯模的材质配置为硅胶。然本设计不限于此,于其他实施例中,柔性模芯245的材质还可以根据实际需求配置为其他柔性材质,在此不做限制。
[0102]
可选地,在一实施例中,机臂模块包括多个机臂111,机臂模块型腔包括多个机臂
型腔207,一机臂型腔207用以对应成型出一机臂111,机臂模块模具200包括多组电机座滑块组229、多个柔性模芯245、及多个机臂转轴孔成型滑块247,一电机座滑块组229、一柔性模芯245、及一机臂转轴孔成型滑块247分别对应一机臂型腔207设置。如此,一机臂模块模具200可以一次成型出多个机臂111,有利于提高生产机臂111的效率。机臂111的数量可但不限于4个、5个、6个、7个和8个等。
[0103]
可以理解,机臂111具有一定的长度,对应地,机臂型腔207具有一定的长度,为避免机臂模块模具200过长,可选地,在一实施例中,在机臂转轴孔成型滑块247的穿设方向上,多个机臂型腔207间隔设置。如此,可避免机臂模块模具200过长。
[0104]
可选地,在一实施例中,在第二过线通道口120朝向上,支撑臂117的外表面具有相对的第一侧和第二侧,多个机臂111包括第一机臂123和第二机臂124,第一机臂123的的第二过线通道口120设于第一侧,第二机臂124的第二过线通道口120设于第二侧,如此,第一机臂123和第二机臂124的结构不同。不失一般性,例如,将第一机臂123配置为无人机的左侧机臂111,将第二机臂124配置为无人机的右侧机臂111。多个机臂型腔207包括用以成型出第一机臂123的第一机臂型腔211和用以成型出第二机臂124的第二机臂型腔213,第一机臂型腔211的第二过线通道口120成型部设于机臂模块上模201,第二机臂型腔213的第二过线通道口120成型部设于机臂模块下模203。如此,在开模后便于辨认出位于机臂模块模具200下模的第一机臂123和第二机臂124,具体而言,在开模的方向上看机臂模块模具200下模,能看到成型出的机臂111的第二过线通道口120的为第一机臂123,不能看到成型出的机臂111的第二过线通道口120的为第二机臂124。如此,便于分别收集第一机臂123和第二即便,从而便于后续组装无人机的机身。
[0105]
可选地,在一实施例中,多个模块包括第一壳体模块130,第一壳体模块130包括设有电池仓132的第一壳体131,第一壳体131的电池仓132用以供电池插入,该电池用以为无人机供电。多个模具包括对应第一壳体模块130设置的第一壳体模块模具。如此,当第一壳体模块130损坏时,可对第一壳体模块130进行更换,以降低无人机的维修成本。
[0106]
可选地,在一实施例中,第一壳体131还设有卡孔133,卡孔133设于电池仓132的内周面,如此,电池插入电池仓132后,电池还能卡接于卡孔133,可以理解,电池还设有插入卡孔133的卡凸。在卡孔133的深度方向上,卡孔133不显露于第一壳体模块130外,如此,无人机的机身较为美观。在卡孔133的深度方向上,卡孔133不显露于第一壳体模块130外的方式,可但不限于将卡孔133设置为盲孔、或将卡孔133设置为通孔但被第一壳体模块130的其他结构所遮挡。
[0107]
第一壳体模块模具包括第一壳体模块上模301、及与第一壳体模块上模301限制出第一壳体模块型腔的第一壳体模块下模303,第一壳体模块型腔包括第一壳体型腔,第一壳体模块模具还包括均设于第一壳体型腔的电池仓滑块319、卡孔第一滑块323、及卡孔第二滑块325,电池仓滑块319的一端面、及电池仓滑块319的外周面共同与第一壳体型腔的壁面限制出第一壳体成型间隙,电池仓滑块319用以成型出电池仓132,电池仓滑块319的另一端面设有卡孔滑块定位槽321,卡孔第一滑块323可沿卡孔滑块定位槽321的深度方向装设于卡孔滑块定位槽321内,卡孔第二滑块325可沿卡孔滑块定位槽321的深度方向装设于卡孔滑块定位槽321,卡孔第二滑块325包括用以成型出卡孔133的卡孔成型段327,卡孔成型段327在卡孔滑块定位槽321的长度方向上伸出卡孔滑块定位槽321,以伸入第一壳体成型间
