1.本实用新型属于制动钳活塞技术领域,更具体地说,涉及一种电子手刹制动钳活塞新型定位装配装置。
背景技术:
2.制动钳一般包括钳体、制动片、活塞,活塞推动制动片抵靠到制动盘上以实现制动;在钳体和活塞的装配的方式中,传统的方式都是采用人工手动压紧装配来进行配合,但是这种人工转配的方式存在生产效率低下,人工成本过高的问题;之后市面上出现了自动的制动钳活塞装配装置,例如专利公开号为cn208132786u;专利名称为一种汽车制动钳活塞安装定位夹紧装置;公开了一种汽车制动钳活塞安装定位夹紧装置,属于汽车零部件领域,包括底座、前定位板、前定位销、后定位板、后定位销和气缸,所述前定位板和后定位板安装在底座上表面的两侧,所述前定位销的一端安装在前定位板上,所述后定位销的一端安装在后定位板上,所述前定位销和后定位销的轴线均与底座上表面垂直,所述气缸垂直安装在底座下表面,气缸的端部穿透底座,通过设置前定位板、后定位板及前定位销和后定位销,结合气缸对钳体底部的顶紧作用,对钳体六个方向的自由度进行完全定位,对钳体进行有效地夹紧和定位,确保活塞压入过程中钳体位置的固定,降低安装成本,提高活塞与钳体的安装精度及安装效率。
3.在上述专列中,通过前后定位销对其进行定位,但是定位销的型号单一,在对不同的钳体进行加工时,无法准确的对钳体进行定位,导致在装配活塞时,极易出现气缸无法准确的顶触活塞,导致钳体和活塞装配失败的情况出现;因此,提出了一种电子手刹制动钳活塞新型定位装配装置。
技术实现要素:
4.本实用新型要解决的技术问题在于提供一种电子手刹制动钳活塞新型定位装配装置,它可以实现各个尺寸型号的钳体在装配时的准确定位;避免出现钳体和活塞装配失败的情况。
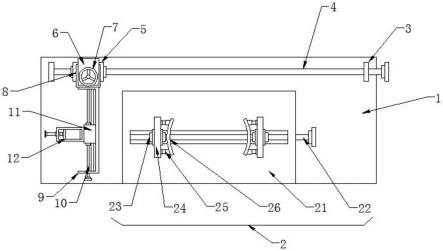
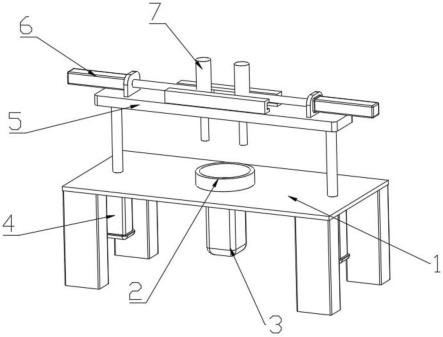
5.本实用新型的一种电子手刹制动钳活塞新型定位装配装置,包括工作台、支撑座、装配气缸、提升组件、压紧架、控制组件和定位杆;支撑座固定安装在工作台上端面;装配气缸固定安装在工作台下端面,装配气缸输出端贯穿工作台和支撑座;提升组件固定安装在工作台下端面,提升组件输出端与压紧架固定连接,带动压紧架上下移动;控制组件固定安装在压紧架上端面,控制组件输出端与定位杆固定连接,压紧架设置有通孔,定位杆下端贯穿通孔;定位杆的数量为2根,且控制组件带动定位杆相向移动。
6.作为本实用新型的进一步改进,定位杆包括套管、顶杆和弹簧,套管外壁与控制组件输出端固定连接,顶杆活动安装在套管内,弹簧一端与顶杆上端面固定连接,另一端与套管内壁固定连接。
7.作为本实用新型的进一步改进,压紧架上端面还设置有导轨,套管外壁设置有与
导轨相适配的滑块,滑块滑动安装在导轨内。
8.作为本实用新型的进一步改进,压紧架下端面设置有橡胶垫。
9.相比于现有技术,本实用新型的优点在于:
10.1.本实用新型通过将预装配活塞的钳体放置在支撑座上,定位杆伸入到钳体上的活塞孔中,通过控制组件带动钳体相向移动,从而实现钳体的定心,方便装配气缸对活塞进行压装,不会出现装配气缸和活塞不在同一轴线上的情况,从而有效的避免了装配失败的情况出现。
11.2.本实用新型通过顶杆伸入到钳体上的活塞孔中,再通过控制组件带动顶杆移动,使得顶板与钳体上的活塞孔相抵,进而实现定心的目的,能够适合各个尺寸的钳体进行装配,再控制气缸压入活塞时,通过弹簧能够方便顶杆向上移动,从而避免出现顶杆与活塞发生干涉的情况。
12.3.本实用新型设置有导轨配合滑块能够对套管的移动起到限位导向的作用,从而增加定位杆的移动稳定性。
附图说明
13.图1为本实用新型的整体结构示意图;
14.图2为本实用新型的通孔处结构示意图;
15.图3为本实用新型的导轨处结构示意图;
16.图4为本实用新型的定位杆剖面示意图。
17.图中标号说明:
18.1、工作台;2、支撑座;3、装配气缸;4、提升组件;5、压紧架;6、控制组件;7、定位杆;701、套管;702、顶杆;703、弹簧;8、通孔;9、导轨;10、滑块;11、橡胶垫。
具体实施方式
19.具体实施例一:请参阅图1-4的一种电子手刹制动钳活塞新型定位装配装置,包括工作台1、支撑座2、装配气缸3、提升组件4、压紧架5、控制组件6和定位杆7;
