技术特征:
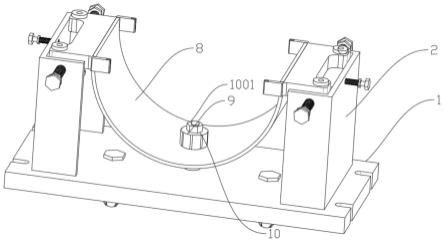
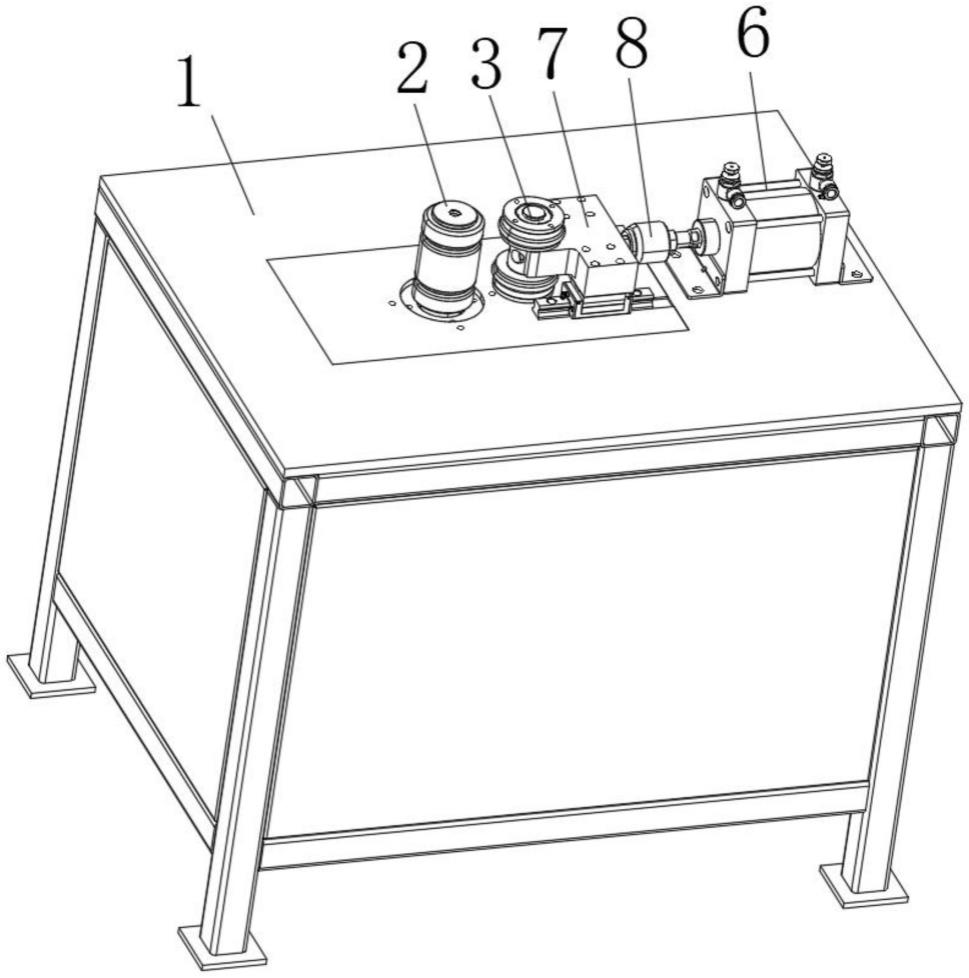
1.一种铣铸件圆弧剖分面定位夹具,其特征在于:包括底座(1),所述底座(1)的上表面两侧设置有支撑围板(2),所述支撑围板(2)的内侧壁设置有内衔板(3),所述内衔板(3)的一侧设置有支撑钉板(301),两组所述支撑围板(2)之间设置有待加工的铣铸件圆弧剖分面工件(8),两组所述支撑围板(2)的外部设置有调节组件,其中,将工件(8)放置于两组支撑围板(2)之间的支撑钉板(301)上表面,通过调节组件对工件(8)的横向/纵向位置进行调节。2.根据权利要求1所述的一种铣铸件圆弧剖分面定位夹具,其特征在于:所述支撑围板(2)的两侧开设有纵移调节螺孔(201),所述支撑围板(2)的一侧开设有横移调节螺孔(202)。3.根据权利要求2所述的一种铣铸件圆弧剖分面定位夹具,其特征在于:所述调节组件包括设置于支撑围板(2)两侧的调节螺钉(6)和设置于支撑围板(2)一侧的抵接螺钉(7),所述调节螺钉(6)与纵移调节螺孔(201)之间相互配合,所述抵接螺钉(7)与横移调节螺孔(202)之间相互配合,所述调节螺钉(6)通过纵移调节螺孔(201)旋动至工件(8)一侧,将工件(8)的纵向位置进行挤压调节,所述抵接螺钉(7)通过横移调节螺孔(202)旋动至工件(8)一侧,将工件(8)的横向位置进行挤压调节。4.根据权利要求3所述的一种铣铸件圆弧剖分面定位夹具,其特征在于:所述底座(1)的中部设置有固定套(4),所述固定套(4)的中部开设有内螺孔(401),所述内螺孔(401)的内部设置有双头螺柱(1001)。5.根据权利要求4所述的一种铣铸件圆弧剖分面定位夹具,其特征在于:所述双头螺柱(1001)的上部连接有压板(9),所述压板(9)的上部设置有螺母(10),双头螺柱(1001)透过工件(8)中部的通孔,压板(9)套接在双头螺柱(1001)的外周,通过螺母(10)连接压板(9)将工件(8)固定在底座(1)上方。6.根据权利要求5所述的一种铣铸件圆弧剖分面定位夹具,其特征在于:所述底座(1)的两侧设置有固定组件,所述固定组件将底座(1)与设备工作台连接固定;所述固定组件包括设置于底座(1)两侧的固定扣(5),所述固定扣(5)的下方连接有扣柱(501),所述扣柱(501)的外周连接有锁紧套(11),所述锁紧套(11)连接在扣柱(501)的外周,带动底座(1)连接至设备工作台一侧。7.根据权利要求6所述的一种铣铸件圆弧剖分面定位夹具,其特征在于:所述扣柱(501)的外周开设有两组插入槽(502),所述插入槽(502)的一侧开设有内扣槽(503),所述内扣槽(503)的形状为“l”状。8.根据权利要求7所述的一种铣铸件圆弧剖分面定位夹具,其特征在于:所述锁紧套(11)的内壁设置有两组与插入槽(502)相互配合的导向块(1109),所述锁紧套(11)远离导向块(1109)的一端两侧设置有弹性杆(1108),所述弹性杆(1108)的两侧设置有支板(1107),所述支板(1107)的一侧连接有转轴(1106),所述转轴(1106)的一侧连接有转筒(1105),两组所述转筒(1105)之间设置有内衔杆(1102),所述锁紧套(11)的外周设置有外接套筒(1101),所述内衔杆(1102)连接至外接套筒(1101)的内部,所述内衔杆(1102)的一端连接有挡
