1.本公开涉及用于研磨并抛光齿轮的方法。
背景技术:
2.在气候变化的时代,车辆应当在其寿命期间排放更少的二氧化碳并产生较小的噪音。如果车辆变速箱的齿轮在其与其他齿轮接触并传递扭矩的地方具有更光滑的齿侧表面,则车辆变速箱产生较小的噪音并且可以保持运行更多年和更多公里。在生产制造中,齿轮在研磨机上被研磨成它们的最终形状。
3.在美国专利4,850,155中描述了一种用于机加工齿轮的传统方法,该方法使用大致上渐开线蜗杆形式的工具以产生侧向凸面,该蜗杆的有效长度大于工作区域的长度,并且该蜗杆的中心距齿轮的距离在其从轴向和切向沿对角线方向的进给运动期间发生变化。美国专利9,718,139 b2描述了用于研磨带齿工件的工具。
4.在需要抛光的情况下,一些传统的研磨机包含研磨区和抛光区,其中在研磨齿轮及其齿之后,这些齿的齿侧在同一研磨机上被抛光至期望的表面光滑度。一个示例是使用所谓的双轮的研磨机/抛光机,即具有研磨区和抛光区的双区研磨蜗杆工具。在这种机器上抛光齿轮所花的时间通常比研磨它所花的时间更长。与仅研磨齿轮所需的时间相比,在同一台机器上研磨并抛光齿轮可使加工时间加倍。
5.这种传统的研磨机没有设置成在抛光第一齿轮的同时研磨第二齿轮,因此在第一齿轮被研磨并抛光的同时,该研磨机被第一齿轮占用。
6.研磨机是昂贵的设备。为了以最经济有效的方式使用它们,齿轮应当仅占用研磨机尽可能短的时间。
技术实现要素:
7.本公开尝试解决该需求。在第一基本方面,本公开提供了一种研磨并抛光第一齿轮的齿的齿侧表面的方法,该方法依次包括以下步骤:
8.a)提供旋转的研磨装置,该研磨装置用于研磨第一齿轮的齿的齿侧表面的第一部分和第二部分;提供抛光装置,该抛光装置包括固定轴和能够围绕该固定轴旋转的抛光体,该抛光体适于抛光齿轮的齿的齿侧表面;以及提供动态定位装置,该动态定位装置用于保持齿轮并且用于在抛光期间动态地调整齿轮相对于固定轴的位置和姿态;以及提供第一齿轮;
9.b)使研磨装置研磨第一齿轮的齿的齿侧表面的第一部分和第二部分;
10.c)将第一齿轮从研磨装置移除;
11.d)使动态定位装置将齿侧表面的第一部分与旋转的抛光体接触,使得齿侧表面的第一部分被抛光体抛光;
12.e)使动态定位装置动态地调整第一齿轮相对于固定轴的位置和姿态,使得齿侧表面的第二部分被抛光体抛光。
13.在单独装置上进行该方法的抛光部分允许在研磨装置上研磨第二齿轮,同时在单独抛光装置上抛光第一齿轮。抛光装置通常比研磨机便宜,因此它们的使用程度通常不那么重要。此外,使用动态定位装置可以在抛光期间提供比在传统研磨机上抛光期间更大的调整齿轮位置和姿态的灵活性。
14.齿轮的研磨通常在购自诸如利勃海尔(liebherr)、莱斯豪尔(reishauer)、卡帕耐尔斯(kapp-niles)和桑普坦斯利(samputensili)等公司的研磨机上进行。砂轮(诸如,例如3m
tm
陶瓷砂轮22vd、3m
tm
陶瓷砂轮33vb或3m
tm
cubitron
tm
ii陶瓷砂轮92vj(均购自美国明尼苏达州圣保罗的3m公司))可用于研磨。
15.如本文所用,术语“抛光”指的是使用粘结磨料(诸如,例如使用抛光盘)的抛光。适用于根据本公开的方法的抛光材料为,例如,德国卡尔滕基兴的artifex(artifex,kaltenkirchen,germany)的a800 pl6966聚氨酯粘结剂,或美国明尼苏达州圣保罗的3m公司(3m company of st.paul,minnesota,u.s.a.)的“3m
tm
百利(scotch-brite)db-wl 7s精细”盘。
