1.本发明涉及lcd技术领域,更具体的说,涉及一种应用于气体扩散器的阳极氧化剂、氧化工艺及氧化膜。
背景技术:
2.lcd(liquid crystal display)是液晶显示器的简称,tft-lcd(薄膜晶体管液晶显示器) 技术是微电子技术与液晶显示器技术巧妙结合的一种技术。人们通过pecvd工艺在真空 chamber(腔体)内部注入需要的gas的状态,利用rf power将gas分解成plasma(等离子体)状态在glass上进行蒸镀,形成a-si/n a-si的半导体膜或sin的绝缘膜。
3.再通过etch工艺蚀刻出微小的形状——tft结构,在tft lcd中,tft的功能就是相当于一个开关,通过在大尺寸玻璃上进行tft阵列的加工,再将该阵列基板与另一片带彩色滤色膜的基板,进行贴合,并向中间注入液晶,再经过后工序如偏光片贴覆等过程,最后形成液晶显示器。
4.随着人们生活水平及需求的提高,tft-lcd行业近些年在国内发展十分迅猛,液晶显示屏也越趋向更大尺寸进行发展,目前最大尺寸已更新至10.5g,可以经济切割60~70英寸的液晶显示面板。
5.tft-lcd的制程繁多,其中pecvd(等离子体增强化学气相沉淀法)是关键步骤,用的沉积设备主要是在glass(玻璃基板)上进行成膜。
6.cvd设备主要是有各个chamber(腔体)构成,chamber内遍布cvd parts(cvd设备的部件),主要由backing plate(简称bp,背板)、diffuser(简称df,扩散器)、susceptor (简称ss,基座)等组件构成,不同的组件作用也不同。
7.近年来,随着制造工艺的进步,lcd的尺寸越来越大型号,从最初2代,5代,6代,发展到现在8.5代和10.5代,相应的设备及备件尺寸的也逐代增加。
8.原先的diffuser都是不需要进行阳极氧化处理,bare铝材表面清洗后应用于chamber,但10.5g大世代线chamber内反应的power高,bare diffuser表面无绝缘性,生产过程中随着镀层的生产又赋予了diffuser表面的一定的绝缘性,尤其是cc初期尤为明显,这样的情况会导致不同批次的glass表面镀层厚度不均一。直到近年来提出了新的阳极氧化工艺:diffuser 进行阳极coating,增大其表面绝缘性,才彻底解决了这个问题。
9.因为diffuser的在chamber内的处于高温高压,腐蚀性的气体环境中,尤其是普遍的温度在300-400度范围,部分工艺甚至达到450度,这样的环境下要求的皮膜性能必须具有高耐热、高度均匀和耐腐蚀性能。评价diffuser皮膜的关键指标参数在于此。
10.日韩企业及国内现有工艺都是采用磷酸为基体作为电解液进行阳极氧化,优点是成膜率均匀,阻挡层厚度较高,阻抗较好。
11.此种工艺条件下可以生产2~5微米的皮膜,sem下观察阻挡层厚度约100nm,皮膜均匀性、绝缘性能、耐蚀性能、耐热性能等性能较好。
12.通用磷酸coating工艺参数表
13.电解液温度电源形式最终电压阳极时间3%~5%h3po4 均散剂30℃稳压工艺85v60min
14.使用磷酸生产的皮膜一般是用于复合膜的中间层,皮膜微孔直径比其他膜大10倍以上,对涂覆层有良好的吸附和结合能力。
[0015][0016]
由于磷酸膜微孔直径大,生产和检查过程中,容易吸附空气中的particle,因此chamber 内表面膨胀发生particle掉落。