20.支撑座2固定安装在工作台1上端面;装配气缸3通过螺钉固定安装在工作台1下端面,装配气缸3输出端贯穿工作台1和支撑座2;
21.提升组件4包括提升气缸,提升气缸通过螺钉固定安装在工作台1下端面,提升气缸输出端与压紧架5固定连接,带动压紧架5上下移动,实现对钳体压紧的目的,同时压紧架5下端面通过固定胶设置有橡胶垫11;橡胶垫11能够起到保护钳体的目的,从而有效的避免钳体磨损的情况出现;
22.控制组件6包括控制气缸,控制气缸通过螺钉固定安装在压紧架5上端面,控制气缸输出端与定位杆7通过螺钉固定连接,压紧架5设置有通孔8,定位杆7下端贯穿通孔8;定位杆7的数量为2根,且控制气缸带动定位杆7相向移动;定位杆7包括套管701、顶杆702和弹簧703,套管701外壁与控制气缸输出端固定焊接,顶杆702活动套装在套管701内;顶板下端伸入通孔8内,弹簧703一端与顶杆702上端面通过固定胶固定连接,另一端与套管701通过固定胶内壁固定连接;压紧架5上端面还通过螺钉固定设置有导轨9,套管701外壁焊接有与导轨9相适配的滑块10,滑块10滑动安装在导轨9内;导轨9配合滑块10能够对套管701的移
动起到限位导向的作用,从而增加定位杆7的移动稳定性。
23.在本实用新型中,首先将活塞预塞入钳体中的活塞孔中,再将钳体放置在支撑座2上,顶杆702伸入到钳体中的活塞孔中,控制气缸带动顶杆702移动,实现定心的目的,同时提升气缸带动压紧架5向下移动,实现压紧钳体的目的,再启动装配气缸3,将活塞顶入到钳体中,实现装配的目的,显著的提高工作效率,同时也适配各种不同型号尺寸的钳体进行装配。
技术特征:
1.一种电子手刹制动钳活塞新型定位装配装置,其特征在于:包括工作台(1)、支撑座(2)、装配气缸(3)、提升组件(4)、压紧架(5)、控制组件(6)和定位杆(7);支撑座(2)固定安装在工作台(1)上端面;装配气缸(3)固定安装在工作台(1)下端面,装配气缸(3)输出端贯穿工作台(1)和支撑座(2);提升组件(4)固定安装在工作台(1)下端面,提升组件(4)输出端与压紧架(5)固定连接,带动压紧架(5)上下移动;控制组件(6)固定安装在压紧架(5)上端面,控制组件(6)输出端与定位杆(7)固定连接,压紧架(5)设置有通孔(8),定位杆(7)下端贯穿通孔(8);定位杆(7)的数量为2根,且控制组件(6)带动定位杆(7)相向移动。2.根据权利要求1所述的一种电子手刹制动钳活塞新型定位装配装置,其特征在于:定位杆(7)包括套管(701)、顶杆(702)和弹簧(703),套管(701)外壁与控制组件(6)输出端固定连接,顶杆(702)活动套装在套管(701)内,弹簧(703)一端与顶杆(702)上端面固定连接,另一端与套管(701)内壁固定连接。3.根据权利要求2所述的一种电子手刹制动钳活塞新型定位装配装置,其特征在于:压紧架(5)上端面还设置有导轨(9),套管(701)外壁设置有与导轨(9)相适配的滑块(10),滑块(10)滑动安装在导轨(9)内。4.根据权利要求1所述的一种电子手刹制动钳活塞新型定位装配装置,其特征在于:压紧架(5)下端面设置有橡胶垫(11)。
技术总结
本实用新型公开了一种电子手刹制动钳活塞新型定位装配装置,属于制动钳活塞技术领域。一种电子手刹制动钳活塞新型定位装配装置,包括工作台、支撑座、装配气缸、提升组件、压紧架、控制组件和定位杆;装配气缸输出端贯穿工作台和支撑座;提升组件输出端与压紧架固定连接,带动压紧架上下移动,压紧架设置有通孔,定位杆下端贯穿通孔;定位杆的数量为2根,且控制组件带动定位杆相向移动;本实用新型通过将预装配活塞的钳体放置在支撑座上,定位杆伸入到钳体上的活塞孔中,通过控制组件带动钳体相向移动,从而实现钳体的定心,方便装配气缸对活塞进行压装,不会出现装配气缸和活塞不在同一轴线上的情况,从而有效的避免了装配失败的情况出现。情况出现。情况出现。
技术研发人员:董伟光
受保护的技术使用者:玉环威宇汽车部件有限公司
技术研发日:2022.11.11
技术公布日:2023/3/28
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。