1.本实用新型属于模具技术领域,涉及一种具有双边辅助支撑梁结构的汽车进气格栅外饰框注塑模具。
背景技术:
2.汽车进气格栅外饰框是汽车常用配件之一,采用塑料材料制成,因此在生产制造过程中采用注塑模具进行加工生产。其中汽车进气格栅外饰框上的双边辅助支撑梁结构是与之主体配合的支撑结构,现有的汽车进气格栅外饰框注塑模具在生产过程中,难以同步注塑成型与之主体配合的双边辅助支撑梁结构,需要进行二次加工,成型精度较为一般,质量较差。
3.为了克服现有技术的不足,人们经过不断探索,提出了各种各样的解决方案,如中国专利公开了一种免喷涂高光汽车进气格栅精密注塑模具[申请号:202010195690.6],包括定模复板和动模复板,定模复板下安装垫块、流道架、热嘴和定模框及定模镶块,动模复板上安装模脚、动模板和动模镶块,动模镶块与定模镶块之间有注塑成型的进气格栅,所述的热嘴呈多点顺序交错排列连接,包括在流道架的中心和两端各设置直线排列的端点进胶孔,在流道架的两侧各设置2—4组交错排列的侧点进胶孔,每个端点进胶孔和侧点进胶孔下各连接一个热嘴,且在每个端点进胶孔和侧点进胶孔的周围各设有加热管,在定模框和定模镶块中设置凹字型水孔,所述定模镶块的型腔面上设置排气结构,所述的排气结构包括在定模镶块型腔面的两侧上设置均布的排气槽,每个排气槽的深度h为0.02—0.03mm。但是该方案在生产过程中,仍然难以同步注塑成型与之主体配合的双边辅助支撑梁结构,仍然需要进行二次加工,存在成型精度较为一般,质量较差的缺陷。
技术实现要素:
[0004]
本实用新型的目的是针对上述问题,提供一种具有双边辅助支撑梁结构的汽车进气格栅外饰框注塑模具。
[0005]
为达到上述目的,本实用新型采用了下列技术方案:
[0006]
一种具有双边辅助支撑梁结构的汽车进气格栅外饰框注塑模具,包括注塑上模,所述的注塑上模上方设有注塑件,所述的注塑上模内设有内嵌式上部辅助成型镶座,所述的内嵌式上部辅助成型镶座内设有外饰框支撑梁成型组件,所述的外饰框支撑梁成型组件与注塑件的位置相对应。
[0007]
在上述的具有双边辅助支撑梁结构的汽车进气格栅外饰框注塑模具中,所述的外饰框支撑梁成型组件包括设置于内嵌式上部辅助成型镶座内的支撑梁成型槽,所述的内嵌式上部辅助成型镶座内还设有加强筋成型部,所述的加强筋成型部与支撑梁成型槽相连通设置。
[0008]
在上述的具有双边辅助支撑梁结构的汽车进气格栅外饰框注塑模具中,所述的加强筋成型部包括设置于内嵌式上部辅助成型镶座内的若干加强筋成型槽,所述的加强筋成
型槽与支撑梁成型槽相连通设置。
[0009]
在上述的具有双边辅助支撑梁结构的汽车进气格栅外饰框注塑模具中,所述的内嵌式上部辅助成型镶座内还设有进气格栅外饰框上部成型腔室,所述的加强筋成型槽和支撑梁成型槽分别与进气格栅外饰框上部成型腔室相连通。
[0010]
在上述的具有双边辅助支撑梁结构的汽车进气格栅外饰框注塑模具中,所述的注塑上模底部设有合模缓冲抵接部,所述的合模缓冲抵接部与内嵌式上部辅助成型镶座交错设置。
[0011]
在上述的具有双边辅助支撑梁结构的汽车进气格栅外饰框注塑模具中,所述的合模缓冲抵接部包括设置于注塑上模底部的若干合模缓冲垫片,所述的合模缓冲垫片与内嵌式上部辅助成型镶座交错设置。
[0012]
在上述的具有双边辅助支撑梁结构的汽车进气格栅外饰框注塑模具中,所述的注塑件包括设置于注塑上模上方的注塑板,所述的注塑板内设有注塑主孔,所述的注塑板内还设有分流部,所述的分流部与进气格栅外饰框上部成型腔室相连通设置。
[0013]
在上述的具有双边辅助支撑梁结构的汽车进气格栅外饰框注塑模具中,所述的分流部包括设置于注塑板内的若干分流注塑管,所述的分流注塑管延伸通入至进气格栅外饰框上部成型腔室内。
[0014]
在上述的具有双边辅助支撑梁结构的汽车进气格栅外饰框注塑模具中,所述的注塑板与内嵌式上部辅助成型镶座之间设有连接部,所述的连接部一端与注塑板相连,另一端与内嵌式上部辅助成型镶座相连。
[0015]
