1.本发明涉及但不限于航空产品测试技术领域,尤指一种用于航空供氧面罩呼气活门性能检测的夹具。
背景技术:
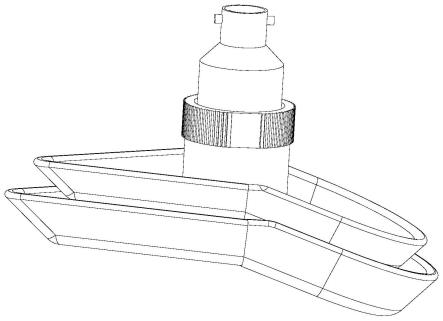
2.现有航空供氧面罩呼气活门性能检测时,采用特殊曲面的专用夹具,如图1所示,为现有航空供氧面罩呼气活门性能检测所采用的专用夹具的示意图。图1中的专用夹具为手工制造,制造难度大、使用时安装不便,针对不同尺寸面罩气密性不能完全良好,不能满足广泛使用、准确测试的要求。
技术实现要素:
3.本发明的目的:本发明实施例提供一种用于航空供氧面罩呼气活门性能检测的夹具,以解决现有航空供氧面罩呼气活门性能检测时,由于所使用的专用夹具为手工制造,存在制造难度大、使用时安装不便,针对不同尺寸面罩气密性不能完全良好,不能满足广泛使用、准确测试的要求等问题。
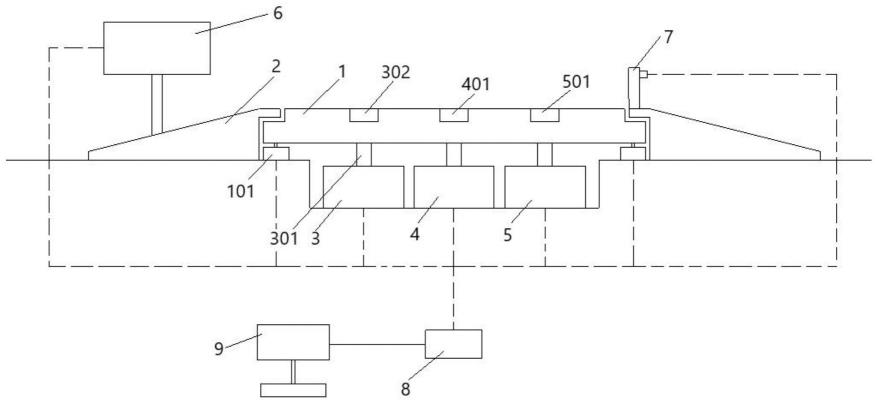
4.本发明的技术方案:本发明实施例提供一种用于航空供氧面罩呼气活门性能检测的夹具,包括:大接嘴密封垫圈1、大接嘴2、小套筒3、紧固螺帽4、小接嘴5、主体6和小接嘴密封垫圈7;
5.其中,所述大接嘴2设置为具有中心通孔的轴结构,大接嘴2从下到上依次套设安装小套筒3、紧固螺帽4和主体6;
6.所述小套筒3与紧固螺帽4之间具有嵌套安装区域,且嵌套安装区域通过螺纹连接;所述主体6的侧壁面上开设有安装孔,通过小接嘴密封垫圈7将小接嘴5与主体6的安装孔气密连接,且小接嘴5与外部传感器连接,用于测试供氧面罩呼气活门内的压力;
7.所述大接嘴2的侧壁面上开设有通气孔,使得小接嘴5与大接嘴2之间的气流流通。
8.可选的,如上所述的用于航空供氧面罩呼气活门性能检测的夹具中,
9.所述大接嘴2设置为具有中心通孔的回转体结构;大接嘴2的下端设置有外凸环形轴肩2-1,大接嘴2的上端设置有外螺纹2-2及通气孔组2-3;
10.所述密封垫圈1安装在大接嘴2的外凸环形轴肩2-1的底部端面,所述大接嘴2通过其外螺纹2-2与主体6螺纹气密连接。
11.可选的,如上所述的用于航空供氧面罩呼气活门性能检测的夹具中,
12.所述主体6设置为具有中心通孔的回转体结构;主体6的中心通孔内设置有内凸环形轴肩6-1和第一内螺纹6-2,主体6的侧壁上设置有垂直于中心通孔的安装孔,所述安装孔内设置有第二内螺纹6-3;
13.所述大接嘴2上端安装在主体6内,由主体6中心轴孔内的内凸环形轴肩6-1对大接嘴2进行顶端限位,且所述主体6具体通过第一内螺纹6-2与大接嘴2的外螺纹2-2通过螺纹气密连接。
14.可选的,如上所述的用于航空供氧面罩呼气活门性能检测的夹具中,
15.所述小接嘴5设置为具有中心通孔的回转体结构;小接嘴5的一端设置有接嘴外螺纹5-1,用于小接嘴5通过接嘴外螺纹5-1与主体6的第二内螺纹6-3螺纹连接。
16.可选的,如上所述的用于航空供氧面罩呼气活门性能检测的夹具中,
17.所述小套筒3设置为具有中心通孔的回转体结构;小套筒3的底端设置有异形轴肩3-1,小套筒3的上端设置有小套筒内螺纹3-2;小套筒3的中心通孔内设置内凸的环形台阶3-3;
18.所述大接嘴2底端安装在小套筒3内,由小套筒3中心通孔内的环形台阶3-3对大接嘴2进行底端限位;并且有外凸环形轴肩2-1和环形台阶3-3对小套筒3进行安装限位。
19.可选的,如上所述的用于航空供氧面罩呼气活门性能检测的夹具中,
20.所述紧固螺帽4设置为具有中心通孔的回转体结构;紧固螺帽4的底端设置有螺帽外螺纹4-1,使得紧固螺帽4通过螺帽外螺纹4-1与小套筒3的小套筒内螺纹3-2螺纹连接;连接后,紧固螺帽4的螺帽外螺纹4-1嵌入于小套筒3的小套筒内螺纹3-2与大接嘴2的轴体之间。
