1.本技术涉及培养基方瓶生产设备技术领域,具体为一种方瓶生产用自动化线。
背景技术:
2.高品质聚苯乙烯(ps)原料符合usp和vi的医用级别,其优异的光学和化学特性在保证产品稳定的同时也便于显微镜下观察。因此近年来高品质聚苯乙烯(ps)原料常用于制作培养基方瓶,由于方瓶的内部需要进行tc表面处理,以增加其亲水性,因此方瓶的制作过程,大都为使用注塑机分别生产出方瓶的上盖与下盖,然后再使用tc表面处理机对下盖的内表面进行亲水性处理,最后使用贴合机将方瓶的上下盖贴合在一起。
3.如附图1所示,在方瓶的上下盖贴合处会形成产生一条结合缝,如果方瓶的上下盖贴合焊接不紧密,就会导致结合缝漏气,造成方瓶的报废。因此在方瓶生产过程中一个重要步骤就是气密性检测,现有技术中通常采用将方瓶内通入高压气体后将其浸泡在纯水中,以观察是否有气泡冒出,或者是方瓶内通入高压气体后,封堵瓶口,然后通过插入到方瓶内部的气压传感器来监测方瓶内部的气压变化。
4.采用上述两种方法进行方瓶气密性检测,都需要将高压气体送入到方瓶的内部,如果采用惰性气体,会造成惰性气体的浪费,如果采用空气,则方瓶有被污染的风险。同时现有方瓶气密性检测设备,在对输送线上的方瓶进行气密性检测时,输送线需要停止工作,因此方瓶的检测效率较低。
5.同时,现有的方瓶下盖在表面改性处理时,输送带将方瓶运输至表面改性处理工位,然后输送带停止工作,待方瓶下盖被改性处理完成后,输送带继续工作将新一批的方瓶下盖输送至处理工位。采用这种方法进行方瓶下盖处理,处理效率低,无法满足方瓶高速生产的需求。
6.与此同时,现有方瓶生产线大都较为繁杂,且生产设备组合度较低,导致方瓶的生产效率较低,无法满足方瓶的大批量生产。
技术实现要素:
7.本技术提供一种方瓶生产用自动化线,可以快速高效的完成方瓶的生产,同时在对方瓶进行气密性检测时,输送设备无需停机等待,有效提高了检测效率,可以有效解决背景技术中的问题。
8.为实现上述目的,本技术提供如下技术方案:一种方瓶生产用自动化线,包括下盖注塑机、上盖注塑机和转盘焊接机;还包括tc表面处理机、转盘组装机、气密检测流水线和上盖翻转定位机,所述下盖注塑机的出料口与上盖翻转定位机的进料口之间设有输送机一,所述上盖注塑机的出料口与tc表面处理机的进料口之间设有输送机二,所述上盖翻转定位机的出料端与转盘组装机的进料端相接,转盘组装机的进料端与tc表面处理机的出料端相接,转盘组装机的出料端处设有所述转盘焊接机,转盘焊接机与气密检测流水线相接。
9.所述气密检测流水线包括旋转机构,旋转机构的周围分别布置有气密检测输送
线、报废品输送线和成品输送线,所述旋转机构包括步进电机,步进电机的输出轴连接有转盘,转盘的上表面边缘安装有不少于一个的下模具板,下模具板的正上方设有上模具板,所述转盘的上表面中部设有定位支架,定位支架的上表面中部设有高压气罐,高压气罐的外侧面设有送气管,送气管的两个断口处均设有电磁阀一,定位支架的下表面通过气动伸缩臂与上模具板相连。
10.上模具板的内侧面中部设有环形密封槽,环形密封槽的内部设有环形气囊,环形气囊上设有放气口,放气口上设有电控阀门,环形气囊的进气口通过气体分流管与送气管的外侧面相连,气体分流管上设有电磁阀三,上模具板的内侧面上部为测试腔体。
11.所述转盘的外侧面靠近下模具板处设有电控伸缩杆一,电控伸缩杆一的伸缩端设有封堵板,封堵板上设有气压传感器。
12.优选的,所述tc表面处理机包括下盖输送机和电机,所述下盖输送机的输送带上设有用于卡接方瓶下盖的下盖卡槽,其特征在于:还包括循环式高压放电装置,所述下盖输送机的动力输入端连接有主动力输出轴,主动力输出轴的一端与电机的输出轴通过联轴器相接,主动力输出轴的另一端通过皮带传动机构与所述循环式高压放电装置的动力输入轴相连。
13.优选的,所述皮带传动机构的外部套接有皮带轮防护罩,所述循环式高压放电装置的外侧面设置有防护罩,防护罩的上端面设有供下盖输送机穿过的缺口,链板式输送机的动力输出轴与主动力输出轴通过皮带传动机构相连,链板式输送机与下盖输送机同速旋转,支撑杆的外侧面端部设置在外部导电滑槽内,所述高压放电装置外侧面下端的造型与方瓶下盖内侧面的造型一致,支撑杆的下端面设有万向支撑轮,万向支撑轮设置在防护罩的内侧面底部。