16.抛光通常比研磨提供更光滑的表面。在研磨之后抛光齿侧的表面部分在表面部分中提供更光滑的表面,即比研磨之后的表面部分更光滑。更光滑的表面可以以更小的摩擦损失和更低的噪音水平将扭矩传递给相邻的齿轮,并且通常提供更长的齿轮寿命。
17.根据本公开,齿轮可以是例如嵌齿轮、小齿轮、链轮、冕形齿轮、锥齿轮或任何其他齿轮,诸如用于在车辆的变速箱中或风力发电机的变速箱中使用。根据本公开的方法可以特别好地用于制造例如卡车、拖拉机或建筑工程车辆等重型车辆的传动装置的齿轮。通过在抛光步骤中使用动态定位装置获得的高质量表面可以有助于扩大相对齿轮的齿之间的接触表面并且减少磨损,从而延长齿轮的可使用寿命。
18.因此,通常,在根据本公开的方法的某些实施方案中,第一齿轮是用于在例如卡车、拖拉机、公共汽车、长途汽车、铁路机车或建筑工程车辆等重型车辆的变速箱中或者风力发电机的变速箱中使用的齿轮。第一齿轮可以是用于在建筑机械的变速箱中或碎石机的变速箱中使用的齿轮。
19.用于在例如卡车、拖拉机或建筑工程车辆等重型车辆的变速箱中或风力发电机的变速箱中使用的齿轮通常是较大的齿轮。通常,它们具有100毫米或更大的外径,一些的外径达到2米或3米(例如在风力发电机中)。一些具有20毫米或更大的齿轮宽度,另一些可以宽至200毫米或甚至400毫米或更大。这些齿轮中的某些齿轮是斜齿轮。因此,在根据本公开的某些方法中,第一齿轮具有100毫米或更大的直径,并且/或者第一齿轮具有1000克或更大的重量,并且/或者其中第一齿轮具有20毫米或更大的齿轮宽度,并且/或者其中第一齿轮是斜齿轮。
20.在某些实施方案中,第一齿轮是由钢或铁制成的齿轮。它可以是由例如铸钢、灰口铸铁、球墨铸铁或铸铁制成的齿轮。钢和铸铁是用于齿轮的常用材料,价格适中且容易买到。
21.齿轮的齿具有面向同一齿轮的相应相邻齿的表面。这些表面在本文中称为齿的齿侧表面。它们通常在远离齿轮轮毂的径向方向上延伸,与圆周方向相反。当齿轮转动时,齿侧表面的部分与另一齿轮的对应齿侧表面的部分接触,并且机械力和扭矩经由这些齿侧表面在齿轮之间传递。为了降低传动装置的噪音并延长其中的齿轮的可使用寿命,对齿轮的
齿的齿侧表面进行抛光是有帮助的。
22.可用于根据本公开的方法中的研磨装置可以是例如固定式研磨机,其适用于研磨在车辆(例如像卡车或拖拉机的车辆)的变速箱中或风力发电机的变速箱中使用的齿轮。
23.研磨装置可以是,例如,旋转的研磨装置。它可包括固定旋转轴,齿轮可安装在该固定旋转轴上用于研磨。
24.可用于根据本公开的方法中的研磨装置可以包括砂轮或螺旋研磨工具,该砂轮或螺旋研磨工具被成形和布置成适于研磨齿轮的齿的齿侧表面的部分,例如用于在车辆的变速箱中或风力发电机的变速箱中使用的齿轮。这种研磨装置的示例是霍尔罗伊德(holroyd)gtg2、利勃海尔(liebherr)lgg280或例如可购自利勃海尔(liebherr)、克林格恩贝格(klingelenberg)或格里森(gleason)的其他研磨机。
25.研磨装置可适于将第一齿轮的齿的齿侧表面研磨至3.5微米或更小的表面粗糙度rz,该表面粗糙度rz是根据2020年6月29日生效的din en iso 3274标准使用触针法和感应滑动探针并使用5微米的触针半径和60度的顶锥角所测量的。例如可以使用来自德国哥廷根马尔公司(mahr gmbh,goettingen,germany)的marsurf m300仪器进行测量。该表面粗糙度通常足以在随后的抛光步骤中获得可接受的加工时间。
26.可用于根据本公开的方法中的抛光装置可以是,例如,配备有旋转的抛光体(例如,抛光盘或抛光轮)的台式研磨机。抛光装置和抛光体适于增加光滑度并减小先前已由研磨装置研磨的齿侧的表面粗糙度。