板(1103),其中,锁紧套(11)带动弹性杆(1108)抵接在设备工作台的下方,连接内衔杆(1102)在外接套筒(1101)之中发生位移。9.根据权利要求8所述的一种铣铸件圆弧剖分面定位夹具,其特征在于:所述内衔杆(1102)的外周设置有弹簧(1104),所述弹簧(1104)位于挡板(1103)与外接套筒(1101)之间,以使内衔杆(1102)在外接套筒(1101)之间弹性移动。10.基于权利要求1-9任一项所述的一种铣铸件圆弧剖分面定位夹具的使用方法,其特征在于:包括以下步骤:步骤(a)、夹具的固定;步骤(a1)、将底座(1)置于设备工作台上表面,使得固定扣(5)下方的扣柱(501)插入设备工作台的通孔位置,随后将锁紧套(11)内壁两侧的导向杆顺延插入槽(502)连接至扣柱(501)的外周;步骤(a2)、手部握持锁紧套(11)向上移动,使得锁紧套(11)两侧的弹性杆(1108)抵接在设备工作台的下表面,弹性杆(1108)顶端面位于设备工作台下表面分别向两侧进行弹性滑移,带动内衔杆(1102)通过转筒(1105)在支板(1107)的转轴(1106)之间发生转动;步骤(a3)、内衔杆(1102)连接挡板(1103)向外接套筒(1101)的外侧移动,使得挡板(1103)挤压位于挡板(1103)与外接套筒(1101)出口处之间的弹簧(1104),弹簧(1104)受力压缩,产生一定的弹力;步骤(a4)、待锁紧套(11)内侧壁的导向块(1109)移动至插入槽(502)的端部时,转动锁紧套(11),使其连接导向块(1109)移动至内扣槽(503)一侧;步骤(a5)、松开手部对锁紧套(11)的作用力,此时步骤(a3)中弹簧(1104)产生的弹力释放,弹簧(1104)伸长,带动内衔杆(1102)一侧的弹性杆(1108)发生反向滑移,完成锁紧套(11)、固定扣(5)以及设备工作台之间的固定;步骤(b)、铣铸件圆弧剖分面的定位;步骤(b1)、将铣铸件圆弧剖分面工件(8)置于两组支撑围板(2)之间的内衔板(3)一侧的支撑钉板(301)上表面,使得工件(8)中部的穿过双头螺柱(1001)连接在底座(1)的上方,通过支撑顶板完成铣铸件圆弧剖分面工件(8)的放置;步骤(b2)、铣铸件圆弧剖分面工件(8)毛坯剖分面反面四处小法兰面其中三处定位找正,兼顾非加工面密封槽、内腔尺寸和剖分面及法兰,垫其余处小法兰面,实现以毛坯非加工面为定位基准;步骤(b3)、分别旋动调节螺钉(6)/抵接螺钉(7),使得调节螺钉(6)/抵接螺钉(7)通过纵移调节螺孔(201)/横移调节螺孔(202)旋至工件(8)一侧,实现对工件(8)的纵向/横向位置调节以及对工件(8)的定位;步骤(b4)、将压板(9)套接在双头螺柱(1001)的外部,锁喉将螺母(10)旋动至压板(9)的上表面,完成工件(8)的固定。
技术总结
本发明公开了一种铣铸件圆弧剖分面定位夹具及其使用方法,其定位夹具包括底座,底座的上表面两侧设置有支撑围板,支撑围板的内侧壁设置有内衔板,内衔板的一侧设置有支撑钉板,两组支撑围板之间设置有待加工的铣铸件圆弧剖分面工件,两组支撑围板的外部设置有调节组件,其中,将工件放置于两组支撑围板之间的支撑钉板上表面,通过调节组件对工件的横向/纵向位置进行调节。本发明能够快速的将铣铸件圆弧剖分面进行快速的定位找正,同时装夹可靠、加工测量简单、加工效率高、尺寸精度高;而且操作简单,使用便捷,能够快速的对铣铸件圆弧剖分面进行批量加工。弧剖分面进行批量加工。弧剖分面进行批量加工。
技术研发人员:王舒然 孔骏骏
受保护的技术使用者:江苏索达重工有限公司
技术研发日:2022.12.08
技术公布日:2023/3/10
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。