14.优选的,所述上盖翻转定位机包括排序送带、电子识别设备、双向泵、直线电机、电控伸缩杆、步进调位电机、x轴定位电控伸缩杆、z轴电控升降台、翻转定位电控伸缩杆和皮带输送机,所述排序送带的外侧面前后两端均安装有护罩,所述皮带输送机安装在排序送带的尾部,电子识别设备包括工业摄像头和测距传感器;所述护罩的外侧面中部设有龙门架,所述电子识别设备安装在龙门架的上表面右侧;所述直线电机安装在护罩的外侧面右端,直线电机上连接有滑台,步进调位电机安装在滑台的上表面,步进调位电机的输出轴与电控伸缩杆的端部相连,电控伸缩杆的伸缩端连接有安装板,安装板上设有双向泵和中空管,中空管的下端面设有吸嘴;所述护罩的外侧面右侧安装有定位翻转装置,所述定位翻转装置包括定位机构和翻转机构,所述定位机构包括定位台,所述定位台的上表面设有阵列均布的底部万向球支撑,定位台的左侧面设有左端立板,定位台的前侧面设有前端立板,所述定位台的外侧面后端设有x轴定位电控伸缩杆,x轴定位电控伸缩杆的伸缩端设有x轴推板;所述翻转机构安装在定位台的外侧面,翻转机构包括两个左右对称设置的z轴电控升降台,z轴电控升降台通过滑台连接有翻转电机,翻转电机的输出轴连接有翻转定位电控伸缩杆。
15.优选的,所述龙门架通过定位杆连接有刮板,刮板的下表面与排序送带上表面之间的距离小于两个方瓶上盖叠加的高度,且大于一个方瓶上盖的高度,所述中空管设置在安装板的下表面远离电控伸缩杆的一侧,双向泵的出气管与吸嘴相连,出气管穿过中空管设置,所述定位台通过立柱固定在护罩上,所述x轴推板的外侧面下端与前端立板的外侧面
下端均设有侧边万向球支撑,所述x轴推板设置在底部万向球支撑的上方。
16.优选的,所述转盘组装机包括直线电机、吸盘组、x轴电控微调伸缩杆、y轴电控微调伸缩杆、电控施压伸缩杆、电控伸缩杆、电控升降杆、步进电机、电控夹紧伸缩杆和压力传感器;其中吸盘组通过软管与外部真空泵的进气口相连,所述步进电机的输出轴连接有中空轴,中空轴的上端面设有中空转盘,中空转盘的上表面中部设有通孔,电控升降杆穿过通孔和中空轴设置;所述电控升降杆的伸缩端连接有不少于一个的电控伸缩杆,电控伸缩杆的伸缩端连接有用于微调上盖左右与前后距离的上盖微调机构,上盖微调机构通过中空连接杆与吸盘组相接;所述中空转盘的外侧面设置有不少于一个的u型侧立板,u型侧立板的外侧面一端安装有直线电机,直线电机上连接有滑台,滑台上安装有电控夹紧伸缩杆,电控夹紧伸缩杆的伸缩端穿过设置在u型侧立板外侧面的条形槽连接有l形夹板;u型侧立板的内侧面底部设有托板,中空转盘通过设置在其外侧面的支架连接有电控施压伸缩杆,电控施压伸缩杆的伸缩端安装有上压板,u型侧立板的上表面右端设有l形侧挡板,l形侧挡板的内侧面与u型侧立板的内侧面位于同一竖直面内,上压板紧贴l形侧挡板的内侧面设置。
17.优选的,所述上盖微调机构包括滑杆、内框架、滑块、x轴电控微调伸缩杆、外框架和y轴电控微调伸缩杆,其中外框架与电控伸缩杆的伸缩端相连,滑杆设置在外框架的内侧面,滑杆与内框架滑动连接,x轴电控微调伸缩杆设置在外框架的内侧面,且x轴电控微调伸缩杆的朝向与滑杆一致,x轴电控微调伸缩杆的伸缩端与内框架相接,内框架的内侧面设有y轴电控微调伸缩杆,y轴电控微调伸缩杆的伸缩端与滑块相连,滑块与内框架滑动连接,滑块的下表面与中空连接杆相连,所述l形夹板的内侧面与方瓶上盖的端角卡接对应设置,所述l形夹板穿过条形槽设置,l形夹板与滑台之间设有伸缩杆,伸缩杆穿过条形槽设置,伸缩杆与电控夹紧伸缩杆平行设置,所述托板的上表面阵列均布有滚珠支撑,托板的上表面设有不少于一个的操作槽,所述上压板的上表面中部设有操作窗口,上压板的左侧面设有与操作窗口相连通的缺口,缺口的宽度大于中空连接杆横截面的直径。
18.优选的,所述高压气罐上安装有补气管。
19.优选的,所述上模具板和下模具板的边缘处均设置有与方瓶瓶口卡接对应设置的瓶口定位槽。
20.优选的,所述循环式高压放电装置包括链板式输送机,链板式输送机的链板上安装有支撑杆,支撑杆的上端面设有电控升降杆,电控升降杆的伸缩端通过连接板连接有连接杆,连接杆上安装有高压放电装置与现有技术相比,本技术的有益效果是:1、本方瓶生产用自动化线,各机构配合紧密,方瓶的生产效率高,可以快速高效的完成方瓶的生产,同时在对方瓶进行气密性检测时,输送设备无需停机等待,有效提高了检测效率;2、需要进行气密性检测的方瓶从气密检测输送线上移动至产品识别设备处时,产品识别设将信号传递给外部单片机,单片机控制一级机械拾取臂工作将气密检测输送线上的方瓶送入到下模具板的模具槽内,气动伸缩臂伸长将上模具板压扣在下模具板上,此时方瓶的位置得以固定,然后步进电机工作将待测方瓶移开,以方便下个方瓶的测试,同步的,电控伸缩杆一伸长将气压传感器插入带方瓶的瓶口内,与此同时,封堵板完成对方瓶瓶口的封堵,防止其漏气,电磁阀开启首先给环形密封槽内的环形密封气囊充气,此时测试腔