21.可选的,如上所述的用于航空供氧面罩呼气活门性能检测的夹具中,
22.所述大接嘴密封垫圈1和小接嘴密封垫圈7均设置为具有中心通孔的回转体结构;
23.所述大接嘴2的底端设置有环形凸台,用于将大接嘴密封垫圈1安装与环形凸台与外凸环形轴肩2-1之间;
24.所述小接嘴5设置有环形凸肩结构,用于将小接嘴密封垫圈7安装与环形凸肩内端面与主体6的外侧壁面之间。
25.可选的,如上所述的用于航空供氧面罩呼气活门性能检测的夹具中,
26.所述密封垫圈1、大接嘴2、小套筒3、紧固螺帽4和主体6为同轴安装结构。
27.本发明的有益效果:本发明实施例提供一种用于航空供氧面罩呼气活门性能检测的夹具,通过小套筒的异形轴肩及紧固螺帽,将面罩的呼气活门和大接嘴气密连接,实现了航空供氧面罩呼气活门性能测试中的快速可靠地连接要求。从而解决了目前航空供氧面罩呼气活门测试过程中特殊曲面的专用夹具制造难度大、使用时安装不便,针对不同尺寸面罩气密性不能完全良好,不能满足广泛使用、准确测试要求的问题,具有较大应用价值。
附图说明
28.附图用来提供对本发明技术方案的进一步理解,并且构成说明书的一部分,与本技术的实施例一起用于解释本发明的技术方案,并不构成对本发明技术方案的限制。
29.图1为现有航空供氧面罩呼气活门性能检测所采用的专用夹具的示意图;
30.图2为本发明实施例提供的一种用于航空供氧面罩呼气活门性能检测的夹具的结构示意图。
具体实施方式
31.为使本发明的目的、技术方案和优点更加清楚明白,下文中将结合附图对本发明的实施例进行详细说明。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互任意组合。
32.上述背景技术中已经说明,现有航空供氧面罩呼气活门性能检测时,使用的专用夹具为手工制造,制造难度大、使用时安装不便,针对不同尺寸面罩气密性不能完全良好,不能满足广泛使用、准确测试的要求。
33.针对上述用于执行航空供氧面罩呼气活门性能检测所使用的特殊曲面专用夹具存在的各种问题,本发明实施例提供一种用于航空供氧面罩呼气活门性能检测的夹具,可以代替特殊曲面的专用夹具,与呼气活门快速气密连接,实现航空供氧面罩呼气活门性能准确测试。
34.本发明提供以下几个具体的实施例可以相互结合,对于相同或相似的概念或过程可能在某些实施例不再赘述。
35.图2为本发明实施例提供的一种用于航空供氧面罩呼气活门性能检测的夹具的结构示意图。本发明实施例提供的用于航空供氧面罩呼气活门性能检测的夹具可以包括:大接嘴密封垫圈1、大接嘴2、小套筒3、紧固螺帽4、小接嘴5、主体6和小接嘴密封垫圈7。
36.参照图2所示夹具的结构,本发明实施例中的大接嘴2设置为具有中心通孔的轴结构,大接嘴2从下到上依次套设安装小套筒3、紧固螺帽4和主体6。
37.本发明实施例中的小套筒3与紧固螺帽4之间具有嵌套安装区域,且嵌套安装区域通过螺纹连接;所述主体6的侧壁面上开设有安装孔,通过小接嘴密封垫圈7将小接嘴5与主体6的安装孔气密连接,且小接嘴5与外部传感器连接,用于测试供氧面罩呼气活门内的压力。另外,本发明实施例中大接嘴2的侧壁面上开设有通气孔,可以实现小接嘴5与大接嘴2之间的气流流通。
38.如图2所示,在本发明实施例中,大接嘴2设置为具有中心通孔的回转体结构;大接嘴2的下端设置有外凸环形轴肩2-1,大接嘴2的上端设置有外螺纹2-2及通气孔组2-3。
39.基于本发明实施例中大接嘴2的具体结构,密封垫圈1安装在大接嘴2的外凸环形轴肩2-1的底部端面,所述大接嘴2通过其外螺纹2-2与主体6螺纹气密连接。