在上述的具有双边辅助支撑梁结构的汽车进气格栅外饰框注塑模具中,所述的连接部包括设置于注塑板与内嵌式上部辅助成型镶座之间的连接框板,所述的分流注塑管贯穿通过连接框板。
[0016]
与现有的技术相比,本实用新型的优点在于:
[0017]
1、本实用新型在注塑过程中,内嵌式上部辅助成型镶座与注塑上模相紧贴配合,将注塑上模与相对应的下模合模后,熔融物料通过注塑件注入至内嵌式上部辅助成型镶座内,通过内嵌式上部辅助成型镶座辅助成型进气格栅外饰框上部结构,并且通过外饰框支撑梁成型组件同步成型汽车进气格栅外饰框的辅助支撑梁结构,实现同步高精度成型,塑件一体成型,质量较高。
[0018]
2、本实用新型通过设置合模缓冲垫片,在合模过程中与相对应的下模相抵接配合,避免注塑上模与相对应的下模之间刚发生硬性碰撞,提高了模具的使用寿命。
[0019]
本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
附图说明
[0020]
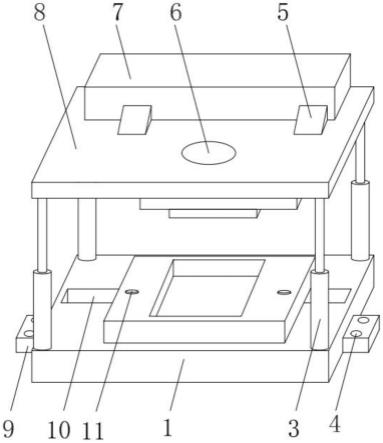
图1是本实用新型的结构示意图。
[0021]
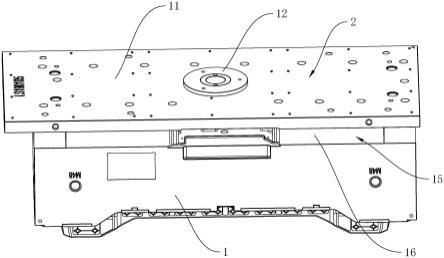
图2是内嵌式上部辅助成型镶座的结构示意图。
[0022]
图3是本实用新型另一个方向的结构示意图。
[0023]
图中:注塑上模1、注塑件2、内嵌式上部辅助成型镶座3、外饰框支撑梁成型组件4、支撑梁成型槽5、加强筋成型部6、加强筋成型槽7、进气格栅外饰框上部成型腔室8、合模缓
冲抵接部9、合模缓冲垫片10、注塑板11、注塑主孔12、分流部13、分流注塑管14、连接部15、连接框板16。
具体实施方式
[0024]
下面结合附图对本实用新型进行进一步说明。
[0025]
如图1-3所示,一种具有双边辅助支撑梁结构的汽车进气格栅外饰框注塑模具,包括注塑上模1,所述的注塑上模1上方设有注塑件2,所述的注塑上模1内设有内嵌式上部辅助成型镶座3,所述的内嵌式上部辅助成型镶座3内设有外饰框支撑梁成型组件4,所述的外饰框支撑梁成型组件4与注塑件2的位置相对应。
[0026]
在本实施例中,在注塑过程中,内嵌式上部辅助成型镶座3与注塑上模1相紧贴配合,将注塑上模1与相对应的下模合模后,熔融物料通过注塑件2注入至内嵌式上部辅助成型镶座3内,通过内嵌式上部辅助成型镶座3辅助成型进气格栅外饰框上部结构,并且通过外饰框支撑梁成型组件4同步成型汽车进气格栅外饰框的辅助支撑梁结构,实现同步高精度成型,塑件一体成型,质量较高。
[0027]
结合图1-3所示,所述的外饰框支撑梁成型组件4包括设置于内嵌式上部辅助成型镶座3内的支撑梁成型槽5,所述的内嵌式上部辅助成型镶座3内还设有加强筋成型部6,所述的加强筋成型部6与支撑梁成型槽5相连通设置。
[0028]
具体地说,在注塑过程中,内嵌式上部辅助成型镶座3与注塑上模1相紧贴配合,将注塑上模1与相对应的下模合模后,熔融物料通过注塑件2注入至内嵌式上部辅助成型镶座3内,通过内嵌式上部辅助成型镶座3辅助成型进气格栅外饰框上部结构,并且通过支撑梁成型槽5同步成型汽车进气格栅外饰框的辅助支撑梁结构,加强筋成型部6用以同步成型加强筋结构,实现同步高精度成型,塑件一体成型,质量较高。
[0029]
结合图1、图2所示,所述的加强筋成型部6包括设置于内嵌式上部辅助成型镶座3内的若干加强筋成型槽7,所述的加强筋成型槽7与支撑梁成型槽5相连通设置。
[0030]
本实施例中,加强筋成型槽7用以同步成型加强筋结构,实现同步高精度成型,塑件一体成型,质量较高。
[0031]
所述的内嵌式上部辅助成型镶座3内还设有进气格栅外饰框上部成型腔室8,所述的加强筋成型槽7和支撑梁成型槽5分别与进气格栅外饰框上部成型腔室8相连通。
[0032]
本实施例中,进气格栅外饰框上部成型腔室8在注塑过程中用以辅助成型进气格栅外饰框上部结构。
[0033]
