1.本技术属于电池技术领域,具体涉及一种电池和电池的制造方法。
背景技术:
2.随着移动智能终端的发展,移动智能终端的电池技术也在逐渐提高。
3.用户在使用移动智能终端过程中,如果移动智能终端意外跌落,电池内部的极耳可能会与电芯发生碰撞,造成电芯损坏的问题发生,从而导致电池失效,因此如何降低电池的失效风险成为亟待解决问题。
技术实现要素:
4.本技术旨在提供一种电池,至少解决移动智能终端跌落容易造成电池失效的问题。
5.为了解决上述技术问题,本技术是这样实现的:
6.第一方面,本技术实施例提出了一种电池,包括:
7.电芯;
8.顶封,与所述电芯相连接,所述顶封与所述电芯之间设有第一间隙;
9.极耳,所述极耳的第一端与所述电芯内部电连接,所述极耳的一部分穿过所述顶封;
10.电路板,所述极耳的第二端伸出所述顶封并与所述电路板电连接,所述电路板与所述顶封之间设有第二间隙;
11.缓冲件,位于所述第一间隙和所述第二间隙内;
12.封胶,电芯、顶封和电路板通过封胶连接为一体。
13.第二方面,本技术实施例提出了一种电池的制造方法,用于如第一方面中的电池,所述电池的制造方法包括:
14.向第一间隙和第二间隙内填充缓冲件;
15.通过封胶将电芯、顶封和电路板连接为一体,得到电池。
16.在本技术的实施例中,在加工封胶之前,先向第一间隙和第二间隙内加入缓冲件,缓冲件能够起到缓冲作用。在后续注胶过程中,当电路板具有朝向顶封偏离的趋势时,缓冲件会电路板进行缓冲,能够避免电路板撞击顶封,同样地,当顶封具有朝向电芯偏离的趋势时,缓冲件也能够对顶封进行缓冲,从而避免顶封变形,顶封不易受到撞击也不易发生变形,从而能够保证顶封的结构稳定性,顶封不易带动极耳运动,从而避免极耳与电芯内部产生撞击,防止电芯失效,从而可以降低电池的损坏率。
17.同理,在电子设备发生跌落时,顶封也可能会受到撞击或者在惯性作用下发生变形,通过在顶封的两侧设置缓冲件,可以对顶封在电子设备跌落时受到的撞击和惯性作用实现缓冲,顶封不易发生变形,避免电芯失效,提高电池的使用寿命。
18.本技术的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变
得明显,或通过本技术的实践了解到。
附图说明
19.本技术的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
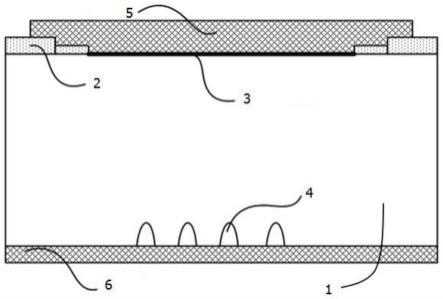
20.图1是根据本技术实施例的电池的结构示意图;
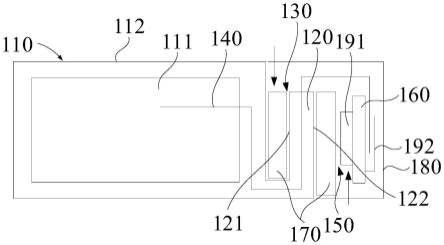
21.图2是根据本技术实施例的电芯和顶峰的结构示意图;
22.图3是根据本技术实施例的电池的制造方法的流程图。
23.附图标记:
24.110电芯,111电芯卷芯,112铝塑膜,120顶封,121第一侧面,122第二侧面,123第一部分,124第二部分,130第一间隙,140极耳,150第二间隙,160电路板,170缓冲件,180封胶,191电器件,192镍片。
具体实施方式
25.下面将详细描述本技术的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本技术,而不能理解为对本技术的限制。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
26.本技术的说明书和权利要求书中的术语“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,除非另有说明,“多个”的含义是两个或两个以上。此外,说明书以及权利要求中“和/或”表示所连接对象的至少其中之一,字符“/”,一般表示前后关联对象是一种“或”的关系。
