1.本发明涉及一种模具,该模具包括用于浇铸装置的长水口的模具/长水口联接机构。本发明还涉及一种模具组件、一种用于浇铸熔融金属的包括模具/长水口联接机构的浇铸装置和一种用于浇铸熔融金属的方法。本发明的模具/长水口联接机构允许在钢包的水口与长水口之间自动且平稳地形成密封接触,而无需人类操作者或机器人的干预。
背景技术:
2.金属浇铸工艺的主要难题之一是避免在浇铸期间夹带空气。这可能导致缺陷,包括导致浇铸件出现裂纹的气泡和氧化膜。为避免夹带空气,在本领域中已知的是借助长水口浇铸熔融金属,该长水口可以在将熔融金属浇注到钢包与模具之间时减少金属的再氧化。如图6中所示,长水口(10)例如是中空长轴,在其近端(=入口)上具有漏斗并且插入到模具的孔中,其远端(=出口)与例如位于浇铸容腔下方的模具的工作系统连通。水口关键步骤是当在漏斗的高度处将钢包的水口(12)联接到长水口入口时在水口与长水口入口之间形成密封接触,并在整个浇铸操作持续期间保持密封接触。
3.在欧洲专利申请ep 3 463 715 b1中披露了一种用于浇铸熔融金属的系统。该系统包括:
4.·
模具,该模具包括浇铸容腔和孔,该浇铸容腔具有入口,该孔在模具的上表面与该入口之间延伸,
5.·
长水口,包括漏斗和中空轴,其中,该漏斗位于模具的外侧并邻近于上表面,并且中空轴容置在孔中并且可在该孔中移动。
6.为了在水口与长水口的漏斗之间形成密封接触,ep 3 463 715 b1提出了一种位于模具的上表面的升降机构。升降机构包括同心布置的第一套环和第二套环,其中,第一套环固定到模具的上表面,并且第二套环可旋转地联接到模具的上表面,并支撑长水口的漏斗。卡口系统包括接合在斜槽中的从动件,这允许第二套环相对于模具的上表面通过旋转被升高,从而引起长水口的线性运动。卡口系统的旋转由操作者执行,操作者必须调整卡口的旋转角度,以充分升高漏斗,从而形成密封接触,而不会损坏与之接触的耐火材料。操作者必须在钢包的水口附近,这从安全角度来看并不理想。此外,需要一名操作者对漏斗上方的钢包水口执行居中和对齐,并且需要另一名操作者经由手柄操作升降机构。一旦长水口的漏斗与水口接触,升降机构就在整个浇铸操作持续期间不再移动。这可以能是一个问题,因为熔融金属流过长水口会引起振动,振动会传播到水口与漏斗之间的接触区域,这会导致耐火材料磨损甚至开裂。
7.本发明的一个目的是提供一种模具,该模具包括易于操作的模具/长水口联接机构,并且需要较少的人为干预来将长水口的漏斗与钢包的水口接合来形成密封接触。此外,本发明的一个目的是提供一种浇铸装置,该浇铸装置比现有技术中已知的系统更容易且更安全地操作。
8.本发明的另一个目的是提供一种利用上述类型的模具/长水口联接机构浇铸熔融
金属的方法。
技术实现要素:
9.这些和其他目的通过独立权利要求的特征来实现。本发明的优选实施例由从属权利要求涵盖。
10.在第一方面,本发明涉及一种用于浇铸熔融金属的模具,该模具包括:
11.·
浇铸容腔,该浇铸容腔具有容腔入口,
12.·
壳体,该壳体从过滤器壳体和分流器壳体中选择,该壳体具有与该容腔入口处于流体连通的壳体出口以及与孔处于流体连通的壳体入口,
13.·
该孔在模具的上表面与壳体入口之间延伸,
14.·
模具/长水口联接机构,该模具/长水口联接机构被配置用于在长水口浇铸位置安装容纳浇铸装置的长水口,其中,长水口包括漏斗,该漏斗附接到轴的近端,该轴是中空的并且具有包括长水口出口的远端,并且其中,长水口浇铸位置被定义为轴被容纳在该孔内,此时远端穿过壳体入口被插入,此时长水口出口在壳体中被密封。
15.该模具的特征在于,模具/长水口联接机构包括:
16.·
基底构件,该基底构件固定到上表面,
17.·
基座构件,该基座构件被配置用于接纳漏斗并且将长水口保持在长水口浇铸位置。
18.基座构件通过至少一个柔性元件联接到基底构件,当向基座构件上施加负载而使至少一个柔性元件变形时,可使基座构件与基底构件分离,并且相对于基底构件是可移动的。
19.柔性元件可以包括一个或多个弹性元件,该一个或多个弹性元件限定弹性构造。一个或多个弹性元件可以包括在处理温度下的弹性体材料或弹簧,优选地是螺旋弹簧,该弹簧在基座构件与基底构件之间延伸。可替代地,柔性元件可以包括自由流动材料,该自由流动材料被包围在一个或多个袋子中,袋子被配置用于在将负载施加到基座构件上时变形。
