技术特征:
1.一种金属液滴喷射装置,包括:喷射器,所述喷射器具有贮器,在所述贮器内具有接收器;加热器,所述加热器被配置为将所述贮器加热至足以使所述贮器的所述接收器内的固体金属熔融的温度;第一固体金属进料机构,所述第一固体金属进料机构被配置为将第一固体金属移动到所述喷射器中的所述贮器的所述接收器中以进行熔融;以及第二固体金属进料机构,所述第二固体金属进料机构被配置为将不同于所述第一固体金属的第二固体金属移动到所述喷射器中的所述贮器的所述接收器中以进行熔融。2.根据权利要求1所述的金属液滴喷射装置,进一步包括:控制器,所述控制器操作地连接到所述喷射器、所述加热器、所述第一固体金属进料机构和所述第二固体金属进料机构,所述控制器被配置为:操作所述第一固体金属进料机构以将所述第一固体金属进料到所述贮器的所述接收器中;操作所述加热器以使所述贮器中的所述第一固体金属熔融;操作所述喷射器以喷射所述第一固体金属的熔融液滴,从而形成物体的层;操作所述第二固体金属进料机构以将所述第二固体金属进料到所述贮器的所述接收器中;操作所述加热器以使所述贮器中的所述第二固体金属熔融;操作所述喷射器以喷射所述第二固体金属的熔融液滴,从而形成支撑结构的层。3.根据权利要求2所述的金属液滴喷射装置,所述控制器被进一步配置为:操作所述喷射器以形成具有分段边界的所述支撑结构的层。4.根据权利要求2所述的金属液滴喷射装置,进一步包括:第一致动器,所述第一致动器被配置为操作所述第一固体金属进料机构以将所述第一固体金属移动到所述喷射器中的所述贮器的所述接收器中;第二致动器,所述第二致动器被配置为操作所述第二固体金属进料机构以将所述第二固体金属移动到所述喷射器中的所述贮器的所述接收器中;并且所述控制器操作地连接到所述第一致动器和所述第二致动器,所述控制器被进一步配置为:独立地操作所述第一致动器和所述第二致动器,以将所述第一固体金属或所述第二固体金属移动到所述喷射器中的所述贮器的所述接收器中。5.根据权利要求4所述的金属液滴喷射装置,进一步包括:第一辊,所述第一辊操作地连接到所述第一致动器;以及第二辊,所述第二辊被定位以与所述第一辊形成辊隙;并且所述控制器被进一步配置为:操作所述第一致动器以将所述第一固体金属的线材移动到所述喷射器中的所述贮器的所述接收器中。6.根据权利要求5所述的金属液滴喷射装置,进一步包括:第三辊,所述第三辊操作地连接到所述第二致动器;以及第四辊,所述第四辊被定位以与所述第三辊形成辊隙;并且
所述控制器被进一步配置为:操作所述第二致动器以将所述第二固体金属的线材移动到所述喷射器中的所述贮器的所述接收器中。7.根据权利要求6所述的金属液滴喷射装置,所述控制器被配置为识别移动到所述接收器中的所述第一固体金属线材的长度。8.根据权利要求7所述的金属液滴喷射装置,所述控制器被配置为识别移动到所述接收器中的所述第二固体金属线材的长度。9.根据权利要求8所述的金属液滴喷射装置,进一步包括:第一编码器,所述第一编码器被配置为生成指示所述第一辊的角运动速率的信号;第二编码器,所述第二编码器被配置为生成指示所述第三辊的角运动速率的信号;并且所述控制器被进一步配置为:使用由所述第一编码器生成的所述信号和所述第一辊的直径来识别移动到所述接收器中的所述第一固体金属线材的长度;以及使用由所述第二编码器生成的所述信号和所述第三辊的直径来识别移动到所述接收器中的所述第二固体金属线材的长度。10.根据权利要求8所述的金属液滴喷射装置,其中所述第一致动器是第一步进马达,并且所述第二致动器是第二步进马达,并且所述控制器被进一步配置为:使用由所述第一步进马达制成的多个马达匝来识别移动到所述接收器中的所述第一固体金属线材的长度,以将所述第一固体金属线材的一段进料到所述接收器中;以及使用由所述第二步进马达制成的多个马达匝来识别移动到所述接收器中的所述第二固体金属线材的长度,以将所述第二固体金属线材的一段进料到所述接收器中。11.根据权利要求8所述的金属液滴喷射装置,所述控制器被进一步配置为:操作操作地连接到所述喷射器的第三致动器,以将所述喷射器移动到一区域;以及操作所述喷射器以在操作所述第二致动器之前将熔融的第一金属从所述喷射器排出,从而将第二固体金属线材移动到所述接收器中以进行熔融。