27.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
28.下面结合图1至图3描述根据本技术实施例的电池和电池的制造方法。
29.如图1所示,根据本技术一些实施例的电池,电池包括:电芯110、顶封120、极耳140、电路板160、缓冲件170以及封胶180。顶封120与电芯110相连接,顶封120与电芯110之间设有第一间隙130,极耳140的第一端与电芯110内部电连接,极耳140的一部分穿过顶封120,极耳140的第二端伸出顶封120并与电路板160电连接,电路板160与顶封120之间设有第二间隙150。缓冲件170位于第一间隙130和第二间隙150内,电芯110、顶封120和电路板160通过封胶180连接为一体。
30.极耳140由顶封120的端部伸出,顶封120作为电池顶部的封装结构,用于对电芯110进行封装,避免电芯110漏液,极耳140伸出顶封120后与电路板160电连接。顶封120与电芯110之间形成有第一间隙130,即,顶峰相对于电芯110弯折一定的角度,使得顶封120不会过多占用电池长度方向上的空间,能够提升电池在电池仓内的空间利用率,在电池仓的安
装空间受限的情况下,可以增大电池的体积,从而可以提升电池的容量,提高电池的续航能力。
31.为了提高电池的安全性能,将顶封120与电芯110、顶封120与电路板160之间设置间隔,具体地,顶封120与电芯110之间具有第一间隙130,顶封120与电路板160之间具有第二间隙150。为了对电池的头部进行绝缘以及起到保护作用,需要对电池的头部表面结构进行注塑。然而,在注胶过程中,由于流动胶体具有冲击性,在顶封120与电芯110之间具有间隙的情况下,顶封120存在被冲击变形的可能,这就导致极耳140被顶封120带动而形成对极耳140的拉扯,极耳140可能会与电芯110内部结构造成碰撞,导致电芯110失效。为了避免上述情况发生,本实施例中限定在使用封胶180之前,先向第一间隙130和第二间隙150内加入缓冲件170,缓冲件170能够起到缓冲作用。在后续注胶过程中,当电路板160具有朝向顶封120偏离的趋势时,缓冲件170会电路板160进行缓冲,能够避免电路板160撞击顶封120,同样地,当顶封120具有朝向电芯110偏离的趋势时,缓冲件170也能够对顶封120进行缓冲,从而避免顶封120变形,顶封120不易受到撞击也不易发生变形,从而能够保证顶封120的结构稳定性,顶封120不易带动极耳140运动,从而避免极耳140与电芯110内部产生撞击,防止电芯110失效,从而可以降低电池的损坏率。
32.同理,在电子设备发生跌落时,顶封120也可能会受到撞击或者在惯性作用下发生变形,通过在顶封120的两侧设置缓冲件170,可以对顶封120在电子设备跌落时受到的撞击和惯性作用实现缓冲,顶封120不易发生变形,避免电芯110失效,提高电池的使用寿命。
33.封胶180能够将电芯110、顶封120和电路板160连接为一体,封胶180对电芯110、顶封120和电路板160的表面进行防护,避免电芯110、顶封120和电路板160被腐蚀。
34.在一种可能的应用中,电芯110包括铝塑膜112以及位于铝塑膜112内部的电芯卷芯111,极耳140的第一端与电芯卷芯111电连接。
35.极耳140的第二端通过镍片192与电路板160电连接,提高极耳140与电路板160的电连接稳定性。
36.在一种可能的应用中,电池还包括:电器件191,电器件191与电路板160电连接,电器件191可以包括电容和电阻。
37.如图1所示,在一种可能的实施例中,缓冲件170设于第一间隙的情况下,缓冲件170的相对两侧面分别与电芯110和顶封120抵接,缓冲件170设于第二间隙的情况下,缓冲件170的相对两侧面分别与电路板160和顶封120抵接。