27.根据本公开,抛光装置是与研磨装置分开的装置。例如,它可以独立于研磨装置移动和/或运行。它可以以与独立于研磨装置的运行速度的速度运行。
28.在某些实施方案中,抛光装置适于将第一齿轮的齿的齿侧表面抛光至1.2微米或更小的表面粗糙度rz,该表面粗糙度rz是根据2020年6月29日生效的din en iso 3274标准使用触针法和感应滑动探针并使用5微米的触针半径和60度的顶锥角所测量的。rz通常指的是轮廓的最大高度。该表面粗糙度通常足以通过减少摩擦损失和相关的较少磨损来获得较低的噪音水平和可接受的齿轮寿命延长。在这些实施方案的某些实施方案中,抛光装置适于将第一齿轮的齿的齿侧表面抛光至1.2微米或更小的表面粗糙度rz以及0.2微米或更小的ra。众所周知,ra指的是轮廓的算术平均差。同样,可以使用来自德国哥廷根马尔公司(mahr gmbh,goettingen,germany)的marsurf m300仪器来测定rz和ra。
29.在根据本公开的第一基本方面的方法的某些实施方案中,抛光装置是台式研磨机。台式研磨机包括固定轴和抛光体,该抛光体用于抛光由动态定位装置定位和取向的第一齿轮。抛光体安装在固定轴上。台式研磨机容易买到且价格适中,因此齿轮的制造生产更加经济。根据本公开的第一基本方面的实施方案是优选的,特别是在齿轮足够轻的情况下,以便由定位装置(诸如多轴机器人)可靠地保持、定位和取向。
30.抛光体围绕抛光装置的固定轴旋转并且适于抛光齿轮的齿的齿侧表面。抛光体可以是例如抛光盘或去毛刺盘,或者通常是磨轮或磨盘。在某些实施方案中,抛光体包非织造材料。在某些实施方案中,抛光体由非织造材料制成。包非织造材料的抛光体具有一定的柔韧性,因此可以比由许多其他材料制成的抛光体更好地适形于齿侧的形状。
31.适用于某些齿轮的抛光体是例如3m
tm
百利(scotch-brite)db-wl去毛刺轮或artifex a800聚氨酯粘结砂轮。
32.抛光体可适于将表面粗糙度rz减小至小于1.2微米(μm)、或小于1μm或小于0.5μm。抛光体可适于将表面粗糙度rz从大于2μm减小至小于1.2μm。
33.根据本公开的第一基本方面,抛光体可围绕固定轴旋转,即该轴相对于抛光装置的底座在位置和姿态上是固定的,这与根据本公开的第二基本方面的方法相反,在根据本公开的第二基本方面的方法中,旋转的抛光体的位置和取向是动态调整的。
34.抛光体适于抛光齿轮的齿的齿侧表面。它可以通过以下方式适应于此:例如,通过具有使其配合在齿轮的两个相邻齿之间的轮廓,或者通过具有有助于抛光用于在车辆的变速箱中或风力发电机的变速箱中使用的齿轮(这种齿轮通常由钢或铁制成并具有特定的尺寸和轮廓)的齿侧表面的硬度、粒度或成分。
35.动态定位装置适于在抛光装置上抛光齿轮期间保持齿轮,并且适于在抛光装置上抛光齿轮期间动态调整齿轮相对于固定轴的位置和姿态。在这种方法中,抛光体可以可旋转地安装在固定轴上。
36.在根据以下解释的本公开的第二基本方面的方法中,动态定位装置可用于动态地定位旋转的抛光体并且可用于在抛光装置上抛光齿轮期间动态地调整旋转的抛光体相对于齿轮的位置和姿态,该抛光体适于抛光齿轮的齿的齿侧表面。在这种方法中,齿轮可以可旋转地安装在固定轴上。
37.在根据第一基本方面的方法中,动态定位装置可以例如包括接合装置以与齿轮的中心孔接合,或者它可以包括离合器或钳子或夹子,以在抛光装置上抛光齿轮期间足够牢固地夹紧齿轮以保持齿轮。定位装置可以是可操作的以保持齿轮,使得其可以根据成功抛光所需的控制方式使齿轮与抛光体相接触。