技术实现要素:
[0017]
1.发明要解决的技术问题
[0018]
鉴于目前阳极氧化产生的皮膜微孔直径大,生产和检查过程中,容易吸附空气中的微粒,导致腔体内表面膨胀发生掉落的问题,本发明提供了一种应用于气体扩散器的阳极氧化剂、氧化工艺及氧化膜,生成的氧化膜具有良好的耐热性、耐腐蚀性、绝缘性及皮膜厚度均一性,减少了膜中微粒的产生,保证了产品质量。
[0019]
2.技术方案
[0020]
为达到上述目的,本发明提供的技术方案为:
[0021]
本发明的一种气体扩散器的阳极氧化剂,其特征在于:包括质量分数3%-8%的主药液,质量分数0.5%-2%的主添加剂,质量分数0%-2%的副添加剂。
[0022]
更进一步地,所述的主药液为草酸,主添加剂为柠檬酸,副添加剂为酒石酸或聚乙二醇。
[0023]
更进一步地,所述的草酸的质量分数为5%,柠檬酸质量分数为1%,聚乙二醇质量分数为2%。
[0024]
另一方面,所述的草酸的质量分数为5%,柠檬酸质量分数为1%,酒石酸质量分数为2%。
[0025]
本发明的一种气体扩散器的阳极氧化工艺,其特征在于,其步骤为:
[0026]
步骤一、将气体扩散器在温度为55℃的弱碱性脱脂液中除去表面切削液及加工油;
[0027]
步骤二、使用全自动研磨机器人将气体扩散器表面进行研磨,去除表面擦划伤并进行非阳极区域遮蔽
[0028]
步骤三、使用喷砂机器人进行产品表面喷砂,达到客户要求的粗糙度要求;
[0029]
步骤四、将气体扩散器依次放置于脱脂、水洗、刻蚀、水洗、净化、水洗槽,进行化学抛光,然后进行自动高压水洗;
[0030]
步骤五、将气体扩散器放置于特定的阳极氧化电解液槽中进行阳极;
[0031]
步骤六、阳极后的气体扩散器进行水洗烘干
[0032]
步骤七、对阳极后的产品进行外观检查及性能检测。
[0033]
更进一步地,所述的步骤五中,将铝板放入阳极氧化剂中,阳极氧化电压控制55v,阳极氧化时间为40min,温度15℃-20℃。。
[0034]
更进一步地,所述的步骤七中,对氧化皮膜分别进行耐电压阻抗测试、切割测试、表面 sem测试。
[0035]
本发明的一种气体扩散器的阳极氧化膜,其特征在于:所述的阳极氧化膜膜厚大于 2.9mm,标准偏差小于0.1mm,耐电压大于240v,阻抗大于630ω。
[0036]
3.有益效果
[0037]
采用本发明提供的技术方案,与已有的公知技术相比,具有如下显著效果:
[0038]
(1)本发明的一种气体扩散器的阳极氧化剂,利用草酸作为主要药剂,能够在阳极氧化过程中,降低皮膜的孔隙率,减小孔径,同时通过添加柠檬酸提高皮膜的生成率,提升皮膜的均一性,能够减少颗粒的吸附,避免腔体内表面膨胀发生掉落的问题。
[0039]
(2)本发明的一种气体扩散器的阳极氧化剂,通过在主药液中添加副添加剂聚乙二醇,聚乙二醇具有均散效果,提升了皮膜生成率,缩短了阳极作业时间。
[0040]
(3)本发明的一种气体扩散器的阳极氧化工艺,控制阳极氧化过程中的工艺,通过稳压的工艺,提升了初始电压,控制阳极氧化电压为55v,采用逐步升压的方法,在保证皮膜均一性的同时,能够获得较厚的阻挡层,从而提升了皮膜的绝缘性能。
[0041]
(4)本发明的一种气体扩散器的阳极氧化膜,利用草酸 有机酸调节皮膜孔径,增加耐蚀性,降低pt发生率;采用试片表征法,不易进行皮膜量测的产品可以无损测量。
附图说明
[0042]