隙。如此,成型出第一壳体131。值得一提的是,在开模的过程中,可以先取出卡孔第一滑块323,为卡孔第二滑块325提供滑移与滑块定位槽的空间,使得卡孔第二滑块325能脱离卡孔133,进而便于取出卡孔第二滑块325。此外,滑块定位槽为卡孔第二滑块325提供定位,如此,使得成型出的每个第一壳体模块130的卡孔133的位置保持一致,有利于提高成型出第一壳体模块130的产品一致性。
[0108]
可选地,在一实施例中,卡孔133设有两个,两卡孔133相对设置,如此,电池与第一壳体模块130卡接得较为牢固。卡孔第二滑块325设有两个,卡孔第一滑块323设于两卡孔第二滑块325之间,一卡孔第二滑块325用以对应成型出一卡孔133。如此,在开模的过程中,可以先取出卡孔第一滑块323,为卡孔第二滑块325提供滑移与滑块定位槽的空间,使得两卡孔第二滑块325能依次脱离卡孔133,进而便于取出两卡孔第二滑块325。
[0109]
在第一壳体模块130成型的过程中,卡孔第一滑块323和卡孔第二滑块325容易受压,例如受到第一壳体模块模具内的物料的挤压,使得卡孔第一滑块323和卡孔第二滑块325相对电池仓滑块319的位置发生改变,为此,可选地,在一实施例中,第一壳体模块模具还包括设于第一壳体模块下模303的压块329,压块329用以将卡孔第一滑块323和卡孔第二滑块325抵压与电池仓滑块319。如此,在压块329的抵压下,卡孔第一滑块323和卡孔第二滑块325相对电池仓滑块319的位置不易发生改变,便于控制成型出的卡孔133开设于电池仓132内表面的位置,有利于提高第一壳体模块模具成型出第一壳体模块130的产品一致性。
[0110]
可选地,在一实施例中,第一壳体模块130还包括设于第一壳体131侧面的机臂连接部134,机臂连接部134背离第一壳体131的一侧设有供机臂111连接的机臂连接腔135,机臂连接部134还设有沿第一壳体131的上下方向延伸的机臂转轴安装孔136,机臂转轴安装孔136连通机臂连接腔135。如此,机臂111转轴可以穿设于机臂111安装孔114以伸入机臂连接腔135,进而伸入机臂111的机臂转轴孔121。如此,通过机臂111转轴实现了机臂111与机臂连接部134的连接。
[0111]
第一壳体模块型腔还包括与第一壳体型腔连通的机臂连接部型腔,第一壳体模块模具还包括设于第一壳体模块下模303的机臂连接部滑块331,机臂连接部滑块331包括设于机臂连接部型腔的机臂连接部成型段,机臂连接部成型段用以成型出机臂连接腔135,机臂连接部成型段的外周面与机臂连接部型腔的内周面之间设有用以成型机臂连接部134的机臂连接部成型间隙,第一壳体模块上模301和/或下模设有用以成型机臂转轴安装孔136的机臂转轴安装孔成型凸部335,机臂转轴安装孔成型凸部335设于机臂连接部成型间隙,机臂转轴安装孔成型凸部335在第一壳体模块模具的上下方向抵接于机臂连接部成型段。如此,可成型出机臂连接部134。
[0112]
可选地,在一实施例中,机臂连接部134设有多个,机臂连接部型腔设有多个,一机臂连接部型腔用以成型出一机臂连接部134。
[0113]
可选地,在一实施例中,多个机臂连接部134包括第一机臂123连接部,第一壳体模块130还包括连接第一机臂123连接部和第一壳本体的外周面的加强部137,第一机臂123连接部、第一壳体131、及加强部137限制出与卡孔133连通的加强腔138,卡孔133连通加强腔138,在第一壳体131的侧方加强腔138的腔壁遮挡卡孔133。如此,加强部137既起到了加强的作用,又具有较少的成型物料,有利于无人机轻量化。