38.在根据本公开的方法的某些实施方案中,动态定位装置是机器人或机器人定位装置。合适的机器人的示例是可购自德国奥格斯堡的库卡股份公司(kuka ag,augsburg,germany)的库卡kr 60 ha机器人。动态定位装置可以是多轴机器人或多轴机器人定位装置,诸如5轴机器人或6轴机器人。因此,在根据本公开的第一基本方面的某些方法中,动态定位装置是软件控制的机器人,该机器人包括多个节段以及四个、五个或六个轴,这些节段能够围绕这些轴独立地旋转,从而通过旋转一个或多个轴来动态地调整第一齿轮的位置和姿态。
39.通常,机器人被认为特别适合用作根据本公开的方法中的定位装置,因为它们允许非常精确和非常快速地动态调整齿轮或抛光体的位置和姿态,即它们可以被编程以非常精确地和在最合适的速度下沿着旋转的抛光体移动齿轮(或者沿着齿轮移动旋转的抛光体),使得齿侧的所有需要的部分以足够大的压力被均匀地抛光足够的时间长度。
40.位置和姿态的动态调整指的是当齿轮被抛光时连续地(或者如果被数字化则以非常小的步长)调整这些参数的能力。因此,可以在齿轮(或抛光体)的连续运动中对齿侧的相邻表面部分进行抛光,而不使齿轮和抛光体远离彼此运动。这可以最大限度地缩短用于抛光齿轮的所有齿侧的时间,从而提高生产率和得到有效的机器使用时间。
41.为了高精度地抛光齿轮的齿侧,给定位装置配备传感器以感测齿侧表面和抛光体之间的接触力可能是有利的。定位装置可以响应于传感器的输出而动态地调整位置和姿态,从而优化抛光工艺的结果。声音传感器可用于检测抛光体与齿轮之间的接触。因此,在根据本公开的某些方法中,机器人包括用于感测由抛光体施加在第一齿轮上的力或接触压
力的传感器和/或用于感测声音的传感器,并且机器人响应于传感器的输出动态地调整位置和姿态。
42.不管传感器是否存在于定位装置中,当抛光体抛光齿侧表面的第一部分然后抛光齿侧表面的第二部分时,改变齿侧表面和抛光体之间的接触压力可能是有利的。更普遍地,当抛光齿的不同部分时改变接触压力可能是有利的。在使用中将与相对的齿轮具有较少接触的齿侧部分在抛光中可能比与其具有较多接触的部分需要更小的压力。
43.因此,在根据本公开的某些方法中,动态定位装置动态地调整位置和姿态,使得第二部分被抛光时的第二接触压力不同于第一部分被抛光时的第一接触压力。
44.如上所述,本公开的一个重要方面是,在研磨装置上的研磨步骤之后,将齿轮从研磨装置移除,而不必在研磨装置上进行抛光。相反,齿轮在单独抛光装置上被抛光,这允许研磨装置快速地开始研磨第二个随后的齿轮。因此,第一齿轮的抛光和第二齿轮的研磨可以并行进行。
45.齿轮可以安装在研磨装置上以便被研磨。在研磨装置上的研磨步骤之后,可以将齿轮从研磨装置上拆卸和移除,而不必在研磨装置上进行抛光。因此,在某些实施方案中,上述方法的步骤c可以是步骤c:将第一齿轮从研磨装置拆卸和移除。
46.根据本公开,研磨装置和抛光装置是分开的装置。因此,抛光装置可以具有用于在其上安装齿轮的旋转轴,该旋转轴与研磨装置的旋转轴分开。抛光装置的旋转轴的取向可以与研磨装置的旋转轴的取向不同。抛光装置的旋转轴可以以独立于研磨装置的旋转轴的旋转速度的旋转速度旋转。抛光装置可以由与控制研磨装置的控制仪器不同的控制仪器控制。
47.在根据本公开的某些方法中,动态定位装置执行将第一齿轮从研磨装置移除的步骤。在完成研磨步骤之后将齿轮从研磨装置移除可以通过同一定位装置来执行,该定位装置可以稍后在抛光步骤期间将齿轮保持并定位。使定位装置将齿轮从研磨装置移除是定位装置的典型任务,使得定位装置能够以特定速度或特定精度执行该任务。