38.位于电芯110和顶封120之间的缓冲件170与顶封120为面接触,顶封120与缓冲件170的接触面积较大,在缓冲件170受到惯性作用或被推动的情况下,顶封120和缓冲件170之间的作用力作用于顶封120和缓冲件170的整个接触面上,顶封120不易在反作用力下发生弯折和变形。而且,由于顶封120和缓冲件170的接触面积较大,在顶封120受到惯性作用或被推动的情况下,缓冲件170能够对顶封120的一侧进行大面积的缓冲,降低局部挤压压强,提高对顶封120的缓冲效果。
39.同样地,位于顶封120与电路板160之间的缓冲件170与顶封120也为面接触,以及,缓冲件170与电芯110为面接触,缓冲件170与电路板160为面接触,通过上述配合方式,在缓冲件170的缓冲作用,电路板160、顶封120以及电芯110不易相互碰撞,降低电路板160、顶封120以及电芯110的损坏率。
40.在一种可能的实施例中,缓冲件170包括:泡棉、热熔胶和支撑板材中的至少一种。
41.在缓冲件170包括泡棉的情况下,对电池进行加工过程中,先向电芯110与顶封120之间的第一间隙130内加入泡棉,以及向顶封120与电路板160之间的第二间隙150内加入泡棉,然后再通过注塑的方式对电芯110的一部分、顶封120以及电路板160表面进行注塑而形成封胶180,泡棉的质地较软,使得泡棉能够对电路板160和顶封120起到缓冲作用,在电池受到撞击的情况下,泡棉能够吸收电池受到撞击时产生的冲击力,避免极耳140相对顶封120和电芯110产生相对运动。
42.在缓冲件170包括热熔胶的情况下,对电池进行加工过程中,先向电芯110与顶封120之间的第一间隙130内注入热熔胶,以及向顶封120与电路板160之间的第二间隙150内加入热熔胶,在热熔胶固化后,再通过注塑的方式对电芯110的一部分、顶封120以及电路板160表面进行注塑而形成封胶180。在电池受到撞击的情况下,热熔胶能够吸收电池受到撞击时产生的冲击力,避免极耳140相对顶封120和电芯110产生相对运动。
43.在缓冲件170包括支撑板材的情况下,可以选用质地较软的板材填入到第一间隙130和第二间隙150内,在电池受到撞击的情况下,通过支撑板材吸收电池受到撞击时产生的冲击力,避免极耳140相对顶封120和电芯110产生相对运动。
44.在一种可能的应用中,支撑板材包括:橡胶板或硅胶板。
45.在一种可能的实施例中,顶封120与电芯110之间设置有第一注胶口,第一注胶口与第一间隙130相连通;电路板160与顶封120之间设置有第二注胶口,第二注胶孔与第二间隙150相连通;泡棉或热熔胶通过第一注胶口注入第一间隙130内,以及通过第二注胶口注入第二间隙150内。
46.在顶封120和电芯110之间具有第一注胶口,第一注胶口与第一间隙130相连通,因此可以通过第一注胶口向第一间隙130内注入泡棉或热熔胶。在顶封120与电路板160之间具有第二注胶口,第二注胶口与第二间隙150相连通,因此可以通过第二注胶口向第二间隙150内注入泡棉或热熔胶。
47.在本实施例中,第一间隙130的开口朝向和第二间隙150的开口朝向不同,从而使得第一注胶口和注胶口错位分布,因此,在注胶过程中,可以由不同方位通过第一注胶口和第二注胶口进行注胶,第一注胶口第二注胶口在注胶过程中不会相互干涉,从而可以同时对第一间隙130和第二间隙150内进行注胶,有利于提高对电池的加工效率。
48.结合图1和图2所示,在一种可能的实施例中,顶封120包括相互连接的第一部分123和第二部分124,第一部分123与电芯110连接,第二部分124相对第一部分123弯折且与电芯110的端面相对,极耳140经第一部分123和第二部分124后与电路板160电连接。第二部分124、第一部分123和电芯110围合形成第一间隙130,第二部分124远离第一部分123的一端与电芯110之间形成第一间隙130的开口。