体内形成密闭空间,通过送气管往测试腔体内送入高压洁净气体,如果方瓶的焊接缝漏气,则方瓶内气压显著升高,此时既可以通过气压传感器进行检测,漏气的方瓶会被送至报废品输送线上,没有问题的方瓶则经由成品输送线送至包装线;3、通过下盖注塑机和上盖注塑机可以分别将方瓶的上下盖注塑生产出来,通过tc表面处理机可以对方瓶上盖的内部进行表面亲水性处理,方便了细胞的贴壁生长,上盖翻转定位机可以将方瓶的下盖翻转180度后固定,方便了方瓶上下盖在组装时的精准定位,通过转盘组装机可以将方瓶上下盖扣接在一起,使用转盘焊接机可以将方瓶上下盖的扣接缝焊接在一起,通过气密检测流水线可以对方瓶产品进行气密性检测,以测试其是否漏气。
附图说明
21.图1为方瓶的结构示意图。
22.图2为本技术安装示意图;图3为上盖翻转定位机的排序送带结构示意图;图4为图3中a处局部放大示意图;图5为上盖翻转定位机中排序送带和皮带输送机配合使用的示意图;图6为上盖翻转定位机的排序送带主视图;图7为tc表面处理机的结构示意图;图8为tc表面处理机的主视剖面图;图9为tc表面处理机的俯视图;图10为tc表面处理机中循环式高压放电装置的结构示意图;图11为转盘组装机结构示意图;图12为转盘组装机主视意图;图13为转盘组装机俯视图;图14为转盘组装机的上盖微调机构结构示意图;图15为气密检测流水线的结构示意图;图16为气密检测流水线中旋转机构的结构示意图;图17为气密检测流水线中旋转机构的主视图;图18为图17中a处局部放大示意图。
23.图中:1下盖注塑机、2上盖注塑机、3 tc表面处理机、4转盘组装机、5转盘焊接机、6气密检测流水线、7上盖翻转定位机;31上盖输送机、32上盖卡槽、33防护罩、34主动力输出轴、35皮带轮防护罩、36循环式高压放电装置、361连接板、362连接杆、363高压放电装置、364电控升降杆、365链板式输送机、366链板、367支撑杆、368万向支撑轮、37皮带传动机构、38电机;41直线电机、42上压板、43吸盘组、44中空连接杆、45上盖微调机构、451滑杆、452内框架、453滑块、454 x轴电控微调伸缩杆、455外框架、456 y轴电控微调伸缩杆、46电控施压伸缩杆、47电控伸缩杆、48电控升降杆、49中空转盘、410步进电机、411 l形侧挡板、412 u型侧立板、413中空轴、414伸缩杆、415托板、416操作槽、417滚珠支撑、418 l形夹板、419电控夹紧伸缩杆、420滑台;61 气密检测输送线、62旋转机构、621高压气罐、622上模具板、623转盘、624下模
具板、625步进电机、626送气管、6261气体分流管、627电磁阀一、628补气管、629定位支架、6210气动伸缩臂、6211气压传感器、6212电控伸缩杆一、6213封堵板、6214环形密封槽、6215测试腔体、63成品输送线、64二级机械拾取臂、65三级机械拾取臂、66报废品输送线、67一级机械拾取臂、68产品识别设备;71排序送带、72定位杆、73龙门架、74电子识别设备、75双向泵、76中空管、77安装板、78直线电机、79电控伸缩杆、710步进调位电机、711滑台、712吸嘴、713刮板、714护罩、715侧边万向球支撑、716 x轴定位电控伸缩杆、717 x轴推板、718底部万向球支撑、719 z轴电控升降台、720翻转电机、721前端立板、722定位台、723立柱、724左端立板、725定位槽、726皮带输送机、727翻转定位电控伸缩杆。
具体实施方式
24.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
25.在本技术的描述中,当某一特征被称为“设置”、“固定”、“连接”在另一个特征,它可以直接设置、固定、连接在另一个特征上,也可以间接地设置、固定、连接在另一个特征上。
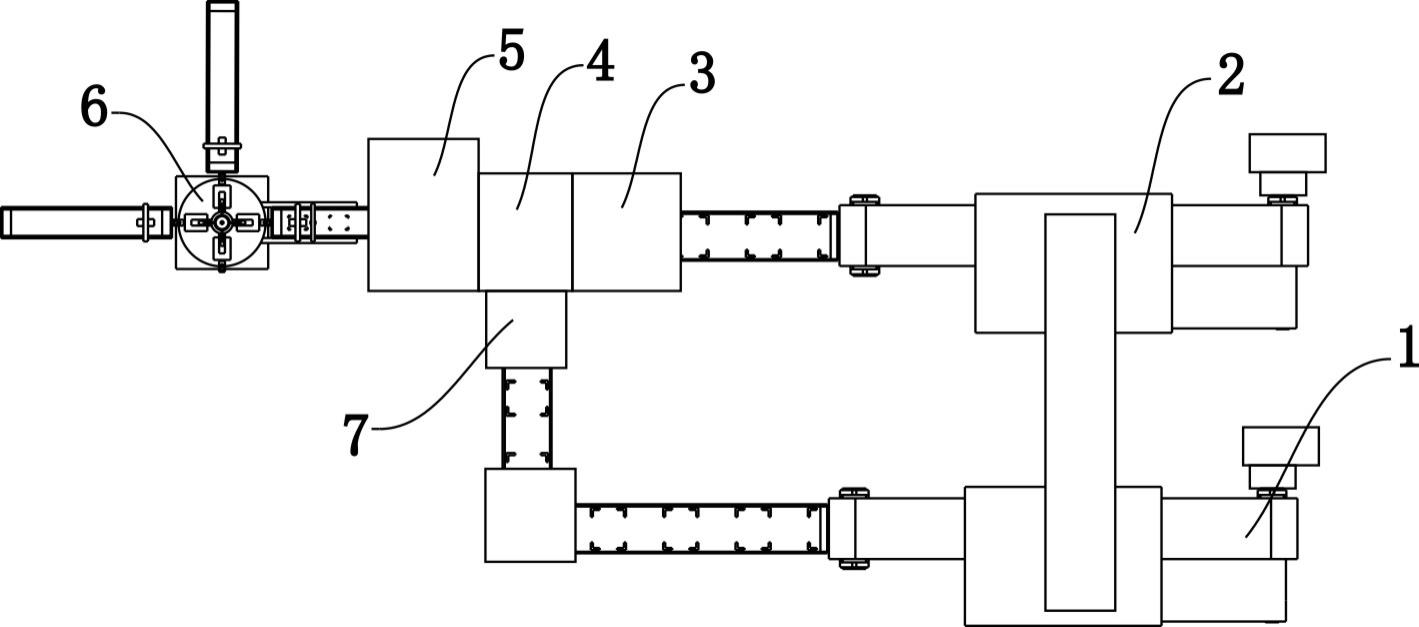