[0114]
第一壳体模块型腔还包括连通机臂连接部型腔、及连通第一壳体型腔的加强部型
腔,第一壳体模块下模303设有穿设于加强部型腔的加强腔成型凸部337,加强腔成型凸部337表面与加强部型腔的内表面之间设有加强部成型间隙,卡孔成型段327抵接加强腔成型凸部337的外周面,以使成型出的卡孔133与加强腔138连通。如此,可成型出加强部137。
[0115]
可选地,在一实施例中,多个模块包括可拆卸连接于第一壳体模块130上方的第二壳体模块140,第二壳体模块140设有散热孔141,多个模具包括对应第二壳体模块140设置的第二壳体模块模具400,第二壳体模块模具400包括第二壳体模块上模401、及与第二壳体模块上模401限制出第二壳体模块成型腔的第二壳体模块下模403,第二壳体模块上模401和/或第二壳体模块下模403设有伸入第二壳体模块成型腔的散热孔成型凸部409,散热孔成型凸部409用以成型出散热孔141。如此,当第二壳体模块140损坏时,可对第二壳体模块140进行更换,以降低无人机的机身的维修成本。
[0116]
可选地,在一实施例中,第二壳体模块140还设有螺丝孔,第二壳体模块模具400还包括穿设于第二壳体模块上模401的顶针407,顶针407伸入第二壳体模块成型腔,顶针407用以成型出螺丝孔。
[0117]
可选地,在一实施例中,多个模块包括可拆卸连接于第一壳体模块130下方的第三壳体模块150。不失一般性,第三壳体模块150可但不限于在无人机降落后为无人机提供支撑。多个模具包括对应第三壳体模块150设置的第三壳体模块模具500,第三壳体模块模具500包括第三壳体模块上模501、及与第三壳体模块上模501限制出第三壳体模块成型腔的第三壳体模块下模503。如此,当第三壳体模块150损坏时,可对第三壳体模块150进行更换,以降低无人机的机身的维修成本。
[0118]
可选地,在一实施例中,第三壳体模块150设有多个支撑脚151,第三壳体模块下模503设有支撑脚151成型凸部,支撑脚151成型凸部的外表面与第三壳体模块150内表面之间设有支撑脚151成型间隙,第三壳体模块上模501设有显露支撑架成型凸部的脱模孔511,第三壳体模块模具500还包括穿设于脱模孔511的脱模滑块509,如此,便于成型出的第三壳体模块150脱出。
[0119]
可选地,在一实施例中,多个模块包括可拆卸连接于第一壳体模块130的相机罩模块160,多个模具包括对应相机罩模块160设置的相机罩模块模具600,相机罩模块模具600包括相机罩模块上模601、及与相机罩模块上模601限制出相机罩模块成型腔的相机罩模块下模603。如此,当相机罩模块160损坏时,可对相机罩模块160进行更换,以降低无人机的机身的维修成本。
[0120]
本发明还提出一种无人机机身的成型方法,无人机机身的成型方法用于制得无人机的机身,机身包括可拆卸连接的多个模块,无人机机身的成型方法包括以下步骤:
[0121]
步骤s100,提供多个模具,其中,一模具用于对应制得一模块;
[0122]
步骤s200,将预浸料铺设于模具的上模和下模;
[0123]
步骤s300,将上模和下模合模;
[0124]
步骤s400,加热模具;
[0125]
步骤s500,冷却模具;
[0126]
步骤s600,对模具进行开模,以获得模块。
[0127]
如此,可成型出无人机的机身的多个模块,多个模块可拆卸连接,当机身的某个模块损坏时,更换对应的模块即可,降低无人机的维修成本。
[0128]
不失一般性,多个模块包括机臂模块、第一壳体模块、第二壳体模块、第三壳体模块、及相机罩模块,对应地,多个模具包括机臂模块模具、第一壳体模块模具、第二壳体模块模具、第三壳体模块模具、及相机罩模块模具。