49.第二部分124相较于第一部分123弯折,且第一间隙130的开口位于第二部分124远离第一部分123的一端,因此,第一间隙130的开口朝向不会正对顶封120和电芯110,在注胶过程中,胶体不易对顶封120和电芯110产生冲击。
50.相比于相关技术中由电路板的一侧进行注胶的方式,本实施例中通过改变注胶的方向,在注胶过程中,能够降低流动胶体对顶封120的冲击,顶封120不易发生弯折和变形,从而防止极耳140与电芯110内部撞击,进一步降低电芯110失效的可能性。本实施例中,第
一间隙130的开口朝向垂直于电芯110的长度方向或宽度方向。
51.结合图1和图2所示,在一种可能的实施例中,电路板160与第二部分124相对设置,第二部分124、极耳140和电路板160围合形成第二间隙150,第二部分124靠近第一部分123的一端与电路板160的侧边之间形成第二间隙150的开口。
52.第二部分124相较于第一部分123弯折,且第二间隙150的开口位于第二部分124靠近第一部分123的一端,因此,第二间隙150的开口朝向不会正对顶封120和电芯110,在注胶过程中,胶体不易对顶封120和电芯110产生冲击。
53.相比于相关技术中由电路板的一侧进行注胶的方式,本实施例中通过改变注胶的方向,在注胶过程中,能够降低流动胶体对顶封120的冲击,顶封120不易发生弯折和变形,从而防止极耳140与电芯110内部撞击,进一步降低电芯110失效的可能性。本实施例中,第一间隙130的开口朝向垂直于电芯110的长度方向或宽度方向。
54.如图1所示,在一种可能的应用中,在对第一间隙130内进行注胶时,通过从上向下的方式进行注胶,对第二间隙150内进行注胶时,通过从下向上的方式进行注胶,两种注胶方式均不易对顶封120造成冲击。
55.在一种可能的实施例中,基于缓冲件170包括:设于第一间隙130内的第一缓冲件和设于第二间隙150内的第二缓冲件,第一缓冲件的强度大于第二缓冲件的强度,或,第一缓冲件的硬度大于第二缓冲件的硬度。
56.向第一间隙130和第二间隙150内分别填充第一缓冲件和第二缓冲件之后,位于第一间隙130内的第一缓冲件强度大于位于第二间隙150内的第二缓冲件的强度,因此,在电子设备跌落的情况下,位于第一间隙130内的第一缓冲件具有较小的变形量,顶封120不易朝向电芯110偏移,从而可以进一步保证极耳140不易被顶封120拉扯移动,从而进一步降低电芯110的损坏率。或者,也可以设置第一缓冲件的硬度大于第二缓冲件的硬度,能够实现相同的技术效果。
57.在一种可能的实施例中,基于缓冲件170包括热熔胶,位于第一间隙130内的热熔胶的结构强度大于位于第二间隙150内的热熔胶的结构强度。
58.在缓冲件170为热熔胶的情况下,第一间隙130和第二间隙150内的热熔胶的材质不同,向第一间隙130和第二间隙150内注入热熔胶之后,位于第一间隙130内的热熔胶的结构强度大于位于第二间隙150内的热熔胶的结构强度,因此,在电子设备跌落的情况下,相比于第二间隙150内的热熔胶,位于第一间隙130内的热熔胶能够使得顶封120具有较小的变形量,顶封120不易向电芯110偏移,从而可以进一步保证极耳140不易被顶封120拉扯移动,从而进一步降低电芯110的损坏率。
59.在一种可能的实施例中,基于缓冲件170包括支撑板材,位于第一间隙130内的支撑板材的硬度大于位于第二间隙150内的支撑板材的硬度。
60.在缓冲件170为支撑板材的情况下,第一间隙130和第二间隙150内的支撑板材的材质不同,位于第一间隙130内的支撑板材的结构强度大于位于第二间隙150内的支撑板材的结构强度,因此,在电子设备跌落的情况下,相比于第二间隙150内的支撑板材,位于第一间隙130内的支撑板材能够使得顶封120具有较小的变形量,顶封120不易向电芯110偏移,从而可以进一步保证极耳140不易被顶封120拉扯移动,从而进一步降低电芯110的损坏率。