26.请参阅图2,本技术提供以下技术方案:一种方瓶生产用自动化线,包括下盖注塑机1、上盖注塑机2和转盘焊接机5;还包括tc表面处理机3、转盘组装机4、气密检测流水线6和上盖翻转定位机7,所述下盖注塑机1的出料口与上盖翻转定位机7的进料口之间设有输送机一,所述上盖注塑机2的出料口与tc表面处理机3的进料口之间设有输送机二,所述上盖翻转定位机7的出料端与转盘组装机4的进料端相接,转盘组装机4的进料端与tc表面处理机3的出料端相接,转盘组装机4的出料端处设有所述转盘焊接机5,转盘焊接机5与气密检测流水线6相接。
27.具体的,通过下盖注塑机1和上盖注塑机2可以分别将方瓶的上下盖注塑生产出来,通过tc表面处理机3可以对方瓶上盖的内部进行表面亲水性处理,方便了细胞的贴壁生长,上盖翻转定位机7可以将方瓶的下盖翻转180度后固定,方便了方瓶上下盖在组装时的精准定位,通过转盘组装机4可以将方瓶上下盖扣接在一起,使用转盘焊接机5可以将方瓶上下盖的扣接缝焊接在一起,通过气密检测流水线6可以对方瓶产品进行气密性检测,以测试其是否漏气。
28.请参阅图15-18,所述气密检测流水线6包括旋转机构62,旋转机构62的周围分别布置有气密检测输送线61、报废品输送线66和成品输送线63,所述气密检测输送线61上安装有用于检测产品在输送带上位置的产品识别设备68和用于将气密检测输送线61上的方瓶抓取到旋转机构62上的一级机械拾取臂67,所述报废品输送线66上安装有用于旋转机构62上抓取报废品方瓶的三级机械拾取臂65,所述成品输送线63上安装有用于从旋转机构62上抓取成品方瓶的二级机械拾取臂64,所述旋转机构62包括步进电机625,步进电机625的输出轴连接有转盘623,转盘623的上表面边缘安装有不少于一个的下模具板624,下模具板624的正上方设有上模具板622,所述转盘623的上表面中部设有定位支架629定位支架629
的上表面中部设有高压气罐621,高压气罐621的外侧面设有送气管626,送气管626的两个断口处均设有电磁阀一627,定位支架629的下表面通过气动伸缩臂6210与上模具板622相连。
29.上模具板622的内侧面中部设有环形密封槽6214,环形密封槽6214的内部设有环形气囊,环形气囊上设有放气口,放气口上设有电控阀门,环形气囊的进气口通过气体分流管6261与送气管626的外侧面相连,气体分流管6261上设有电磁阀三,上模具板622的内侧面上部为测试腔体6215;所述转盘623的外侧面靠近下模具板624处设有电控伸缩杆一6212,电控伸缩杆一6212的伸缩端设有封堵板6213,封堵板6213上设有气压传感器6211。
30.进一步的,所述高压气罐621上安装有补气管628。
31.进一步的,所述上模具板622和下模具板624的边缘处均设置有与方瓶瓶口卡接对应设置的瓶口定位槽。
32.具体的,需要进行气密性检测的方瓶从气密检测输送线61上移动至产品识别设备68处时,产品识别设备68将信号传递给外部单片机,单片机控制一级机械拾取臂67工作将气密检测输送线61上的方瓶送入到下模具板624的模具槽内,气动伸缩臂6210伸长将上模具板622压扣在下模具板624上,此时方瓶的位置得以固定,然后步进电机625工作将待测方瓶移开,以方便下个方瓶的测试,同步的,电控伸缩杆一6212伸长将气压传感器6211插入带方瓶的瓶口内,与此同时,封堵板6213完成对方瓶瓶口的封堵,防止其漏气,电磁阀开启首先给环形密封槽6214内的环形密封气囊充气,此时测试腔体6215内形成密闭空间,通过送气管626往测试腔体6215内送入高压洁净气体,如果方瓶的焊接缝漏气,则方瓶内气压显著升高,此时既可以通过气压传感器6211进行检测,漏气的方瓶会被送至报废品输送线66上,没有问题的方瓶则经由成品输送线63送至包装线。
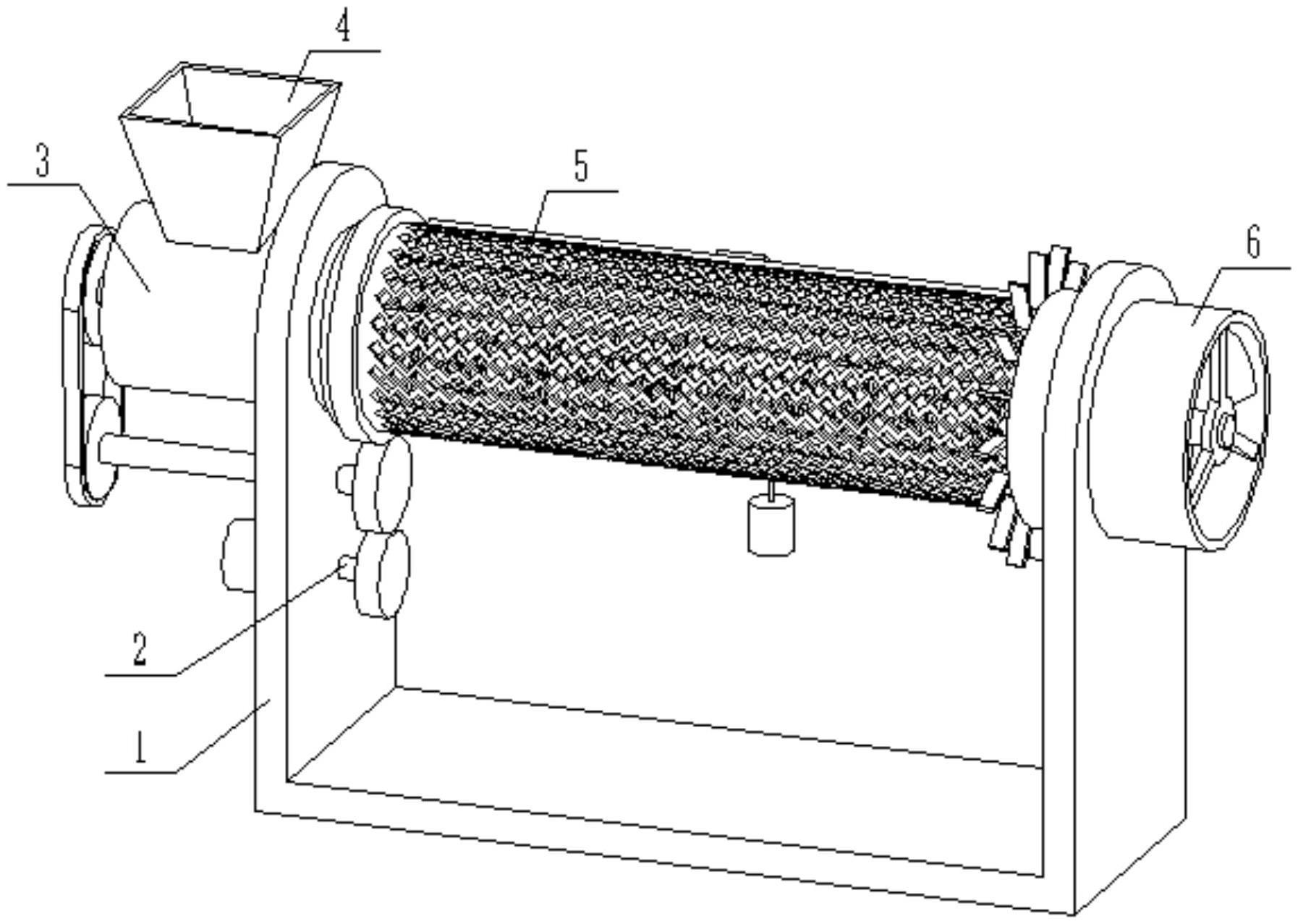
33.请参阅图7-10,tc表面处理机包括下盖输送机31和电机38,所述下盖输送机31的输送带上设有用于卡接方瓶下盖的下盖卡槽32,还包括循环式高压放电装置36,所述下盖输送机31的动力输入端连接有主动力输出轴34,主动力输出轴34的一端与电机38的输出轴通过联轴器相接,主动力输出轴34的另一端通过皮带传动机构37与所述循环式高压放电装置36的动力输入轴相连。
