技术特征:
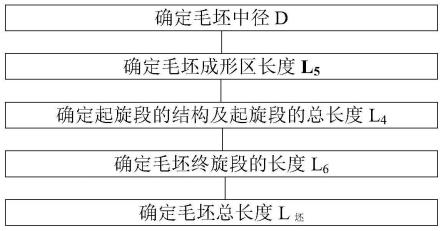
1.一种确定对轮旋压筒形件毛坯结构与尺寸的方法,其特征在于,具体过程是:步骤1,确定毛坯中径d:毛坯中径尺寸与产品中径尺寸一致;步骤2,确定毛坯成形区长度l5:设定旋压毛坯壁厚为t0,根据筒形件的塑性变形体积不变原理,通过公式(2)计算毛坯成形区长度l5l5=l5=l
′
t
′
/t0ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(2)式中,l
′
为产品长度;t
′
为产品厚度;t0为毛坯厚度;步骤3,确定起旋段的结构及起旋段的总长度l4:ⅰ确定起旋段的结构:所述起旋段是指成形中旋轮与毛坯最初接触的部位;该起旋段位于旋压毛坯的一端;起旋段的结构由等径段和起旋过渡段组成;所述等径段位于该旋压毛坯的端头处;该等径段的长度l0=5mm~10mm;所述起旋过渡段的壁厚为t1,长度为l3;所述起旋过渡段位于该等径段与毛坯成形段之间,并使该起旋过渡段的一端通过锥面β与所述等径段之间过渡,该β与旋轮退出角一致;该起旋过渡段的另一端通过锥面α与毛坯成形段之间过渡,该α与旋轮攻角一致;ⅱ确定起旋段的总长度l4通过公式(3)确定起旋过渡段与毛坯成形段过渡的锥面的轴向长度l2l2=(t
0-t1)/tanα
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(3)通过公式(4)确定所述起旋过渡段与等径段过渡的锥面的轴向长度l1l1=(t
0-t1)/tanβ
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(4)通过公式(5)确定起旋段的总长度l4l4=l0 l1 l2 l3ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(5)步骤4,确定毛坯终旋段的长度l6:所述终旋段是指成形中旋轮离开毛坯的部位,该起旋段位于旋压毛坯的另一端;确定所述毛坯终旋段的长度为毛坯厚度的2~3倍;步骤5,确定毛坯总长度l
坯
:通过公式(6)确定毛坯总长度l
坯
l
坯
=l5 l4 l6ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(6)式中,l5是毛坯成形区长度,l4是起旋段的总长度,l6是毛坯终旋段的长度;至此,完成所述对轮旋压筒形件毛坯结构与尺寸的确定。2.如权利要求1所述确定对轮旋压筒形件毛坯结构与尺寸的方法,其特征在于,所述毛坯中径d通过公式(1)确定:d=d
1-t
′ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)式中,d1为产品外径;t
′
为产品壁厚。3.如权利要求1所述确定对轮旋压筒形件毛坯结构与尺寸的方法,其特征在于,在该旋压毛坯的内表面与外表面对称的有凹槽,该凹槽处的旋压毛坯壳体为所述起旋过渡段。4.如权利要求1所述确定对轮旋压筒形件毛坯结构与尺寸的方法,其特征在于,所述起旋过渡段与等径段过渡的锥面β=,25
°
,起旋过渡段与毛坯成形段过渡的锥面α22
°
。
技术总结
一种确定对轮旋压筒形件毛坯结构与尺寸的方法,基于产品尺寸确定毛坯的尺寸。使毛坯中径与产品中径尺寸一致,起旋时,内外旋轮分别位于起旋过渡段处,与毛坯中径呈对称分布。起旋过渡段一端的锥面β的角度和起旋过渡段另一端的锥面α角度分别不大于旋轮的退出角和攻角,使得起旋过程内外旋轮受力线性增加,减少了瞬时加载对毛坯的冲击。毛坯在变形过程中,内外层金属在毛坯中径两侧均匀流动。容易实现内、外层金属减薄量一致,从而保证内、外旋轮受力平衡。起旋段中内、外对称的起旋过渡段保证了内旋轮和外旋轮起旋时受力平衡。毛坯起旋段结构由直段加强环部分可有效增加系统刚性,减少旋压过程材料的失稳。减少旋压过程材料的失稳。减少旋压过程材料的失稳。
技术研发人员:牟少正 韩冬 杨延涛 白小雷 曹学文 韩华强 王向军 幸磊波 马国栋 陈怀吉
受保护的技术使用者:西安航天动力机械有限公司
技术研发日:2022.11.22
技术公布日:2023/3/3
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。