1.本发明涉及外转子铸铝产品进行多工序车削/铰孔加工技术领域,具体为用于外转子铸铝产品的六轴式八工位序列加工机。
背景技术:
2.电机由转子和定子两部分组成,电机转子:就是电机中的旋转部件,它是用来实现电能与机械能和机械能与电能的转换装置;电机转子分为内转子转动方式和外转子转动方式两种,外转子转动方式即以电机外体为旋转体。
3.现有用于外转子铸铝产品的加工装置普遍存在以下不足:现有的外转子铸铝产品的加工装置无法实现连续稳定的车削加工作业,导致整体车削效率低,不适用于大批量的生产。
4.因此,需要设计用于外转子铸铝产品的六轴式八工位序列加工机来解决上述背景技术中的问题。
技术实现要素:
5.本发明的目的在于提供用于外转子铸铝产品的六轴式八工位序列加工机,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:
7.用于外转子铸铝产品的六轴式八工位序列加工机,包括工位转盘,所述工位转盘的顶部边缘处设置有多个抓夹治具,所述工位转盘的外侧且同时位于多个抓夹治具的上方分别设置有用于加工的第一工位、第二工位、第三工位、第四工位、第五工位以及第六工位。
8.作为本发明优选的方案,所述第一工位的底部设置有第一车削加工组件,用于内径粗车加工。
9.作为本发明优选的方案,所述第二工位的底部设置有吹屑组件,用于将第一工位车削时大量的废屑吹出上。
10.作为本发明优选的方案,所述第三工位的底部设置有第二车削加工组件,用于将产品内径精修至需要的尺寸。
11.作为本发明优选的方案,所述第四工位的底部设置有轴套精修组件,用于轴套平面加工。
12.作为本发明优选的方案,所述第五工位的底部设置有第三车削加工组件,用于轴套内孔车削加工。
13.作为本发明优选的方案,所述第六工位的顶部设置有轴套内孔精修组件,用于铰刀轴套内孔加工。
14.作为本发明优选的方案,所述工位转盘的底部中间位置设置有驱动其进行转动的动力源,其中动力源可采用电机,动力源和外部控制器电性连接。
15.与现有技术相比,本发明的有益效果是:
16.本发明中,通过设置的用于外转子铸铝产品的六轴式八工位序列加工机,从而可以实现以下的效果:1.连续且稳定的车削加工外转子产品;2.更换刀具上的刀片容易;3.因序列式生产,其车削效率高,适用于大批量生产;4.操作简单,对操作员的要求不高,也避免工伤发生的可能。
附图说明
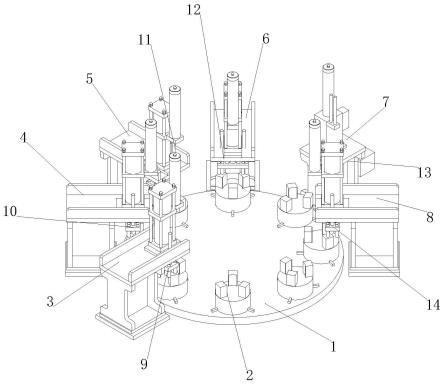
17.图1为本发明整体结构示意图;
18.图2为本发明俯视结构示意图;
19.图3为本发明正视结构示意图;
20.图4为本发明后视结构示意图。
21.图中:1、工位转盘;2、抓夹治具;3、第一工位;4、第二工位;5、第三工位;6、第四工位;7、第五工位;8、第六工位;9、第一车削加工组件;10、吹屑组件;11、第二车削加工组件;12、轴套精修组件;13、第三车削加工组件;14、轴套内孔精修组件。
具体实施方式
22.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。给出了本发明的若干实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容更加透彻全面。
24.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
25.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
26.实施例,请参阅图1-4,本发明提供一种技术方案:
27.用于外转子铸铝产品的六轴式八工位序列加工机,包括工位转盘1,工位转盘1的顶部边缘处设置有多个抓夹治具2,工位转盘1的外侧且同时位于多个抓夹治具2的上方分别设置有用于加工的第一工位3、第二工位4、第三工位5、第四工位6、第五工位7以及第六工位8,利用上述结构可以实现连续且稳定的车削加工外转子产品,同时因序列式生产,其车削效率高,适用于大批量生产,整体操作简单,对操作员的要求不高,也避免工伤发生的可能。
28.具体的,第一工位3的底部设置有第一车削加工组件9,用于内径粗车加工,大幅车削至剩些许精车余量。
29.具体的,第二工位4的底部设置有吹屑组件10,用于将第一工位车削时大量的废屑吹出。
30.具体的,第三工位5的底部设置有第二车削加工组件11,用于将产品内径精修至需要的尺寸。
31.具体的,第四工位6的底部设置有轴套精修组件12,用于轴套平面加工,将产品内部轴套底部与轴承接触面进行平面精修,保正平面度、垂直度与轴套至外转子底面的高度。
32.具体的,第五工位7的底部设置有第三车削加工组件13,用于轴套内孔车削加工,轴套内孔在组装时需与轴外径尺寸相紧配,此工位为粗车加工轴套内孔尺寸。
33.具体的,第六工位8的顶部设置有轴套内孔精修组件14,用于铰刀轴套内孔加工,为精修且确保轴套内孔尺寸于0.015的公差尺寸内所采用的铰孔工艺。
34.具体的,工位转盘1的底部中间位置设置有驱动其进行转动的动力源,其中动力源可采用电机,动力源和外部控制器电性连接,利用动力源带动工位转盘1进行转动,以实现多个待加工外转子产品的输送。
35.本发明工作流程:在使用该用于外转子铸铝产品的六轴式八工位序列加工机时,如图1和图2所示,首先操作员站于八工位转盘的a位置,将外转子产品置放于抓夹治具2上,并按下控制器上的启动按钮,随后八工位转盘开始旋转,置放于a夹具的工件转入第1工序进行第一道车削加工,此时操作员可将第二个工件再次置于b夹具中,待第1工序加工完成后,操作员再次按下启动,之后八工位转盘再旋转一工位,a夹具的工件转入第2工序进行第二道吹屑工序,与此同时,b夹具中工件转入第1工序进行第一道车削加工,此时操作员依上述流程置放工件于c夹具,并待前序工程都完成后,操作员再次按下启动按钮,依上述流程,重覆性操作,依次置放工件于接序的夹具中,本设备将依序加工,待工件走完6道加工程序后,即完成外转子产品的车削加工流程,操作员可于h夹具位置进行产品的收料入箱,值得注意的是,该方案中所提及的第一车削加工组件9、吹屑组件10、第二车削加工组件11、轴套精修组件12、第三车削加工组件13、轴套内孔精修组件14以及其他所涉及的装置和组件均为现有本领域所公知的内容,因此本方案中对上述所提及的组件和装置的具体流程没有进行描述,同时本方案中的序列加工机,可根据所外转子产品的特性与外径,调整车削的产品类别,整体实用性更强。
36.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