34.具体的,下盖输送机31将方瓶下盖输送至循环式高压放电装置36处,循环式高压放电装置36利用高频率高电压电晕放电而产生细小密集的紫蓝色火花,并产生等离子体,使被处理的塑料表面产生游离基反应而使聚合物发生交联,方瓶下盖表面变粗糙其亲水性能增加。
35.更为具体的,电机38带动链板式输送机365和下盖输送机31同速旋转,使得循环式高压放电装置36可以随着方瓶下盖同步运动。
36.所述循环式高压放电装置36包括链板式输送机365,链板式输送机365的链板366上安装有支撑杆367,支撑杆367的上端面设有电控升降杆364,电控升降杆364的伸缩端通过连接板361连接有连接杆362,连接杆362上安装有高压放电装置363。
37.具体的,链板式输送机365用于带动高压放电装置363随着方瓶下盖同步运动,通过电控升降杆364可以带动高压放电装置363做升降移动。
38.进一步的,所述皮带传动机构37的外部套接有皮带轮防护罩35。
39.具体的,皮带轮防护罩35的设置可以有效提高设备运行的安全性。
40.进一步的,所述循环式高压放电装置36的外侧面设置有防护罩33,防护罩33的上端面设有供下盖输送机31穿过的缺口。
41.具体的,防护罩33的设置可以有效保障循环式高压放电装置36的安全运行。
42.进一步的,链板式输送机365的动力输出轴与主动力输出轴34通过皮带传动机构37相连,链板式输送机365与下盖输送机31同速旋转。
43.具体的,同步工作的链板式输送机365和下盖输送机31,保障了方瓶下盖与高压放电装置363的同步性,有效提高了方瓶下盖表面处理的精准度。
44.进一步的,支撑杆367的外侧面端部设置在外部导电滑槽内。
45.具体的,电滑槽的设置可以给高压放电装置363和电控升降杆364输入电控信号和提供其运行所需的电力。
46.进一步的,高压放电装置363外侧面下端的造型与方瓶下盖内侧面的造型一致。
47.具体的,高压放电装置363的外表面贴合方瓶下盖的内侧面,有效提高了方瓶下盖内表面亲水性处理的精准度。
48.进一步的,支撑杆367的下端面设有万向支撑轮368,万向支撑轮368设置在防护罩33的内侧面底部。
49.具体的,通过万向支撑轮368可以提高设备整体运行的稳定性。
50.请参阅图3-6,所述上盖翻转定位机7包括排序送带71、电子识别设备74、双向泵75、直线电机78、电控伸缩杆79、步进调位电机710、x轴定位电控伸缩杆716、z轴电控升降台719、翻转定位电控伸缩杆720和皮带输送机726,所述排序送带71的外侧面前后两端均安装有护罩714,所述皮带输送机726安装在排序送带71的尾部,电子识别设备74包括工业摄像头和测距传感器;所述护罩714的外侧面中部设有龙门架73,所述电子识别设备74安装在龙门架73的上表面右侧。
51.具体的,排序送带71用于输送从注塑机出料口排出的方瓶下盖,电子识别设备74主要包括工业摄像头和测距传感器,工业摄像头为高速摄像头,其与外部识别设备配合使用,完成拍照后供后台系统识别方瓶下盖开口方向,同时,通过传感器可以进一步检测方瓶下盖开口方向,以防工业摄像头发生误判,具体方法为如果方瓶下盖的开口朝下,当其通过测距传感器下方时,检测设备会检测到一个长波峰。
52.所述直线电机78安装在护罩714的外侧面右端,直线电机78上连接有滑台711,步进调位电机710安装在滑台711的上表面,步进调位电机710的输出轴与电控伸缩杆79的端部相连,电控伸缩杆79的伸缩端连接有安装板77,安装板77上设有双向泵75和中空管76,中空管76的下端面设有吸嘴712。
53.具体的,通过直线电机78可以控制吸嘴712左右移动,步进调位电机710可以控制吸嘴712绕电控伸缩杆79旋转移动,电控伸缩杆79可以带动吸嘴712做升降移动,待吸嘴712压在下盖上表面时,双向泵75用于将吸嘴712的内部抽成真空,以便于吸嘴712将下盖提起。
54.所述护罩714的外侧面右侧安装有定位翻转装置,所述定位翻转装置包括定位机构和翻转机构,所述定位机构包括定位台722,所述定位台722的上表面设有阵列均布的底部万向球支撑718,定位台722的左侧面设有左端立板724。定位台722的前侧面设有前端立板721,所述定位台722的外侧面后端设有x轴定位电控伸缩杆716,x轴定位电控伸缩杆716
的伸缩端设有x轴推板717。