图1为多孔型阳极氧化膜生成时电流-时间曲线(a)以及相应区域的阳极氧化膜结构变化(b)图;
[0043]
图2为本发明中电流与电压随时间变化图;
[0044]
图3为本发明中稳压工艺具体参数设定图;
[0045]
图4为本发明中新药品皮膜热冲击后皮膜结构放大图;
[0046]
图5为本发明热冲击工艺图;
[0047]
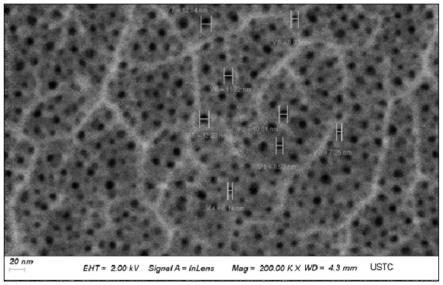
图6为本发明皮膜表面sem分析图。
具体实施方式
[0048]
为进一步了解本发明的内容,结合附图和实施例对本发明作详细描述。
[0049]
本发明的一种气体扩散器的阳极氧化剂,包括质量分数3%-8%的主药液,质量分数 0.5%-2%的主添加剂,质量分数0%-2%的副添加剂,其中主药液为草酸,主添加剂为柠檬酸,副添加剂为酒石酸或聚乙二醇。
[0050]
实施例
[0051]
一般地,要想获得高耐电压性能注定需要生产壁垒型氧化皮膜,阻挡层厚度较高。通常硼酸、硅酸等无机酸可作为壁垒型皮膜生成的电解液,但是由于处理及环境等问题而不被使用。
[0052]
采用草酸作为电解质,阳极后皮膜阻挡层相较于磷酸薄20nm左右,此时添加一些大分子量的有机酸作为添加剂,可以加减缓皮膜溶解速率,有效收缩孔径,耐腐蚀性提高、均匀性提升,为此,本实施例从药液配方面进行改善:
[0053]
由于添加剂种类较多,且浓度影响较大,如果用全面比较发,实验次数太多,为了探究最佳实验条件,采用简单比较法即固定一个因素,改变其他因素的方法。实验条件如下表1。
[0054]
在本实施例中,现有的阳极氧化剂一般采用磷酸作为主药液,且最终电压为85v,阳极时间为120min,温度控制为30℃。但发明人发现,使用草酸作为主药液之后,如果还是采用原先的工艺,会导致氧化膜的性能降低,这就不符合提升氧化膜效果的目的。因此,发明人就实验的条件进行了改进。结合图1,ab段为阳极氧化初期,阻挡层生成,电阻升高,电流急速降低;bc段为氧化膜在酸性电解液环境中受到腐蚀发生溶解,电阻降低,电流升高;d 段为氧化膜生长速率与溶解速率达到平衡,电流稳定,厚度持续增长。可以发现,当改变电解液成分,皮膜阻挡层厚度与磷酸法相差不大(主要影响因素为初始电压),在添加柠檬酸后可以显著收缩皮膜微孔孔径,同时添加副添加剂聚乙二醇降低阳极时间。最终得到当最终电压为55v时,能够达到较好的结果,且不会造成能源的浪费。
[0055]
表1阳极氧化剂成分及实验条件表
[0056][0057]
为了控制阳极氧化膜的膜厚度,需要对阳极氧化时间进行控制:铝阳极氧化皮膜厚度的工艺管理基本要点是,电流密度
×
氧化时间,因此,阳极氧化膜厚度(um)=电流密度(a/dm2)
ꢀ×
氧化时间(min)
×
f,f一般取0.3。本实施例使用草酸作为主药液,因此f取0.2。本实施例根据确定的最终电压,结合图2,确定合适的电流密度,最终确定阳极氧化时间为
40min 时,能够获得合适的膜厚,且保证氧化膜的均一性。
[0058]
本实施例的一种气体扩散器的阳极氧化工艺,其步骤为:
[0059]
步骤一、将气体扩散器在温度为55℃的弱碱性脱脂液中除去表面切血液及加工油;
[0060]
步骤二、使用全自动研磨机器人将气体扩散器表面进行研磨,去除表面擦划伤并进行非阳极区域遮蔽
[0061]
步骤三、使用喷砂机器人进行产品表面喷砂,达到客户要求的粗糙度要求;
[0062]