48.可替代地,单独操作装置或操作人员可以将齿轮从研磨装置移除。
49.将齿轮的齿的齿侧表面的一部分与旋转的抛光体接触是以使得抛光体在接触期间抛光齿侧表面的方式进行的。
50.在某些实施方案中,第一齿轮的齿的齿侧表面的第二部分由旋转的抛光体抛光,而旋转的抛光体保持与第一齿轮接触。在这种实施方案中,抛光工艺可以是连续工艺,其中未将抛光体从齿轮移除。这种连续工艺可以产生更光滑的齿侧表面,并且可以更有效,因为它可以避免将齿轮从旋转的抛光体移开以及将其移回抛光体所需的时间损失。
51.根据本公开的方法的一个益处在于昂贵的研磨装置仅用于研磨而不用于抛光,因此其仅在研磨工艺步骤中的使用昂贵,而抛光工艺步骤在单独(通常较便宜)的抛光装置上进行。这种分开处理便于同时加工两个齿轮:第一齿轮在抛光装置上被抛光,同时第二齿轮在研磨装置上被研磨。两个齿轮的这种并行加工产生了经济效益,并且可以降低齿轮的生产成本。
52.因此,在根据本公开的方法的某些实施例方案中,第一齿轮的齿侧表面的第二部分由旋转的抛光体抛光,同时研磨装置研磨第二齿轮的一部分。
53.虽然本公开的第一基本方面涉及其中抛光体安装在固定轴上且动态定位装置调
整第一齿轮相对于旋转的抛光体的位置和姿态以抛光齿轮的方法,但在单独装置上执行抛光的益处也可通过其中第一齿轮安装在固定轴上且动态定位装置调整旋转的抛光体的位置和姿态以抛光第一齿轮的齿的齿侧的方法来获得。
54.因此,在第二基本方面中,本公开还提供了一种研磨并抛光第一齿轮的齿的齿侧表面的方法,该方法依次包括以下步骤:
55.a)提供旋转的研磨装置,该研磨装置用于研磨第一齿轮的齿的齿侧表面的第一部分和第二部分;提供抛光装置,该抛光装置包括旋转的抛光体和动态定位装置,该抛光体适于抛光齿轮的齿的齿侧表面,该动态定位装置用于动态地定位旋转的该抛光体并且用于在抛光期间动态地调整旋转的该抛光体相对于齿轮的位置和姿态;以及提供第一齿轮;
56.b)使研磨装置研磨第一齿轮的齿的齿侧表面的第一部分和第二部分;
57.c)将第一齿轮从研磨装置移除;
58.d)使动态定位装置将旋转的抛光体与齿侧表面的第一部分接触,使得齿侧表面的第一部分被抛光体抛光;
59.e)使动态定位装置动态地调整旋转的抛光体相对于第一齿轮的位置和姿态,使得齿侧表面的第二部分被旋转的抛光体抛光。
60.如上所述,根据本公开的第一基本方面的方法的上述特征、优点和益处相应地适用于根据该第二基本方面的方法。
61.在根据本公开的第二基本方面的某些方法中,第一齿轮是用于在例如卡车、拖拉机、公共汽车、长途汽车、铁路机车或建筑工程车辆等重型车辆的变速箱中或者风力发电机的变速箱中使用的齿轮。
62.在根据本公开的第二基本方面的某些方法中,第一齿轮具有150毫米或更大的直径,并且/或者第一齿轮具有1000克或更大的重量,并且/或者第一齿轮具有30毫米或更大的齿轮宽度,并且/或者第一齿轮是斜齿轮。
63.在根据本公开的第二基本方面的某些方法中,第一齿轮是由钢或铁制成的齿轮。
64.在根据本公开的第二基本方面的某些方法中,研磨装置适于将第一齿轮的齿的齿侧表面研磨至3.5微米或更大的表面粗糙度rz,该表面粗糙度rz是根据2020年6月29日生效的din en iso 3274标准使用触针法和感应滑动探针并使用5微米的触针半径和60度的顶锥角所测量的。