55.具体的,定位机构用于方瓶下盖定位前的校正,方便了后续方瓶下盖的精准放置,翻转机构用于将开口朝下的方瓶下盖翻转180度。
56.更为具体的,底部万向球支撑718的设置可以有效防止方瓶下盖在定位时被刮花,通过吸嘴712将方瓶下盖放置到定位台722的上表面,由于排序送带71上两个护罩714之间的距离略大于方瓶下盖的宽度,因此方瓶下盖放置到定位台722上时,只是略微倾斜,x轴定位电控伸缩杆716伸长带动x轴推板717将方瓶下盖推至前端立板721处,使得培养皿下盖的前侧面与前端立板721齐平,然后设置在右端的电控伸缩杆727伸长将方瓶下盖推送至左端立板724处,从而实现方瓶下盖的校正。
57.所述翻转机构安装在定位台722的外侧面,翻转机构包括两个左右对称设置的z轴电控升降台719,z轴电控升降台719通过滑台连接有翻转电机720,翻转电机720的输出轴连接有翻转定位电控伸缩杆727。
58.具体的,当放置到定位台722上表面的培养需要翻转时,待方瓶下盖校正完成后,两端的两个翻转定位电控伸缩杆727通过伸长完成方瓶下盖的夹取,然后x轴推板717后撤,待z轴电控升降台719将方瓶下盖升到一定高度后,翻转电机720工作将方瓶下盖翻转180度,最后将方瓶下盖重新放置到定位台722的上表面。
59.进一步的,所述龙门架73通过定位杆72连接有刮板713,刮板713的下表面与排序送带71上表面之间的距离小于两个方瓶下盖叠加的高度,且大于一个方瓶下盖的高度。
60.具体的,通过刮板713可以将叠摞的方瓶下盖摊开。
61.进一步的,所述中空管76设置在安装板77的下表面远离电控伸缩杆79的一侧,双向泵75的出气管与吸嘴712相连,出气管穿过中空管76设置。
62.具体的,当吸嘴712贴在下盖外表面时,双向泵75可以通过出气管将吸嘴712的内部抽成真空。
63.进一步的,所述定位台722通过立柱723固定在护罩714上。
64.具体的,通过立柱723可以将定位台722悬空设置,使得定位机构与翻转机构不会干涉到排序送带71工作。
65.进一步的,所述x轴推板717的外侧面下端与前端立板721的外侧面下端均设有侧边万向球支撑715。
66.具体的,通过设置侧边万向球支撑715可以有效避免方瓶下盖的侧面被刮花。
67.进一步的,所述x轴推板717设置在底部万向球支撑718的上方。
68.具体的,x轴推板717推动下盖移动时,x轴推板717下表面不会干涉到底部万向球支撑718。
69.进一步的,请参阅图11-14,所述转盘组装机4包括直线电机41、吸盘组43、x轴电控微调伸缩杆454、y轴电控微调伸缩杆456、电控施压伸缩杆46、电控伸缩杆47、电控升降杆48、步进电机410、电控夹紧伸缩杆419和压力传感器;其中吸盘组43通过软管与外部真空泵的进气口相连,所述步进电机410的输出轴连接有中空轴413,中空轴413的上端面设有中空转盘49,中空转盘49的上表面中部设有通孔,电控升降杆48穿过通孔和中空轴413设置。
70.具体的,通过吸盘组43可以完成方瓶上下盖的吸附上料,通过直线电机41可以调节方瓶下盖在托板415上表面的左右距离,通过电控夹紧伸缩杆419可以调节方瓶下盖在托
板415上表面的前后距离,通过x轴电控微调伸缩杆454可以调节方瓶上盖的左右距离,通过y轴电控微调伸缩杆456可以调节方瓶上盖的前后距离。
71.更为具体的,通过电控伸缩杆47可以带动吸盘组43左右移动,可以将吸盘组43移动至原料的正上方,方便了原料的吸取,电控升降杆48通过伸缩可以带动吸盘组43上下移动,步进电机410可以带动中空转盘49旋转,从而实现加工工位的快速切换,电控夹紧伸缩杆419用于带动l形夹板418夹紧方瓶下盖。
72.所述电控升降杆48的伸缩端连接有两个左右对称设置的电控伸缩杆47,电控伸缩杆47的伸缩端连接有用于微调上盖左右与前后距离的上盖微调机构5,上盖微调机构45通过中空连接杆44与吸盘组43相接。
73.具体的,电控伸缩杆47水平设置,吸盘组43吸取上盖后,通过上盖微调机构45可以前后左右微调上盖的位置,使得上盖可以与下盖精准的扣接在一起。
74.所述中空转盘49的外侧面设置有两个左右对称设置的u型侧立板412,u型侧立板412的外侧面一端安装有直线电机41,直线电机41上连接有滑台420,滑台420上安装有电控夹紧伸缩杆419,电控夹紧伸缩杆419的伸缩端穿过设置在u型侧立板412外侧面的条形槽连接有l形夹板418。