步骤四、将气体扩散器依次放置于脱脂、水洗、刻蚀、水洗、净化、水洗槽,进行化学抛光,然后进行自动高压水洗;
[0063]
步骤五、将气体扩散器放置于特定的阳极氧化电解液槽中进行阳极;
[0064]
步骤六、阳极后的气体扩散器进行水洗烘干
[0065]
步骤七、对阳极后的产品进行外观检查及性能检测。
[0066]
对氧化皮膜分别进行耐电压阻抗测试、切割测试、表面sem测试,所述的阳极氧化膜膜厚大于2.9mm,标准偏差小于0.1mm,耐电压大于240v,阻抗大于630ω,sem测试孔径在 6-12nm(参看图6)。
[0067]
其中,在步骤三中,阳极氧化时采用表1中的条件对铝板进行阳极氧化。值得说明的是,本实施例采用采用逐步升压的工艺控制电压,使电压随时间逐步增加,而不是直接施加最大电压。由于产品表面的孔洞非常多,表面积达到了7362dm2,按照稳流工艺的话电流密度为 1a/dm2,总电流则会超出整流器最大量程(5000a),对大尺寸面积产品采用稳流工艺的话由于中心区域与四周接触电流不同,产品不同区域的成膜速度不一,会导致膜厚不均。因此本实施例在不同时间施加不同电压,逐步提升电压,以获得均一的膜厚。同时初始电压设定为12v,提升了阻挡膜的厚度。稳压工艺具体设定参数参看图3。
[0068]
对表1各组进行实验后,发现b2组最优,在b2基础上添加副添加剂,获得更优的皮膜性能b2f。
[0069]
表2b2组添加副添加剂成分表
[0070][0071]
通过性能参数显示,在5%草酸中添加1%柠檬酸和2%聚乙二醇,阳极后皮膜耐电压及阻抗性能大幅度提升。
[0072]
表3添加有机酸后皮膜性能参数表
[0073][0074]
结合图4和图5,对皮膜进行实验,实验时,对皮膜进行热冲击实验,在400℃下保持 30分钟(11次)热冲击,spec≥6次,发现皮膜11次热冲击后未产生裂纹,满足热冲击性能要求。
[0075]
对b2组进行耐腐蚀测试,具体参数见表4,
[0076]
表4耐腐蚀性能测试表
[0077][0078]
表5磷酸皮膜和新药剂皮膜性能对照表
[0079][0080]
表6磷酸皮膜和新药剂皮膜膜厚与均匀性对照表
[0081][0082]
表7磷酸皮膜和新药剂皮膜膜厚生成率对照表
[0083][0084]
参看表5-7,新药品产生的膜厚和均匀性均超过原先药品。
[0085]
通过以上仪器检测,结果如下:
[0086]
1、新药品的皮膜生成速率更高,氧化时间缩短;
[0087]
2、单位膜厚耐电压性能更优;
[0088]
3、阻抗性能与原先相差不大;
[0089]
4、耐腐蚀性、耐热性能相差不大,均可满足客户需求;
[0090]
5、皮膜孔径远小于原先皮膜;
[0091]
综上,通过以上一系列改善:
[0092]
使用新型的阳极氧化药液(5%草酸 1%柠檬酸 2%聚乙二醇),针对挂具进行相应的改善,通过自动高压清洗后,出库的产品在客户端最终验证通过,表现良好,此项改善获得最终成功。
[0093]
综上,采用5%的草酸作为主电解液,减少在酸性电解液环境下皮膜的溶解速率,同时获得较厚的阻挡层;1%的柠檬酸通过“络合效应”形成的大分子络合物堵塞孔口,使膜的耐蚀性增加;2%的聚乙二醇可以提高电解液的分散能力,扩大电流密度范围,提升阴极的极化作用,从而获得优异的电气性能皮膜。
[0094]
以上示意性的对本发明及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。