40.如图2所示,在本发明实施例中,主体6设置为具有中心通孔的回转体结构;主体6的中心通孔内设置有内凸环形轴肩6-1和第一内螺纹6-2,主体6的侧壁上设置有垂直于中心通孔的安装孔,所述安装孔内设置有第二内螺纹6-3。
41.基于本发明实施例中主体6的具体结构,大接嘴2上端安装在主体6内,由主体6中心轴孔内的内凸环形轴肩6-1对大接嘴2进行顶端限位,且所述主体6具体通过第一内螺纹6-2与大接嘴2的外螺纹2-2通过螺纹气密连接。
42.如图2所示,在本发明实施例中,小接嘴5设置为具有中心通孔的回转体结构;小接嘴5的一端设置有接嘴外螺纹5-1,用于小接嘴5通过接嘴外螺纹5-1与主体6的第二内螺纹6-3螺纹连接。另外,可以看出,小接嘴5的另一端设置为锥口结构,用于连接外部传感器。
43.如图2所示,在本发明实施例中,小套筒3设置为具有中心通孔的回转体结构;小套筒3的底端设置有异形轴肩3-1,小套筒3的上端设置有小套筒内螺纹3-2;小套筒3的中心通孔内设置内凸的环形台阶3-3。
44.基于本发明实施例中小套筒3的具体结构,大接嘴2底端安装在小套筒3内,由小套筒3中心通孔内的环形台阶3-3对大接嘴2进行底端限位;并且有外凸环形轴肩2-1和环形台阶3-3对小套筒3进行安装限位。
45.如图2所示,在本发明实施例中,紧固螺帽4设置为具有中心通孔的回转体结构;紧
固螺帽4的底端设置有螺帽外螺纹4-1,使得紧固螺帽4通过螺帽外螺纹4-1与小套筒3的小套筒内螺纹3-2螺纹连接。紧固螺帽4与小套筒3连接后,紧固螺帽4的螺帽外螺纹4-1嵌入于小套筒3的小套筒内螺纹3-2与大接嘴2的轴体之间。
46.如图2所示,在本发明实施例中,大接嘴密封垫圈1和小接嘴密封垫圈7均设置为具有中心通孔的回转体结构。
47.相应的,大接嘴2的底端设置有环形凸台,用于将大接嘴密封垫圈1安装与环形凸台与外凸环形轴肩2-1之间。另外,小接嘴5设置有环形凸肩结构,用于将小接嘴密封垫圈7安装与环形凸肩内端面与主体6的外侧壁面之间。
48.需要说明的是,本发明实施例提供的用于航空供氧面罩呼气活门性能检测的夹具的安装结构中,密封垫圈1、大接嘴2、小套筒3、紧固螺帽4和主体6为同轴安装结构。
49.本发明实施例提供的用于航空供氧面罩呼气活门性能检测的夹具,通过小套筒的异形轴肩及紧固螺帽,将面罩的呼气活门和大接嘴气密连接,实现了航空供氧面罩呼气活门性能测试中的快速可靠地连接要求。从而解决了目前航空供氧面罩呼气活门测试过程中特殊曲面的专用夹具制造难度大、使用时安装不便,针对不同尺寸面罩气密性不能完全良好,不能满足广泛使用、准确测试要求的问题,具有较大应用价值。
50.以下对本发明实施例提供的用于航空供氧面罩呼气活门性能检测的夹具的工作原理进行说明:
51.航空供氧面罩呼气活门性能检测的夹具工作过程如下,将紧固螺帽4和小套筒3螺纹旋出,将小套筒3的异形轴肩3-1安装到呼气活门的卡槽内,将紧固螺帽4和小套筒3螺纹旋入,在旋入的过程中大接嘴密封垫圈1被压缩,从而实现呼气活门和大接嘴2的气密连通,外部设备通过主体6向呼气活门供气,从小接嘴5处可测得呼气活门前端压力数值。
52.大接嘴2腔内的容积等效于人体面部和供氧面罩之间的容积,通过小接嘴5测量大接嘴2腔内的余压值即为人体面部和供氧面罩之间的余压。
53.虽然本发明所揭露的实施方式如上,但所述的内容仅为便于理解本发明而采用的实施方式,并非用以限定本发明。任何本发明所属领域内的技术人员,在不脱离本发明所揭露的精神和范围的前提下,可以在实施的形式及细节上进行任何的修改与变化,但本发明的专利保护范围,仍须以所附的权利要求书所界定的范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。