[0129]
在现有技术中,无人机的机身材质通常采用塑料,塑料材质的机身强度较低,一旦无人机失控坠落,塑料材质的机身容易发生断裂,另外,无人机遇到较强的气流时塑料材质的机身也容易出现裂痕。为提高无人机的机身强度,可选地,在一实施例中,步骤s200包括:将材质为碳纤维加环氧树脂的预浸料铺设于模具的上模和下模,如此,成型出的无人机的机身材质为碳纤维,碳纤维材质的机身结构强度较高,一旦无人机失控坠落,碳纤维材质的机身不容易发生断裂,另外,无人机遇到较强的气流时碳纤维材质的机身也不容易出现裂痕。然本设计不限于此,于其他实施例中,将材质为玻璃纤维加环氧树脂的预浸料铺设于模具的上模和下模。
[0130]
可选地,将预浸料铺设于模具的上模和下模的步骤包括:将材质为t300纤维增加环氧树脂的预浸料铺设于模具的上模和下模,如此,有利于进一步地提高无人机的机身强度。然本设计不限于此,于其他实施例中,将材质为t700纤维增加环氧树脂的预浸料铺设于模具的上模和下模。
[0131]
可选地,在一实施例中,步骤s200包括:将多个预浸料铺层叠地铺设于模具的上模和下模。预浸料的层数越多则成型出的模块的强度越高。
[0132]
可选地,在一实施例中,将多个预浸料铺层叠地铺设设于模具的上模和下模的步骤包括:将多个铺层角度不同的预浸料层叠地铺设设于模具的上模和下模。如此,有利于使得成型出的模块的结构强度较高。
[0133]
可选地,在一实施例中,将多个铺层角度不同的预浸料层叠地铺设设于所述模具的上模和下模的步骤包括:将铺层角度为0
°
的预浸料铺设于上模和下模;将铺层角度为45
°
的预浸料铺设于铺层角度为0
°
的预浸料;将铺层角度为-45
°
的预浸料铺设于铺层角度为45
°
的预浸料;将铺层角度为90
°
的预浸料铺设于铺层角度为-45
°
的预浸料。如此,在上模和下模铺设有四层预浸料,既使得成型出的模块的结构强度较高,又使得成型出的模块重量不会过重。此外,相邻的预浸料的铺层角度相差45
°
也使得成型出的模块的结构强度较高。
[0134]
可选地,在一实施例中,步骤s200包括:将厚度范围为0.1mm-0.4mm的预浸料铺设于模具的上模和下模。预浸料厚度越薄,则成型出的模块的结构强度较低,重量较小,预浸料的厚度越厚,则成型出的模块的结构强度较高,重量较大,如此,既使得成型出的模块的结构强度较高,又使得成型出的模块重量较小。
[0135]
可选地,在一实施例中,无人机机身的成型方法还包括以下步骤:对模块进行表面处理。如此,可提高模块的产品性能。
[0136]
本发明还提出一种无人机,该无人机包括可拆卸连接的多个模块,模块的具体结构参照上述实施例,由于本无人机采用了上述所有实施例的全部技术方案,因此至少具有上述实施例的技术方案所带来的所有有益效果,在此不再一一赘述。其中,多个所述模块由所述模具装置制得;或,多个所述模块通过所述无人机机身的成型方法制得。
[0137]
在现有技术中,无人机的机身材质通常采用塑料,塑料材质的机身强度较低,一旦无人机失控坠落,塑料材质的机身容易发生断裂,另外,无人机遇到较强的气流时塑料材质的机身也容易出现裂痕。为提高无人机的机身强度,可选地,在一实施例中,无人机包括机
身,机身的材质配置为碳纤维。如此,碳纤维材质的机身结构强度较高,一旦无人机失控坠落,碳纤维材质的机身不容易发生断裂,另外,无人机遇到较强的气流时碳纤维材质的机身也不容易出现裂痕。然本设计不限于此,于其他实施例中,机身的材质可但不限于配置为玻璃纤维。
[0138]
可选地,在一实施例中,无人机还包括连接至少一模块的云台支架170。云台支架170可但不限于供相机安装。
[0139]
以上所述仅为本发明的可选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。