75.具体的,直线电机41可以带动l形夹板418左右移动,电控夹紧伸缩杆19可以带动l形夹板418左右移动前后移动。
76.u型侧立板412的内侧面底部设有托板415,中空转盘49通过设置在其外侧面的支架连接有电控施压伸缩杆46,电控施压伸缩杆46的伸缩端安装有上压板42,u型侧立板412的上表面右端设有l形侧挡板411,l形侧挡板411的内侧面与u型侧立板412的内侧面位于同一竖直面内,上压板42紧贴l形侧挡板411的内侧面设置。
77.具体的,通过电控施压伸缩杆46可以带动上压板42向下移动,上压板42可以将方瓶上下盖压扣在一起。
78.更为具体的,u型侧立板412的内侧壁中部三个面上均设有压力传感器,当方瓶的上下盖与压力传感器接触时,则代表方瓶上下盖完成定位。
79.进一步的,所述上盖微调机构45包括滑杆451、内框架452、滑块453、x轴电控微调伸缩杆454、外框架455和y轴电控微调伸缩杆456,其中外框架455与电控伸缩杆47的伸缩端相连,滑杆451设置在外框架455的内侧面,滑杆451与内框架452滑动连接,x轴电控微调伸缩杆454设置在外框架455的内侧面,且x轴电控微调伸缩杆454的朝向与滑杆451一致,x轴电控微调伸缩杆454的伸缩端与内框架452相接,内框架452的内侧面设有y轴电控微调伸缩杆456,y轴电控微调伸缩杆456的伸缩端与滑块453相连,滑块453与内框架452滑动连接,滑块453的下表面与中空连接杆44相连。
80.具体的,吸盘组43从输送机上吸附方瓶上盖后,通过x轴电控微调伸缩杆454可以带动上盖做左右微调,直至上盖的右侧面触碰到设置在u型侧立板412内侧壁右端的压力传感器后,既代表上盖完成右侧面定位;然后由y轴电控微调伸缩杆456带动吸盘组43前后微调,直至上盖的前侧面触碰到设置在u型侧立板412内侧壁前端的压力传感器后,既代表上盖完成前侧面定位,此时既可以进行方瓶上下盖的扣接。
81.进一步的,所述l形夹板418的内侧面与方瓶上盖的端角卡接对应设置。
82.具体的,l形夹板418的内侧面与方瓶上盖紧密配合在一起,有效保障了上下盖扣
接的精准度。
83.进一步的,所述l形夹板418穿过条形槽设置,l形夹板418与滑台420之间设有伸缩杆414,伸缩杆414穿过条形槽设置,伸缩杆414与电控夹紧伸缩杆419平行设置。
84.具体的,伸缩杆414的设置可以保障l形夹板418的稳定性。
85.进一步的,所述托板415的上表面阵列均布有滚珠支撑417。
86.具体的,滚珠支撑417的设置可以有效避免方瓶上盖在移动时,其下表面被刮伤。
87.进一步的,托板415的上表面设有两个前后对称设置的操作槽416。
88.具体的,通过操作槽416外部夹具可以快速将方瓶夹起,方便了方瓶的卸料。
89.进一步的,所述上压板42的上表面中部设有操作窗口,上压板42的左侧面设有与操作窗口相连通的缺口,缺口的宽度大于中空连接杆44横截面的直径。
90.具体的,缺口的设置使得中空连接杆44在左右移动时不会被上压板42干涉,操作窗口可以供吸盘组43自由穿行。
91.在使用时:首先由下盖注塑机1和上盖注塑机2分别将方瓶的上下盖注塑生产出来,然后方瓶的上盖经由输送线送至tc表面处理机3处,通过下盖输送机31将方瓶下盖输送至表面改性处理工位,待需要处理的方瓶下盖位于高压放电装置363正下方时,电控升降杆364伸长将高压放电装置363置于方瓶下盖内侧面,同步的,高压放电装置363随着方瓶下盖同步移动。
92.高压放电装置363利用高频率高电压电晕放电而产生细小密集的紫蓝色火花,并产生等离子体,使被处理的塑料表面产生游离基反应而使聚合物发生交联,方瓶下盖表面变粗糙其亲水性能增加,待处理完成后,电控升降杆364伸长将高压放电装置363提起,高压放电装置363随着链板式输送机365旋转一圈后,进入新的处理工位。
93.培养板上盖经由输送线送至上盖翻转定位机7处,排序送带71带动上盖朝着皮带输送716移动,待上盖移动到电子识别设备74的下方时,由电子识别设备74对上盖开口朝向进行判别,判别完成后,电控伸缩杆79带动吸嘴712下移,将吸嘴712紧贴在上盖的外侧面,然后双向泵75工作将吸嘴712紧吸在上盖外表面。
