技术特征:
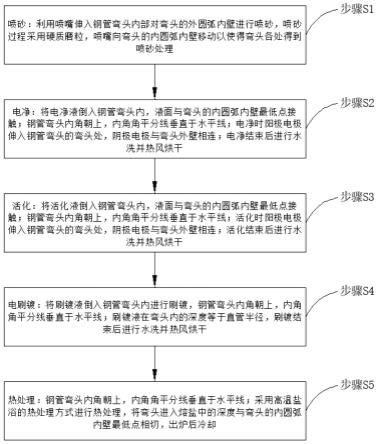
1.一种钢管弯头内部耐高温腐蚀刷镀液,其特征在于,按浓度计量,固定体积刷镀液中各组分浓度分别为360~420g/l的硫酸镍、18~28g/l的钨酸钠、4~6g/l的硫酸钴、2~5g/l的硫酸锌、35~45g/l的柠檬酸、30~36g/l的硼酸、20~27g/l的乙酸、6~8g/l的硫酸钠、0.02~0.045g/l的十二烷基硫酸钠、4~6g/l的氟化钠;所述刷镀液的ph为1.5~2.2。2.一种钢管弯头内部耐高温腐蚀涂层制备方法,其特征在于,至少包括以下步骤:喷砂:利用喷嘴伸入钢管弯头内部对弯头的外圆弧内壁进行喷砂,喷砂过程采用硬质磨粒,喷嘴向弯头的内圆弧内壁移动以使得弯头各处得到喷砂处理;电净:将电净液倒入钢管弯头内,液面与弯头的内圆弧内壁最低点接触;钢管弯头内角朝上,内角角平分线垂直于水平线;电净时阳极电极伸入钢管弯头的弯头处,阴极电极与弯头外壁相连;电净结束后进行水洗并热风烘干;活化:将活化液倒入钢管弯头内,液面与弯头的内圆弧内壁最低点接触;钢管弯头内角朝上,内角角平分线垂直于水平线;活化时阳极电极伸入钢管弯头的弯头处,阴极电极与弯头外壁相连;活化结束后进行水洗并热风烘干;电刷镀:将刷镀液倒入钢管弯头内进行刷镀,钢管弯头内角朝上,内角角平分线垂直于水平线;刷镀液在弯头内的深度等于直管半径,刷镀结束后进行水洗并热风烘干;热处理:钢管弯头内角朝上,内角角平分线垂直于水平线;采用高温盐浴的热处理方式进行热处理,将弯头进入熔盐中的深度与弯头的内圆弧内壁最低点相切,出炉后冷却。3.根据权利要求2所述的一种钢管弯头内部耐高温腐蚀涂层制备方法,其特征在于,所述硬质磨粒包括钢砂、氧化铝、石英砂、碳化硅中的至少一种,所述硬质磨粒的粒径为100~150目。4.根据权利要求2所述的一种钢管弯头内部耐高温腐蚀涂层制备方法,其特征在于,所述喷砂的时间为12~15s,所述喷嘴的出口气压为0.6~0.8mpa,所述喷嘴与钢管弯头的直管切线点的夹角为80~85度,所述喷嘴与钢管弯头的直管切线点的距离为8~12cm。5.根据权利要求2所述的一种钢管弯头内部耐高温腐蚀涂层制备方法,其特征在于,按浓度计量,固定体积电净液中各组分浓度分别为25~30g/l的氢氧化钠、20~25g/l的碳酸钠、40~50g/l的磷酸钠、2~3g/l的氯化钠。6.根据权利要求2所述的一种钢管弯头内部耐高温腐蚀涂层制备方法,其特征在于,按浓度计量,固定体积活化液中各组分浓度分别为80~84g/l的硫酸、108~112g/l的硫酸铵、2.5~5g/l的氯化镍。7.根据权利要求2所述的一种钢管弯头内部耐高温腐蚀涂层制备方法,其特征在于,所述电刷镀中刷镀采用的刷头为镶嵌有阵列并联石墨块的马鞍形柔性塑料电刷头。8.根据权利要求2所述的一种钢管弯头内部耐高温腐蚀涂层制备方法,其特征在于,所述阳极电极外设置有镂空绝缘罩,所述电净的工作电压为10~14v,处理时间为20~30s;所述活化的工作电压为10~15v,处理时间为10~20s。9.根据权利要求2所述的一种钢管弯头内部耐高温腐蚀涂层制备方法,其特征在于,所述刷镀的工作电压为10~13v,刷镀采用的刷头运动速度为8~12m/min,刷镀的时间为20~40s。10.根据权利要求2所述的一种钢管弯头内部耐高温腐蚀涂层制备方法,其特征在于,所述高温盐浴的热处理温度为380~400℃,保温时间为50~60min。
技术总结
本发明公开了钢管弯头内部耐高温腐蚀涂层制备方法及用于其的刷镀液,至少包括以下步骤:喷砂:利用喷嘴使得弯头各处得到喷砂处理;电净:将电净液倒入钢管弯头内;电净时阳极电极伸入钢管弯头的弯头处,阴极电极与弯头外壁相连;电净结束后进行水洗并热风烘干;活化:将活化液倒入钢管弯头内;活化时阳极电极伸入钢管弯头的弯头处,阴极电极与弯头外壁相连;电净结束后进行水洗并热风烘干;电刷镀:将刷镀液倒入钢管弯头内进行刷镀,刷镀结束后进行水洗并热风烘干;热处理:采用高温盐浴的热处理方式进行热处理,出炉后冷却。本发明为高温锅炉管道提供保护涂层,涂层为局部涂敷,效果好;涂层硬度高,耐磨耐高温,可提高服役安全和寿命。命。命。
技术研发人员:朱国平 王立旺 邹永顺 王琪 朱玉萍 李新明 彭晶晶 施展 方利华
受保护的技术使用者:浙江锦诚新材料股份有限公司
技术研发日:2022.11.24
技术公布日:2023/3/10
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。