一种环槽均压分流挤出pvc软管模具
技术领域
1.本实用新型涉及一种环槽均压分流挤出pvc软管模具。
背景技术:
2.pvc挤出材料,在生产过程中容易因为进料方向压力聚集而产生的挤出不均匀现象。
技术实现要素:
3.为解决上述问题,本实用新型提出一种环槽均压分流挤出pvc软管模具,旨在解决因为进料方向压力聚集而产生的挤出不均匀的问题。
4.本实用新型提出一种环槽均压分流挤出pvc软管模具,包括模体、口模以及模芯,所述模芯设置在口模内,所述模芯外壁和口模内壁之间形成挤出通道,所述模体上设置有进料口,口模和模芯设置在模体的出口上,所述进料口连通所述挤出通道,所述进料口和挤出通道之间设置有若干个环槽以稳压。
5.通过多重环槽进行多次的压力交换以消除进料方向压力聚集而产生的挤出不均匀现象,通过了多重环槽后的材料在圆周上挤出压力基本上相同,在口模上微调便能使得挤出产品圆周均匀,大大简化了生产过程中为了挤出均匀而花费的调节时间,节约材料和提高生产效率,提高产品质量,用环槽均压分流取代复杂的pvc多流道分流设计,加工成本和加工难度大为降低。
6.于一个或多个实施例中,所述环槽设置在模体上。
7.于一个或多个实施例中,所述模体上设置有多个间隔的环槽。
8.于一个或多个实施例中,所述进料口设置在进料模上,所述进料模与模体固定连接。
9.于一个或多个实施例中,所述模体和进料模之间设置有进料通道,所述进料通道与所述挤出通道连通。
10.于一个或多个实施例中,所述进料模与口模也固定连接,所述模芯与所述模体固定连接。
11.本实用新型的有益效果:通过多重环槽进行多次的压力交换以消除进料方向压力聚集而产生的挤出不均匀现象,通过了多重环槽后的材料在圆周上挤出压力基本上相同,在口模上微调便能使得挤出产品圆周均匀,大大简化了生产过程中为了挤出均匀而花费的调节时间,节约材料和提高生产效率,提高产品质量,用环槽均压分流取代复杂的pvc多流道分流设计,加工成本和加工难度大为降低。
附图说明
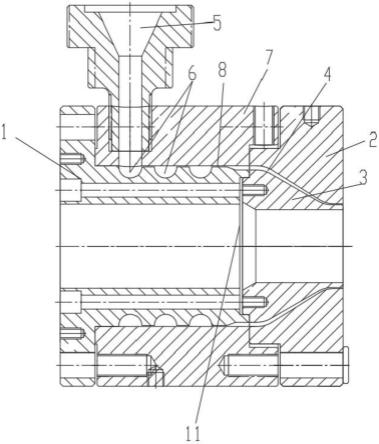
12.图1为环槽均压分流挤出pvc软管模具示意图。
具体实施方式
13.如下结合附图,对本申请方案作进一步描述:
14.参见附图1一种环槽均压分流挤出pvc软管模具,包括模体1、口模2以及模芯3,所述模芯3设置在口模2内,所述模芯3外壁和口模2内壁之间形成挤出通道4,所述模体1上设置有进料口5,口模2和模芯3设置在模体1的出口11上,所述进料口5连通所述挤出通道4,所述进料口5和挤出通道4之间设置有若干个环槽6以稳压。
15.进一步地,所述环槽6设置在模体1上。
16.进一步地,所述模体1上设置有多个间隔的环槽6。
17.进一步地,所述进料口5设置在进料模7上,所述进料模7与模体1固定连接。
18.进一步地,所述模体1和进料模7之间设置有进料通道8,所述进料通道8与所述挤出通道4连通。
19.进一步地,所述进料模7与口模2也固定连接,所述模芯3与所述模体1固定连接。
20.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
21.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、第二”的特征可以明示或者隐含地包括至少一个该特征。在本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
22.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
23.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
24.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
25.上述优选实施方式应视为本申请方案实施方式的举例说明,凡与本申请方案雷同、近似或以此为基础作出的技术推演、替换、改进等,均应视为本专利的保护范围。
技术特征:
1.一种环槽均压分流挤出pvc软管模具,其特征在于,包括模体、口模以及模芯,所述模芯设置在口模内,所述模芯外壁和口模内壁之间形成挤出通道,所述模体上设置有进料口,口模和模芯设置在模体的出口上,所述进料口连通所述挤出通道,所述进料口和挤出通道之间设置有若干个环槽以稳压。2.根据权利要求1所述的环槽均压分流挤出pvc软管模具,其特征在于,所述环槽设置在模体上。3.根据权利要求2所述的环槽均压分流挤出pvc软管模具,其特征在于,所述模体上设置有多个间隔的环槽。4.根据权利要求1所述的环槽均压分流挤出pvc软管模具,其特征在于,所述进料口设置在进料模上,所述进料模与模体固定连接。5.根据权利要求4所述的环槽均压分流挤出pvc软管模具,其特征在于,所述模体和进料模之间设置有进料通道,所述进料通道与所述挤出通道连通。6.根据权利要求4所述的环槽均压分流挤出pvc软管模具,其特征在于,所述进料模与口模也固定连接,所述模芯与所述模体固定连接。
技术总结
本实用新型提出一种环槽均压分流挤出PVC软管模具,包括模体、口模以及模芯,所述模芯设置在口模内,所述模芯外壁和口模内壁之间形成挤出通道,所述模体上设置有进料口,口模和模芯设置在模体的出口上,所述进料口连通所述挤出通道,所述进料口和挤出通道之间设置有若干个环槽以稳压,通过多重环槽进行多次的压力交换以消除进料方向压力聚集而产生的挤出不均匀现象,通过了多重环槽后的材料在圆周上挤出压力基本上相同,在口模上微调便能使得挤出产品圆周均匀,大大简化了生产过程中为了挤出均匀而花费的调节时间,节约材料和提高生产效率,提高产品质量,用环槽均压分流取代复杂的PVC多流道分流设计,加工成本和加工难度大为降低。降低。降低。
技术研发人员:张伟光
受保护的技术使用者:广东联塑机器制造有限公司
技术研发日:2022.08.30
技术公布日:2023/2/23
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。