94.随后电控伸缩杆79伸长将上盖提起,直线电机78带动滑台711移动将上盖运送至定位台712处,随后通过控制电控伸缩杆79、步进调位电机710和吸嘴712,将上盖放置到定位台712上表面。
95.由于排序送带71上两个护罩714之间的距离略大于培养板上盖的宽度,因此培养板上盖放置到定位台722上时,只是略微倾斜,x轴定位电控伸缩杆716伸长带动x轴推板717将培养板上盖推至前端立板721处,使得培养皿上盖的前侧面与前端立板721齐平,然后设置在右端的电控伸缩杆727伸长将培养板上盖推送至左端立板724处,从而实现培养板上盖的校正。
96.当放置到定位台722上表面的培养需要翻转时,待培养板上盖校正完成后,两端的两个翻转定位电控伸缩杆727通过伸长完成培养板上盖的夹取,然后x轴推板717后撤,待z轴电控升降台719将培养板上盖升到一定高度后,翻转电机720工作将培养板上盖翻转180度,最后将培养板上盖重新放置到定位台722的上表面。
97.待上盖校正完成后,通过吸嘴712将其提起,随后通过控制电控伸缩杆79、步进调位电机710和吸嘴712工作就可以将吸嘴712精准的放置到皮带输送机726的定位槽725内。
98.待方瓶上下盖均进入到组装工位后,转盘组装机4启动,电控伸缩杆47伸长将吸盘组43置于输送带磨具槽内方瓶下盖的上方,然后电控升降48带动吸盘组43下移,吸盘组43完成方瓶下盖的吸取,然后电控伸缩杆47收缩将方瓶下盖置于托板415的上方,吸盘组43将方瓶下盖置于托板415的上表面,电控夹紧伸缩杆419伸长将方瓶下盖推送至u型侧立板的内侧面后端,然后直线电机41带动l形夹板418朝着中空转盘49移动,直至方瓶下盖的左侧面与u型侧立板412的左侧面相接。
99.然后步进电机410带动中空转盘49旋转,将方瓶下盖旋至扣接工位,电控伸缩杆47伸长将吸盘组43置于输送带磨具槽内方瓶上盖的上方,然后电控升降48带动吸盘组43下移,吸盘组43完成方瓶上盖的吸取,然后电控伸缩杆47收缩将方瓶上盖置于方瓶下盖的上方,通过x轴电控微调伸缩杆454可以带动上盖做左右微调,直至上盖的右侧面触碰到设置在u型侧立板412内侧壁右端的压力传感器后,既代表上盖完成右侧面定位。然后由y轴电控微调伸缩杆456带动吸盘组43前后微调,直至上盖的前侧面触碰到设置在u型侧立板412内侧壁前端的压力传感器后,既代表上盖完成前侧面定位,此时既可以进行方瓶上下盖的扣接。
100.扣接时,电控施压伸缩46带动上压板42下移,同步的,电控升降杆48带动方瓶上盖下移,由上压板42将方瓶上下盖压合扣接在一起,扣接完成后的方形瓶经由机械臂转移至焊接工位,由转盘焊接机5对方瓶扣接位置进行焊接,焊接完成后的方瓶进入到气密检测流水线6。
101.需要进行气密性检测的方瓶从气密检测输送线61上移动至产品识别设备68处时,产品识别设备68将信号传递给外部单片机,单片机控制一级机械拾取臂67工作将气密检测输送线61上的方瓶送入到下模具板624的模具槽内,气动伸缩臂6210伸长将上模具板622压扣在下模具板624上,此时方瓶的位置得以固定,然后步进电机625工作将待测方瓶移开,以方便下个方瓶的测试,同步的,电控伸缩杆一6212伸长将气压传感器6211插入带方瓶的瓶口内,与此同时,封堵板6213完成对方瓶瓶口的封堵,防止其漏气,电磁阀开启首先给环形密封槽6214内的环形密封气囊充气,此时测试腔体6215内形成密闭空间,通过送气管626往测试腔体6215内送入高压洁净气体,如果方瓶的焊接缝漏气,则方瓶内气压显著升高,此时既可以通过气压传感器6211进行检测,漏气的方瓶会被送至报废品输送线66上,没有问题的方瓶则经由成品输送线63送至包装线。
102.具体的,下盖注塑机1、上盖注塑机2、tc表面处理机3、转盘组装机4、转盘焊接机5、气密检测流水线6和上盖翻转定位机7的输入端均通过外部控制其与外部电源的输出端电连接。
103.值得注意的是:本技术的各加工工位之间通过输送带和机械臂进行物料传送。
104.尽管已经示出和描述了本技术的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本技术的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本技术的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。