65.在根据本公开的第二基本方面的某些方法中,抛光装置适于将第一齿轮的齿的齿侧表面抛光至1.2微米或更小的表面粗糙度rz,该表面粗糙度rz是根据2020年6月29日生效的din en iso 3274标准使用触针法和感应滑动探针并使用5微米的触针半径和60度的顶锥角所测量的。同样,rz通常指的是轮廓的最大高度。在这些实施方案的某些实施方案中,抛光装置适于将第一齿轮的齿的齿侧表面抛光至1.2微米或更小的表面粗糙度rz以及0.2微米或更小的ra。ra指的是轮廓的算术平均差。
66.在根据本公开的第二基本方面的某些方法中,抛光体可以是例如抛光盘或去毛刺盘,或者通常是磨轮或磨盘。在根据本公开的第二基本方面的某些方法中,抛光体包非织造材料。在根据本发明的第二基本方面的某些实施方案中,抛光体由非织造材料制成。
67.在根据本公开的第二基本方面的某些方法中,动态定位装置是软件控制的机器人,该机器人包括多个节段以及四个、五个或六个轴,这些节段能够围绕这些轴独立地旋
转,从而通过旋转一个或多个轴来动态地调整抛光体的位置和姿态。
68.在根据本公开的这些方法的某些方法中,机器人包括用于感测由抛光体施加在第一齿轮上的力或接触压力的传感器,并且机器人响应于传感器的输出动态地调整位置和姿态。可替代地或除此之外,机器人可以包括用于感测抛光体与第一齿轮之间的接触的声音传感器。机器人可以响应于声音传感器的输出而动态地调整位置和姿态。
69.在根据本公开的第二基本方面的某些方法中,动态定位装置动态地调整位置和姿态,使得第二部分在接触压力下被抛光,该接触压力不同于第一部分被抛光时的接触压力。
70.在根据本公开的第二基本方面的某些方法中,动态定位装置执行将第一齿轮从研磨装置移除的步骤。
71.在根据本公开的第二基本方面的某些方法中,第一齿轮的齿的齿侧表面的第二部分由旋转的抛光体抛光,而旋转的抛光体保持与第一齿轮接触。
72.在根据本公开的第二基本方面的某些方法中,第一齿轮的齿侧表面的第二部分由旋转的抛光体抛光,同时研磨装置研磨第二齿轮的一部分。
附图说明
73.现在将参考举例说明了现有技术的方法和本发明方法的特定实施方案的以下附图来更详细地描述根据本公开的方法:
74.图1执行现有技术的方法的研磨机的研磨并抛光站的侧视图;
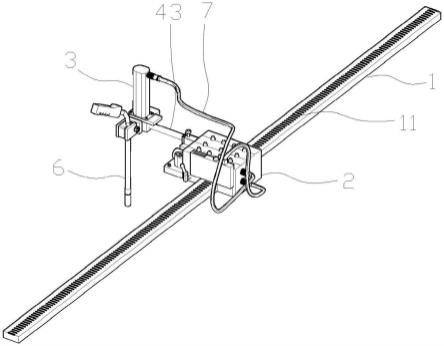
75.图2执行根据本公开的第一方法的研磨装置、抛光装置和定位装置的侧视图;并且
76.图3执行根据本公开的第二方法的研磨装置、抛光装置和定位装置的侧视图。
具体实施方式
77.图1以侧视图示出了执行现有技术已知的方法的研磨机5的研磨并抛光站。在该传统方法中,蜗杆形砂轮10和蜗杆形抛光轮20布置在传统研磨机5的旋转轴30上。砂轮10被示出为研磨带齿的齿轮60的齿50的齿侧表面40。
78.一旦完成齿侧表面40的研磨,传统研磨机5就将齿轮60从研磨位置a沿由箭头70指示的平行于轴30的方向移动到抛光位置b中,在研磨位置a中,齿轮60由砂轮10研磨,在抛光位置b中,齿轮60由抛光轮20抛光,以使得先前由砂轮10研磨的齿侧40的表面更光滑。同一齿轮60(在与砂轮10相对的研磨位置a用实线画出)在抛光位置b用虚线画出,以指示其在研磨一段时间后的位置。
79.传统研磨机(如图1中所示的研磨机5)并未设计成同时加工两个齿轮60。一种假设的设置(其中第一齿轮将在抛光位置b由抛光轮20抛光,同时第二齿轮将在研磨位置a由砂轮10研磨)现今并不适用,至少原因是轴30是砂轮10和抛光轮20两者所共用的。为了使用砂轮10研磨齿侧40,轴30以一定的线速度在垂直于附图平面的方向上来回线性移动,该线速度通常高于使用抛光轮20抛光齿侧40所需的线速度。
80.因此,当齿轮60从研磨位置a移动到抛光位置b时,并且在抛光工艺开始之前,轴30在垂直于附图平面的方向上的线性移动的线速度降低。