结合图3所示,所述的注塑上模1底部设有合模缓冲抵接部9,所述的合模缓冲抵接部9与内嵌式上部辅助成型镶座3交错设置。
[0034]
本实施例中,合模缓冲抵接部9在合模过程中与相对应的下模相抵接配合,避免注塑上模1与相对应的下模之间刚发生硬性碰撞,提高了模具的使用寿命。
[0035]
所述的合模缓冲抵接部9包括设置于注塑上模1底部的若干合模缓冲垫片10,所述的合模缓冲垫片10与内嵌式上部辅助成型镶座3交错设置。
[0036]
本实施例中,合模缓冲垫片10在合模过程中与相对应的下模相抵接配合,避免注塑上模1与相对应的下模之间刚发生硬性碰撞,提高了模具的使用寿命。
[0037]
所述的注塑件2包括设置于注塑上模1上方的注塑板11,所述的注塑板11内设有注
塑主孔12,所述的注塑板11内还设有分流部13,所述的分流部13与进气格栅外饰框上部成型腔室8相连通设置。
[0038]
本实施例中,在注塑过程中,熔融物料通过注塑板11内的注塑主孔12注入至分流部13处,并通过分流部13进行分流注塑,提高了注塑的速率。
[0039]
结合图2所示,所述的分流部13包括设置于注塑板11内的若干分流注塑管14,所述的分流注塑管14延伸通入至进气格栅外饰框上部成型腔室8内。
[0040]
本实施例中,在注塑过程中,熔融物料通过注塑板11内的注塑主孔12注入至若干分流注塑管14处,并通过若干分流注塑管14进行分流注塑,提高了注塑的速率。
[0041]
结合图1、图2所示,所述的注塑板11与内嵌式上部辅助成型镶座3之间设有连接部15,所述的连接部15一端与注塑板11相连,另一端与内嵌式上部辅助成型镶座3相连。
[0042]
本实施例中,连接部15用以将注塑板11与内嵌式上部辅助成型镶座3进行连接,并对分流注塑管14起到固定作用,确保注塑的精度。
[0043]
结合图1所示,所述的连接部15包括设置于注塑板11与内嵌式上部辅助成型镶座3之间的连接框板16,所述的分流注塑管14贯穿通过连接框板16。
[0044]
本实施例中,连接框板16用以将注塑板11与内嵌式上部辅助成型镶座3进行连接,并对分流注塑管14起到固定作用,确保注塑的精度。
[0045]
本实用新型的工作原理是:
[0046]
在注塑过程中,内嵌式上部辅助成型镶座3与注塑上模1相紧贴配合,将注塑上模1与相对应的下模合模后,熔融物料通过注塑板11内的注塑主孔12注入至若干分流注塑管14处,并通过若干分流注塑管14进行分流注塑,注入至内嵌式上部辅助成型镶座3内,提高了注塑的速率,通过内嵌式上部辅助成型镶座3辅助成型进气格栅外饰框上部结构,并且通过支撑梁成型槽5同步成型汽车进气格栅外饰框的辅助支撑梁结构,加强筋成型槽7用以同步成型加强筋结构,实现同步高精度成型,塑件一体成型,质量较高,
[0047]
进气格栅外饰框上部成型腔室8在注塑过程中用以辅助成型进气格栅外饰框上部结构,
[0048]
合模缓冲垫片10在合模过程中与相对应的下模相抵接配合,避免注塑上模1与相对应的下模之间刚发生硬性碰撞,提高了模具的使用寿命,
[0049]
连接框板16用以将注塑板11与内嵌式上部辅助成型镶座3进行连接,并对分流注塑管14起到固定作用,确保注塑的精度。
[0050]
本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神。
[0051]
尽管本文较多地使用注塑上模1、注塑件2、内嵌式上部辅助成型镶座3、外饰框支撑梁成型组件4、支撑梁成型槽5、加强筋成型部6、加强筋成型槽7、进气格栅外饰框上部成型腔室8、合模缓冲抵接部9、合模缓冲垫片10、注塑板11、注塑主孔12、分流部13、分流注塑管14、连接部15、连接框板16等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本实用新型的本质,把它们解释成任何一种附加的限制都是与本实用新型精神相违背的。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。