1.本发明涉及医疗器械领域,尤其涉及一种电动腔镜吻合器组件自动识别装置及电动腔镜吻合器。
背景技术:
2.目前,一次性腔镜用直线切割吻合器主要应用于普外科、胸外科、妇科和儿童腔镜手术中组织的切除、横断和吻,其也可应用于肝实质、肝血管和胆囊实质的横断和切除。但一种型号的腔镜吻合器只能满足一种长度切割吻合的需求,适用性差,如果在手术过程中出现腔镜吻合器的切割长度选择错误的情况,会给病患造成严重的伤害,因此,现有的腔镜吻合器不仅在安全性和稳定性上得不到保障,而且自动化、智能化程度较差。
3.针对相关技术中腔镜吻合器适用性、安全性不佳,智能化程度较差的问题,目前尚未给出有效的解决方案。
4.由此,本发明人凭借多年从事相关行业的经验与实践,提出一种电动腔镜吻合器组件自动识别装置及电动腔镜吻合器,以克服现有技术的缺陷。
技术实现要素:
5.本发明的目的在于提供一种电动腔镜吻合器组件自动识别装置及电动腔镜吻合器,在腔镜吻合器与钉仓组件连接时,可自动识别钉仓组件的不同型号,并将识别到的信息进行反馈,从而控制电动腔镜吻合器的击发杆的行进距离,实现了一个腔镜吻合器即可安全、可靠地完成不同长度切割吻合的需求,具有更好的安全性、适用性以及智能化程度。
6.本发明的目的可采用下列技术方案来实现:
7.本发明提供了一种电动腔镜吻合器组件自动识别装置,所述电动腔镜吻合器组件自动识别装置包括母端识别组件和子端识别组件,其中:
8.所述母端识别组件包括多个母端导线,各所述母端导线均设置于腔镜吻合器的联杆内芯中,各所述母端导线的一端分别与控制器相连接,各所述母端导线的另一端分别伸出至所述联杆内芯的外部以形成多个输出端;
9.所述子端识别组件包括多个子端导电件,每个所述子端导电件设置于对应的一个钉仓组件的零件保护锁中,每个所述子端导电件的两端分别设置有导电片,且各所述导电片分别位于所述零件保护锁的相异位置上;
10.各所述零件保护锁能分别与所述联杆内芯配合连接,各所述子端导电件上的两所述导电片分别与对应位置上的两所述母端导线的所述输出端对接导通。
11.在本发明的一较佳实施方式中,各所述母端导线包括第一导线、第二导线和第三导线,所述第一导线、所述第二导线和所述第三导线均沿所述联杆内芯的轴向预埋注塑于所述联杆内芯的侧壁内,所述第一导线位于所述联杆内芯的侧壁内的一端、所述第二导线位于所述联杆内芯的侧壁内的一端和所述第三导线位于所述联杆内芯的侧壁内的一端分别与所述控制器相连接,所述第一导线位于所述联杆内芯外部的另一端、所述第二导线位
于所述联杆内芯外部的另一端和所述第三导线位于所述联杆内芯外部的另一端分别形成第一输出端、第二输出端和第三输出端。
12.在本发明的一较佳实施方式中,各所述子端导电件包括两个第一导电连接件和一个第二导电连接件;所述第一导电连接件包括两个第一导电片和一个第一连接片,两所述第一导电片的一端分别与所述第一连接片的两端连接,两所述第一导电片的另一端分别设置有第一弯折部;所述第二导电连接件包括两个第二导电片和一个第二连接片,两所述第二导电片的一端分别与所述第二连接片的两端连接,两所述第二导电片的另一端分别设置有第二弯折部;
13.两所述第一导电连接件设置于两所述零件保护锁的相异位置上,以使两所述第一导电连接件上的所述第一导电片分别位于所述零件保护锁的相异位置上,并分别形成第一子端识别组件和第三子端识别组件;所述第二连接片的长度大于所述第一连接片的长度,以使所述第二导电连接件上的所述第二导电片与各所述第一导电片分别位于所述零件保护锁的相异位置上,并形成第二子端识别组件。
14.在本发明的一较佳实施方式中,所述第一子端识别组件中的所述零件保护锁与所述联杆内芯配合连接状态下,所述第一子端识别组件上的两所述第一导电片分别与所述联杆内芯外部的所述第一输出端和所述第二输出端对接导通。
15.在本发明的一较佳实施方式中,所述第二子端识别组件中的所述零件保护锁与所述联杆内芯3配合连接状态下,所述第二子端识别组件上的两所述第二导电片分别与所述联杆内芯外部的所述第一输出端和所述第三输出端对接导通。