12.根据权利要求11所述的金属液滴喷射装置,其中所述第一固体金属线材具有与所述第二固体金属线材的热膨胀系数不同的热膨胀系数。13.一种用于操作金属液滴喷射装置的方法,包括:操作第一固体金属进料机构,以将第一固体金属移动喷射器中的贮器的接收器中以进行熔融;以及操作第二固体金属进料机构,以将不同于所述第一固体金属的第二固体金属移动到所述喷射器中的所述贮器的所述接收器中以进行熔融。14.根据权利要求13所述的方法,进一步包括:操作所述喷射器以喷射所述第一固体金属的熔融液滴,从而形成物体的层;以及操作所述喷射器以喷射所述第二固体金属的熔融液滴,从而形成支撑结构的层。15.根据权利要求14所述的方法,进一步包括:操作所述喷射器以形成具有分段边界的所述支撑结构的层。16.根据权利要求13所述的方法,进一步包括:
操作所述第一固体金属进料机构的第一致动器,以将所述第一固体金属移动到所述接收器中;以及操作所述第二固体金属进料机构的第二致动器,以独立于所述第一固体金属的运动而将所述第二固体金属移动到所述喷射器中的所述贮器的所述接收器中。17.根据权利要求16所述的方法,进一步包括:操作所述第一致动器以旋转与第二辊接合的第一辊以形成辊隙,从而将所述第一固体金属的线材移动到所述喷射器中的所述贮器的所述接收器中。18.根据权利要求17所述的方法,进一步包括:操作所述第二致动器以旋转与第四辊接合的第三辊以形成辊隙,从而将所述第二固体金属的线材移动到所述喷射器中的所述贮器的所述接收器中。19.根据权利要求18所述的方法,进一步包括:识别移动到所述接收器中的所述第一固体金属线材的长度。20.根据权利要求19所述的方法,进一步包括:识别移动到所述接收器中的所述第二固体金属线材的长度。21.根据权利要求20所述的方法,进一步包括:用第一编码器生成指示所述第一辊的角运动速率的信号;用第二编码器生成指示所述第三辊的角运动速率的信号;通过使用由所述第一编码器生成的所述信号和所述第一辊的直径来识别移动到所述接收器中的所述第一固体金属线材的长度;以及通过使用由所述第二编码器生成的所述信号和所述第三辊的直径来识别移动到所述接收器中的所述第二固体金属线材的长度。22.根据权利要求20所述的方法,进一步包括:将第一步进马达用于所述第一致动器;将第二步进马达用于所述第二致动器;以及通过使用由所述第一步进马达制成的多个马达匝来识别移动到所述接收器中的所述第一固体金属线材的长度,以将所述第一固体金属线材的一段进料到所述接收器中;以及通过使用由所述第二步进马达制成的多个马达匝来识别移动到所述接收器中的所述第二固体金属线材的长度,以将所述第二固体金属线材的一段进料到所述接收器中。23.根据权利要求20所述的方法,进一步包括:操作操作地连接到所述喷射器的第三致动器,以将所述喷射器移动到一区域;以及操作所述喷射器以在操作所述第二致动器之前将熔融的第一金属从所述喷射器排出,从而将第二固体金属线材移动到所述接收器中以进行熔融。24.根据权利要求23所述的方法,其中所述第一固体金属线材具有与所述第二固体金属线材的热膨胀系数不同的热膨胀系数。
技术总结
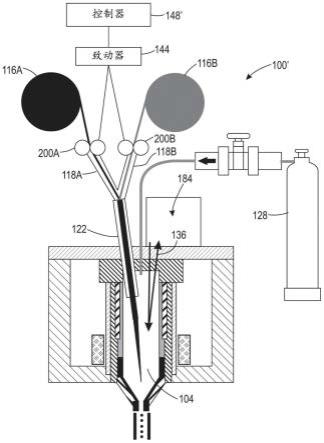
三维(3D)金属物体制造装置配备有两个固体金属移动机构,所述两个固体金属移动机构被独立操作以将两种不同金属移动到熔融金属液滴喷射装置中的贮器的接收器中。操作喷射器以形成具有两种不同金属中的一种金属的熔融金属液滴的物体特征部,并且形成具有两种不同金属中的另一种金属的熔融金属液滴的支撑特征部。两种金属的热膨胀系数足够不同,使得支撑特征部在物体和支撑特征部冷却之后容易与物体特征部分离。体特征部分离。体特征部分离。
技术研发人员:S
受保护的技术使用者:施乐公司
技术研发日:2022.07.19
技术公布日:2023/2/17
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。