81.图2以侧视图示出了根据本公开的第一方法。研磨装置6(例如如图1中所示的研磨机(如研磨机5))包括布置在研磨装置6的旋转轴30上的蜗杆形砂轮10。砂轮10被示出为研
磨第二带齿齿轮61的齿50的齿侧表面40,类似于针对图1中的研磨位置a的说明。
82.与图1所示的现有技术方法不同,研磨装置6不执行第二齿轮61的齿侧40的抛光。相反,将第二齿轮61从研磨装置6上拆卸,从研磨装置6移除并移动到研磨装置6外部的单独抛光装置7。
83.抛光装置7是台式研磨机7,其中抛光体80围绕固定(即固定)轴31旋转。抛光体80是可购自美国明尼苏达州圣保罗的3m公司(3mcompany of st.paul,minnesota,u.s.a.)的3m
tm
百利(scotch-brite
tm
)db-wl 7s精细去毛刺轮。利用该抛光体80,可以在某些齿轮上得到表现出小于1.0微米的rz和小于0.2微米的ra的表面光滑度。
84.为了抛光齿轮60,齿轮60由定位装置8保持,该定位装置使齿轮60的齿50的某些齿侧表面40与旋转的抛光体80接触。
85.定位装置8是软件控制的多轴机器人8,诸如来自德国奥格斯堡的库卡股份公司(kuka ag,augsburg,germany)的库卡kr 60 ha机器人。它包括三个节段90和六个轴100,其中仅两个轴在图2中可见,节段90能够围绕轴100独立地旋转。这允许在相对于旋转的抛光体80定位和调整第一齿轮60的姿态方面有很大的灵活性,从而实现高质量的抛光。
86.为了充分地抛光齿侧表面40,机器人8将齿轮60定位成适合于抛光体80以抛光特定齿侧表面40的第一部分,然后连续地且动态地调整齿轮60相对于固定轴31的位置和姿态,使得齿侧表面40的与第一部分相邻的第二部分被抛光体80抛光。这是针对齿侧表面40的应当被抛光的所有部分以及针对齿轮60的所有齿50执行的。
87.如图2所示,第二齿轮61可以在研磨装置6上被研磨,同时第一齿轮60在抛光装置7上被抛光,第一齿轮60先前已在研磨装置6上被研磨。研磨装置6仅执行研磨,使得用于一个单齿轮60和单齿轮61的“仅研磨”工艺的执行时间可以比图1的研磨机5上的传统“研磨并抛光”工艺的执行时间更短。
88.尽管研磨装置6是高成本高精度机器,但与定位装置8结合的抛光装置7通常较便宜。将抛光装置7上的较低值抛光操作与研磨装置6上的高值研磨操作分开优化了研磨装置6的投资回报并带来经济效益。
89.在根据本公开的可选方法中,抛光体安装在动态定位装置上,该动态定位装置通过动态地调整抛光体相对于齿轮的位置和姿态来抛光固定齿轮。这种实施方案在图3中示出,图3是研磨装置6和包括动态定位装置8的抛光装置17的侧视图。研磨装置6与图2的研磨装置6相同。然而,抛光装置17的不同之处在于:定位装置8保持其动态地定位并取向的旋转的抛光体81,以抛光第一齿轮60的齿50的齿侧表面40。定位装置8还是多轴机器人8,该多轴机器人与图2的上下文中描述的机器人8相同。它配备有牢固地接合抛光体81并以适当速度旋转该抛光体的机构。定位装置8将旋转的抛光体81与齿侧表面40的第一部分接触以抛光第一部分,并且此后动态地调整抛光体81相对于第一齿轮60的位置和姿态,使得齿侧表面的第二部分被抛光体81抛光。
90.第一齿轮60安装在固定轴32上,因此它可以绕该轴32缓慢地旋转,以便于抛光其所有齿50。当抛光装置17抛光先前已在研磨装置6上研磨的第一齿轮60的齿50时,研磨装置6同时研磨第二齿轮61。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。