16.在本发明的一较佳实施方式中,所述第三子端识别组件中的所述零件保护锁与所述联杆内芯配合连接状态下,所述第三子端识别组件上的两所述第一导电片分别与所述联杆内芯外部的所述第二输出端和所述第三输出端对接导通。
17.在本发明的一较佳实施方式中,所述第一导电片、所述第一连接片、所述第二导电片和所述第二连接片均呈长条形薄片状,且所述第一导电片与所述第一连接片相垂直,所述第二导电片与所述第二连接片相垂直。
18.在本发明的一较佳实施方式中,所述零件保护锁的外壁上设置有便于识别所述子端识别组件型号的颜色标识层。
19.在本发明的一较佳实施方式中,各所述母端导线分别连接于所述控制器的多个信号接收点上,以将形成的不同回路信号分别发送至所述控制器。
20.本发明提供了一种电动腔镜吻合器,所述电动腔镜吻合器包括腔镜吻合器本体和上述的电动腔镜吻合器组件自动识别装置,所述电动腔镜吻合器组件自动识别装置安装于所述腔镜吻合器本体上。
21.由上所述,本发明的电动腔镜吻合器组件自动识别装置及电动腔镜吻合器的特点及优点是:
22.将母端识别组件和子端识别组件分别设置于腔镜吻合器的联杆内芯和钉仓组件的零件保护锁中,母端识别组件中的各母端导线的一端分别与控制器相连接,另一端分别伸出至联杆内芯的外部以形成多个输出端,子端识别组件中的多个子端导电件分别设置于不同的零件保护锁中,每个子端导电件均在对应的零件保护锁的外部预留有两个导电片,当选择不同的零件保护锁与联杆内芯配合连接时,各零件保护锁外部的两个导电片会与联
杆内芯外部的对应位置上的两个输出端对接导通,从而连接形成不同的回路,根据回路的不同即可输出不同的信号进行反馈,进而识别出钉仓组件的不同型号,便于人工包装时快速分辨,防止出现钉仓组件的型号与包装匹配错误的情况发生。
23.另外,本发明中一个腔镜吻合器的联杆内芯可与多个零件保护锁配合使用,在使用之前通过反馈信号可快速获知钉仓组件的型号,从而对电动腔镜吻合器的击发杆的行进距离进行控制,实现了一个腔镜吻合器即可安全、可靠地完成不同长度切割吻合的需求,具有更好的安全性和适用性,且智能化程度更高。
附图说明
24.以下附图仅旨在于对本发明做示意性说明和解释,并不限定本发明的范围。
25.其中:
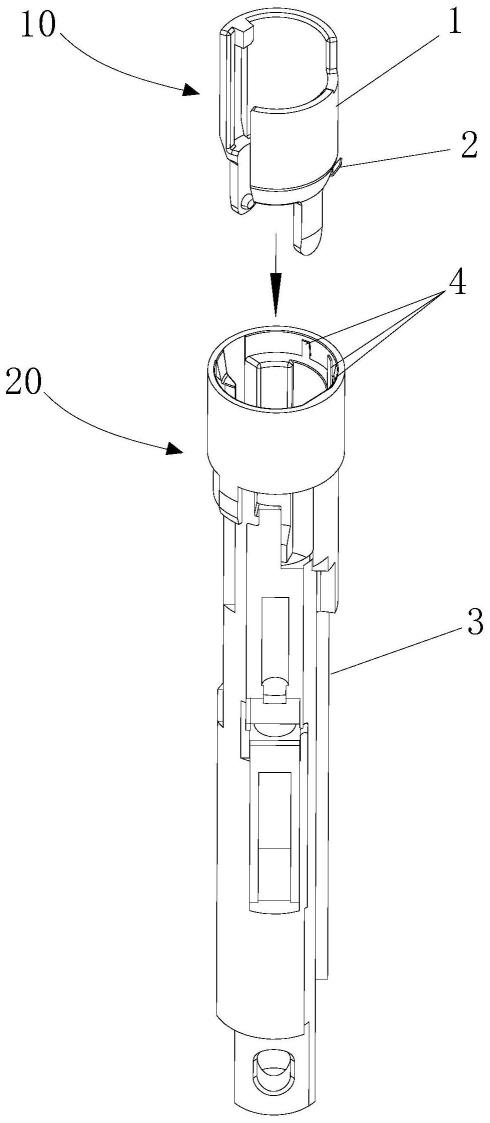
26.图1:为本发明电动腔镜吻合器组件自动识别装置处于分解状态的结构示意图。
27.图2:为本发明电动腔镜吻合器组件自动识别装置中联杆内芯的立体图。
28.图3:为本发明电动腔镜吻合器组件自动识别装置中联杆内芯的截面图之一。
29.图4:为本发明电动腔镜吻合器组件自动识别装置中联杆内芯的截面图之二。
30.图5:为本发明电动腔镜吻合器组件自动识别装置中联杆内芯的截面图至三。
31.图6:为本发明电动腔镜吻合器组件自动识别装置中零件保护锁的立体图。
32.图7:为本发明电动腔镜吻合器组件自动识别装置中零件保护锁的正视截面图。
33.图8:为本发明电动腔镜吻合器组件自动识别装置中第一导电连接件的结构示意图。
34.图9:为本发明电动腔镜吻合器组件自动识别装置中第二导电连接件的结构示意图。
35.图10:为本发明电动腔镜吻合器组件自动识别装置中第一子端识别组件的结构示意图。
36.图11:为本发明电动腔镜吻合器组件自动识别装置中第二子端识别组件的结构示意图。
37.图12:为本发明电动腔镜吻合器组件自动识别装置中第三子端识别组件的结构示意图。
38.图13:为本发明电动腔镜吻合器组件自动识别装置处于组合状态的结构示意图之一。
39.图14:为本发明电动腔镜吻合器组件自动识别装置处于组合状态的结构示意图之二。
40.图15:为本发明电动腔镜吻合器组件自动识别装置处于组合状态的结构示意图之三。
41.本发明中的附图标号为:
42.1、零件保护锁;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2、子端导电件;