61.在一种可能的实施例中,电池还包括粘接部,粘接部用于将缓冲件170粘接固定于
第一间隙130或第二间隙150内。
62.在缓冲件170为形状固定的板材时,例如,在缓冲件170为支撑板材的情况下,为了保证支撑板材能够稳定地固定于第一间隙130和第二间隙150内,可以通过粘接的方式将支撑板材粘接固定于第一间隙130或第二间隙150内,在对电池的头部进行注塑时,位于第一间隙130和第二间隙150内的支撑板材不会脱离第一间隙130和第二间隙150,确保支撑板材能够稳定地对电路板160和顶封120起到缓冲作用。
63.通过粘接部对支撑板材进行粘接,在注塑过程中,不需要使用额外的治具或夹具对支撑板材进行固定,提高对电池加工过程中的便利性。
64.在一种可能的实施例中,缓冲件170包括泡棉或支撑板材的情况下,封胶180填充并密封第一间隙130和第二间隙150,使缓冲件170固设于第一间隙130和/或第二间隙150内。缓冲件170为热熔胶的情况下,热熔胶填充并密封第一间隙130和/或第二间隙150。
65.向第一间隙130和第二间隙150内填充泡棉或支撑板材的情况下,位于第一间隙130内的泡棉或支撑板材会与顶封120和电芯110之间存在缝隙,位于第二间隙150内的泡棉或支撑板材会与电路板160和顶封120之间存在缝隙,在使用封胶180时,可以将部分封胶180填充至第一间隙130和第二间隙150内,这样使得泡棉或支撑板材不易发生晃动,提高安装稳定性。封胶180将电芯110、顶封120和电路板160连接为一体的过程中,还能够同时对泡棉或支撑板材进行固定,不需要额外对泡棉或支撑板材进行固定的工序,节省加工步骤,有利于提高加工效率。
66.在第一间隙130和第二间隙150内填充热熔胶的情况下,为了防止热熔胶脱落,也可以通过封胶180对第一间隙130和第二间隙150进行封口,封胶180将电芯110、顶封120和电路板160连接为一体的过程中,还能够同时对第一间隙130和第二间隙150进行封口,也能够起到提高加工效率的作用。
67.在向第一间隙130和第二间隙150内注入泡棉或热熔胶之前,先向第一间隙130和/或第二间隙150内放入金属板,然后向第一间隙130和第二间隙150内注入泡棉或热熔胶,使得泡棉或热熔胶将金属板包覆在内。
68.泡棉以及热熔胶对电路板160和顶封120起到缓冲作用,在顶封120受到惯性作用或挤压冲击时,为了避免泡棉或热熔胶的质地过软而造成顶封120的部分表面发生凹陷,通过金属板对泡棉对热熔胶进行支撑,在此情况下,泡棉和热熔胶既能吸收对顶封120的冲击,也能够避免质地过软而不能对顶封120进行有效缓冲的情况发生。
69.在一种可能的实施例中,缓冲件170的一部分伸出顶封120的边沿。
70.顶封120的第一侧面121与位于第一间隙130内的部分缓冲件170接触,顶封120的第二侧面122与位于第二间隙150内的部分缓冲件170接触。向第一间隙130和第二间隙150内加入缓冲件170之后,缓冲件170伸出顶封120的边缘,这就使得顶封120能够覆盖整个第一侧面121和第二侧面122,确保缓冲件170和顶封120具有较大的接触面积,缓冲件170能够对顶封120受到的作用力进行有效吸收,进一步降低电芯110的损坏率。
71.如图3所示,在本技术的实施例中,提出了一种电池的制造方法,用于如上述任一实施例中的电池,电池的制造方法包括:
72.步骤202,向第一间隙和第二间隙内填充缓冲件;
73.步骤204,通过封胶将电芯、顶封和电路板连接为一体,得到电池。