43.201、第一导电连接件;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2011、第一导电片;
44.2012、第一连接片;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2013、第一弯折部;
45.202、第二导电连接件;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2021、第二导电片;
46.2022、第二连接片;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2023、第二弯折部;
47.3、联杆内芯;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4、母端导线;
48.401、第一导线;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4011、第一输出端;
49.402、第二导线;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4021、第二输出端;
50.403、第三导线;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4031、第三输出端;
51.10、子端识别组件;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1001、第一子端识别组件;
52.1002、第二子端识别组件;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1003、第三子端识别组件;
53.20、母端识别组件。
具体实施方式
54.为了对本发明的技术特征、目的和效果有更加清楚的理解,现对照附图说明本发明的具体实施方式。
55.实施方式一
56.如图1至图15所示,本发明提供了一种电动腔镜吻合器组件自动识别装置,该电动腔镜吻合器组件自动识别装置包括母端识别组件20和子端识别组件10,其中:母端识别组件20包括多个母端导线4,各母端导线4均设置于腔镜吻合器的联杆内芯3中,各母端导线4的一端分别与控制器的多个信号接收点连接,各母端导线4的另一端分别伸出至联杆内芯3的外部以形成多个输出端;子端识别组件10包括多个子端导电件2,每个子端导电件2设置于对应的一个钉仓组件的零件保护锁1中,每个子端导电件2的两端均设置有导电片,且各导电片分别位于各零件保护锁1的相异位置上;各零件保护锁1能分别与联杆内芯3配合连接,各子端导电件2上的两导电片分别与对应位置上的两母端导线4的输出端对接导通。
57.本发明将母端识别组件20设置于腔镜吻合器的联杆内芯3中,将子端识别组件10设置于钉仓组件的零件保护锁1中,其中,联杆内芯3以及零件保护锁1均为现有结构件;母端识别组件20中的各母端导线4的一端分别与控制器相连接,另一端分别伸出至联杆内芯3的外部以形成多个输出端,子端识别组件10中的多个子端导电件2分别设置于不同的零件保护锁1中,每个子端导电件2均在对应的零件保护锁1的外部预留有两个导电片,当选择不同的零件保护锁1与联杆内芯3配合连接时,各零件保护锁1外部的两个导电片会与联杆内芯3外部的对应位置上的两个输出端对接导通,从而连接形成不同的回路,根据回路的不同即可输出不同的信号进行反馈,进而识别出钉仓组件的不同型号,便于人工包装时进行快速分辨,防止出现钉仓组件的型号与包装匹配错误的情况发生。另外,本发明中一个腔镜吻合器的联杆内芯3可与多个零件保护锁1配合使用,在使用之前通过反馈信号可快速获知钉仓组件的型号,从而对电动腔镜吻合器的击发杆的行进距离进行控制,实现了一个腔镜吻合器即可安全、可靠地完成不同长度切割吻合的需求,具有更好的安全性和适用性,且智能化程度更高。
58.在本发明的一个可选实施例中,如图2至图5所示,各母端导线4包括第一导线401、第二导线402和第三导线403,第一导线401、第二导线402和第三导线403均沿联杆内芯3的轴向预埋注塑于联杆内芯3的侧壁内,且第一导线401、第二导线402和第三导线403沿联杆内芯3的周向依次布设,第一导线401位于联杆内芯3的侧壁内的一端、第二导线402位于联杆内芯3的侧壁内的一端和第三导线403位于联杆内芯3的侧壁内的一端分别与控制器的三
个信号接收点相连接,第一导线401位于联杆内芯3外部的另一端、第二导线402位于联杆内芯3外部的另一端和第三导线403位于联杆内芯3外部的另一端分别形成第一输出端4011、第二输出端4021和第三输出端4031。第一导线401、第二导线402以及第三导线403之间均为并联结构,与各子端导电件2连接后,最多可形成三个不同的回路,从而可将不同的回路信号发送至控制器。通过控制器可接收不同的回路传输的反馈信号,并根据反馈信号对不同型号的钉仓组件进行识别。
59.在本发明的一个可选实施例中,如图6至图12所示,各子端导电件2包括两个第一导电连接件201和一个第二导电连接件202;第一导电连接件201包括两个第一导电片2011和一个第一连接片2012,第一导电片2011和第一连接片2012均呈长条形薄片状,且第一导电片2011与第一连接片2012相垂直,两第一导电片2011的一端分别与第一连接片2012的两端连接,两第一导电片2011的另一端分别设置有第一弯折部2013;第二导电连接件202包括两个第二导电片2021和一个第二连接片2022,第二导电片2021和第二连接片2022均呈长条形薄片状,且第二导电片2021与第二连接片2022相垂直,两第二导电片2021的一端分别与第二连接片2022的两端连接,两第二导电片2021的另一端分别设置有第二弯折部2023。在零件保护锁1与联杆内芯3连接状态下,通过第一弯折部2013和第二弯折部2023的设置,可使各第一导电片2011和各第二导电片2021分别与对应的母端导线4的输出端充分接触,提高对接导通的稳定性,保证信号的稳定传输。
60.进一步的,子端导电件2(即;第一导电连接件201和第二导电连接件202)采用金属材料制成,以达到导电的要求,从而能够形成回路进行信号的传输。
61.进一步的,第一导电片2011与第一连接片2012可为但不限于一体成型结构;第二导电片2021与第二连接片2022可为但不限于一体成型结构。
62.进一步的,如图8、图10、图12所示,两个第一导电连接件201设置于两个零件保护锁1的相异位置上(即:两个第一导电连接件201在对应的零件保护锁1上设置的位置不同),以使两个第一导电连接件201上的第一导电片2011分别位于零件保护锁1的相异位置上(即:两个第一导电连接件201上的第一导电片2011在对应的零件保护锁1上设置的位置不同),从而使其中一个第一导电连接件201与其连接的零件保护锁1相配合形成第一子端识别组件1001,另一个第一导电连接件201与其连接的零件保护锁1相配合形成第三子端识别组件1003。
63.进一步的,如图8、图9、图11所示,第二连接片2022的长度大于第一连接片2012的长度,以使第二导电连接件202上的第二导电片2021与各第一导电片2011分别位于零件保护锁1的相异位置上(即:第二导电连接件202上的第二导电片2021在对应的零件保护锁1上设置的位置与两个第一导电连接件201上的第一导电片2011在对应的零件保护锁1上设置的位置不同),从而使第二导电连接件202与其连接的零件保护锁1相配合形成第二子端识别组件1002。
64.在本发明的一个可选实施例中,零件保护锁1的外壁上设置有便于识别子端识别组件10型号的颜色标识层;或者在对各零件保护锁1进行注塑时,可在熔融状态下的零件保护锁1的原料中添加不同的调色剂,从而使各零件保护锁1呈不同的颜色。工作人员在进行包装时可直接通过零件保护锁1的颜色对钉仓组件的型号进行识别,更加方便直观,防止钉仓组件的型号与包装匹配错误。