74.为了提高电池的安全性能,将顶封与电芯、顶封与电路板之间设置间隔,具体地,顶封与电芯之间具有第一间隙,顶封与电路板之间具有第二间隙。为了对电池的头部进行绝缘以及起到保护作用,需要对电池的头部表面结构进行注塑。然而,在注胶过程中,由于流动胶体具有冲击性,在顶封与电芯之间具有间隙的情况下,顶封存在被冲击变形的可能,这就导致极耳被顶封带动而形成对极耳的拉扯,极耳可能会与电芯内部结构造成碰撞,导致电芯失效。为了避免上述情况发生,本实施例中限定在加工封胶之前,先向第一间隙和第二间隙内加入缓冲件,缓冲件能够起到缓冲作用。在后续注胶过程中,当电路板具有朝向顶封偏离的趋势时,缓冲件会电路板进行缓冲,能够避免电路板撞击顶封,同样地,当顶封具有朝向电芯偏离的趋势时,缓冲件也能够对顶封进行缓冲,从而避免顶封变形,顶封不易受到撞击也不易发生变形,从而能够保证顶封的结构稳定性,顶封不易带动极耳运动,从而避免极耳与电芯内部产生撞击,防止电芯失效,从而可以降低电池的损坏率。
75.同理,在电子设备发生跌落时,顶封也可能会受到撞击或者在惯性作用下发生变形,通过在顶封的两侧设置缓冲件,可以对顶封在电子设备跌落时受到的撞击和惯性作用实现缓冲,顶封不易发生变形,避免电芯失效,提高电池的使用寿命。
76.封胶能够将电芯、顶封和电路板连接为一体,封胶对电芯、顶封和电路板的表面进行防护,避免电芯、顶封和电路板被腐蚀。
77.在一种可能的实施例中,顶封包括相互连接的第一部分和第二部分,第一部分与电芯连接,第二部分相对第一部分弯折且与电芯的端面相对,极耳经第一部分和第二部分后与电路板电连接,第二部分、第一部分和电芯围合形成第一间隙,第二部分远离第一部分的一端与电芯之间形成第一间隙的开口。
78.电池的制造方法还包括:通过第一间隙的开口,沿第二部分朝向第一部分的延伸方向,将封胶注入第一间隙内。
79.第二部分相较于第一部分弯折,且第一间隙的开口位于第二部分远离第一部分的一端,因此,第一间隙的开口朝向不会正对顶封和电芯,在注胶过程中,胶体不易对顶封和电芯产生冲击。
80.相比于相关技术中由电路板的一侧进行注胶的方式,本实施例中通过改变注胶的方向,在注胶过程中,能够降低流动胶体对顶封的冲击,顶封不易发生弯折和变形,从而防止极耳与电芯内部撞击,进一步降低电芯失效的可能性。本实施例中,第一间隙的开口朝向垂直于电芯的长度方向或宽度方向。
81.在一种可能的实施例中,电路板与第二部分相对设置,第二部分、极耳和电路板围合形成第二间隙,第二部分靠近第一部分的一端与电路板的侧边之间形成第二间隙的开口。
82.电池的制造方法还包括:通过第二间隙的开口,沿第二部分的延伸方向,将封胶注入第二间隙内。
83.第二部分相较于第一部分弯折,且第二间隙的开口位于第二部分靠近第一部分的一端,因此,第二间隙的开口朝向不会正对顶封和电芯,在注胶过程中,胶体不易对顶封和电芯产生冲击。
84.相比于相关技术中由电路板的一侧进行注胶的方式,本实施例中通过改变注胶的方向,在注胶过程中,能够降低流动胶体对顶封的冲击,顶封不易发生弯折和变形,从而防
止极耳与电芯内部撞击,进一步降低电芯失效的可能性。本实施例中,第一间隙的开口朝向垂直于电芯的长度方向或宽度方向。
85.如图1所示,在一种可能的应用中,在对第一间隙内进行注胶时,通过从上向下的方式进行注胶,对第二间隙内进行注胶时,通过从下向上的方式进行注胶,两种注胶方式均不易对顶封造成冲击。
86.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
87.尽管已经示出和描述了本技术的实施例,本领域的普通技术人员可以理解:在不脱离本技术的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本技术的范围由权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。