65.具体的,对于第一子端识别组件1001、第二子端识别组件1002和第三子端识别组件1003,可设置成红、黄、绿三种不同颜色的零件保护锁1。
66.本发明的电动腔镜吻合器组件自动识别装置的使用方法为:
67.如图13所示,在对第一子端识别组件1001所对应的钉仓组件使用时,将第一子端识别组件1001中的零件保护锁1与联杆内芯3配合连接,第一子端识别组件1001所对应的钉仓组件的零件保护锁1上外漏的两个第一导电片2011分别与联杆内芯3外部的第一输出端4011和第二输出端4021对接导通,使得第一子端识别组件1001对应的第一导电连接件201与第一导线401和第二导线402相连通并形成回路。
68.如图14所示,在对第二子端识别组件1002所对应的钉仓组件使用时,将第二子端识别组件1002中的零件保护锁1与联杆内芯3配合连接,第二子端识别组件1002所对应的钉仓组件的零件保护锁1上外漏的两个第二导电片2021分别与联杆内芯3外部的第一输出端4011和第三输出端4031对接导通,使得第二导电连接件202与第一导线401和第三导线403相连通并形成回路。
69.如图15所示,在对第三子端识别组件1003所对应的钉仓组件使用时,将第三子端识别组件1003中的零件保护锁1与联杆内芯3配合连接,第三子端识别组件1003所对应的钉仓组件的零件保护锁1上外漏的两个第一导电片2011分别与联杆内芯3外部的第二输出端4021和第三输出端4031对接导通,使得第三子端识别组件1003对应的第一导电连接件201与第二导线402和第三导线403相连通并形成回路。
70.当腔镜吻合器与不同长度的钉仓组件连接时,不同型号的子端识别组件10与联杆内芯3上不同的母端导线4的输出端相接触以形成不同的回路,不同回路导通后将不同的反馈信号传输给控制器。当控制器接收到反馈信号后,根据反馈信号的不同对钉仓组件的型号进行判断,并可通过显示器将反馈信号显示给用户。
71.本发明的电动腔镜吻合器组件自动识别装置的特点及优点是:
72.一、该电动腔镜吻合器组件自动识别装置中,通过在钉仓组件的零件保护锁中增加子端导电件2,即可使不同型号的钉仓组件均能与腔镜吻合器的联杆内芯配合连接,而且能够实现对子端识别组件10的自动识别,大大降低了使用成本以及加工难度。
73.二、该电动腔镜吻合器组件自动识别装置中,通过在腔镜吻合器的联杆内芯3中增加多根母端导线4,即可使联杆内芯3分别对连接状态下的多种不同型号的钉仓组件进行自动识别,实现了一个腔镜吻合器即可安全、可靠地完成不同长度切割吻合的需求,具有更好的安全性和适用性,且智能化程度更高。
74.三、该电动腔镜吻合器组件自动识别装置中,各零件保护锁1设置不同的颜色,工作人员在进行包装时可直接通过零件保护锁1的颜色对钉仓组件的型号进行识别,更加方便、直观,防止钉仓组件的型号与包装匹配错误。
75.实施方式二
76.本发明提供了一种电动腔镜吻合器,该电动腔镜吻合器包括腔镜吻合器本体和上述的电动腔镜吻合器组件自动识别装置,电动腔镜吻合器组件自动识别装置安装于腔镜吻合器本体上。
77.本发明的电动腔镜吻合器的特点及优点是:
78.该电动腔镜吻合器可自动识别钉仓组件的不同型号,并根据实际需要与不同型号
的钉仓组件配合连接,从而控制电动腔镜吻合器的击发杆的行进距离,实现了一个腔镜吻合器即可安全、可靠地完成不同长度切割吻合的需求,具有更好的安全性、适用性以及智能化程度。
79.以上所述仅为本发明示意性的具体实施方式,并非用以限定本发明的范围。任何本领域的技术人员,在不脱离本发明的构思和原则的前提下所作出的等同变化与修改,均应属于本发明保护的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。