20.在优选实施例中,基底构件和基座构件均包括中心孔,这些中心孔彼此对齐,以限定朝向用于长水口的孔的引入结构。在如上限定的弹性构造中,模具/长水口联接机构可以包括至少三个弹性元件,优选地至少三个螺旋弹簧,这些弹性元件在基座构件与基底构件之间延伸,其中,这至少三个弹性元件优选地围绕基座构件和基底构件的中心孔的圆周等距地间隔开。
21.在第二方面,本发明涉及一种模具组件,该模具组件包括:
22.·
根据本发明的模具,以及
23.·
长水口,该长水口包括漏斗,该漏斗附接到轴的近端,该轴是中空的并且具有包括长水口出口的远端,该长水口容纳在模具中,此时基座构件接纳漏斗并且将长水口保持在长水口浇铸位置,
24.其中,长水口浇铸位置被定义为轴容纳在孔中,此时其远端穿过壳体入口插入,其中长水口出口被包围在壳体中。
25.在模具组件的优选实施例中,长水口固定到基座构件,其中型砂填充物密封漏斗
与基座构件之间的环形间隙并且限定用于漏斗的座,并且基座构件优选地包括套筒,该套筒限定环形间隙的边界。
26.在第三方面,本发明涉及一种浇铸装置,该浇铸装置包括
27.·
根据本发明的模具,以及
28.·
长水口,该长水口包括漏斗,该漏斗附接到轴的近端,该轴是中空的并且具有包括长水口出口的远端,
29.·
钢包,该钢包包括水口,该水口设置在钢包的底部,以用于将熔融金属从钢包中配流出去,其中,水口被配置用于可逆地且密封地接合到长水口的漏斗中,并且其中,钢包被配置用于相对于模具移位,以便:
30.ο将水口基本上竖直地定位在模具/长水口联接机构上方,以及
31.ο被竖直地降低,直到通过将负载施加到基座构件上,水口密封地接合在处于长水口浇铸位置的长水口的漏斗中,
32.其中,长水口浇铸位置被定义为轴容纳在孔中,此时其远端穿过壳体入口被插入,其中长水口出口在壳体中被密封。
33.在根据本发明的浇铸装置的夹持构造中,浇铸装置包括钢包/长水口联接机构,该钢包/长水口联接机构被配置用于将长水口可逆地夹紧到水口上,而优选地在漏斗与水口之间不形成密封,其中,钢包/长水口联接机构包括
34.·
漏斗适配器,该漏斗适配器固定到长水口的漏斗,漏斗适配器包括保持装置,以及
35.·
水口适配器,该水口适配器固定到钢包的底部或固定到水口,并且被配置用于接合漏斗适配器的保持装置,以在锁定位置将长水口可逆地锁定到水口。
36.在浇铸装置的夹持构造的优选实施例中:
37.·
漏斗适配器的保持装置包括保持桩,并且水口适配器包括紧固钩,该紧固钩被配置用于可逆地接合保持桩并且优选地被配置为与保持桩自接合,或者
38.·
漏斗适配器的保持装置包括一个或多个保持桩,并且水口适配器包括卡口联接元件,该卡口联接元件被配置用于与一个或多个保持桩相互作用,以在锁定位置将长水口可逆地锁定到水口。
39.在浇铸装置的夹持构造的优选实施例中,漏斗适配器利用粘合材料固定到长水口。
40.在夹持构造的优选实施例中,模具/长水口联接机构的基座构件被配置用于接纳漏斗适配器并且将长水口保持在长水口浇铸位置。在夹持构造的优选实施例中,基座构件包括锥形部分,该锥形部分在基座构件的中心孔上居中。锥形部分被配置用于当钢包竖直地降低时引导长水口与孔对齐,其中长水口可逆地锁定到水口。
41.在第四方面,本发明涉及一种用于使用根据本发明的浇铸装置浇铸熔融金属的方法,该方法包括:
42.·
竖直地降低钢包,直到接合在漏斗中的水口将负载施加到坐落在基座构件上的漏斗上,从而使基座构件克服柔性元件相对于基底构件移动,并在水口与在长水口浇铸位置的长水口之间形成密封接触,
43.·
允许熔融金属从钢包流过水口、长水口和壳体到达浇铸容腔。
44.在该方法的一个实施例中,其中,浇铸装置包括根据本发明的模具组件,该方法包括:通过竖直地降低钢包来将水口接合到漏斗中;并且通过进一步降低钢包以便水口将负载施加到漏斗上而在水口与长水口之间形成密封接触。
45.在应用于浇铸装置的夹持构造的方法的另一个实施例中,该方法包括:
46.·
将水口接合到长水口的漏斗中,并且利用钢包/长水口联接机构通过以下方式将长水口夹紧到水口:
47.ο将固定到长水口的漏斗的漏斗适配器的保持装置与
48.ο固定到钢包的底部或固定到水口的水口适配器接合,
49.从而在锁定位置将长水口锁定到水口,
50.·
将锁定到水口的长水口基本上竖直地定位在模具/长水口联接机构上方,
51.·
竖直地降低钢包,直到长水口到达长水口浇铸位置,其中漏斗搁置在基座构件上,
52.·
通过进一步降低钢包以便水口将负载施加到漏斗上而在水口与长水口之间形成密封接触。
附图说明
53.下面将参照附图详细说明本发明的优选实施例。
54.在附图中:
55.图1示出了根据本发明的实施例的具有浇铸装置的金属浇铸方法的步骤。
56.图2示出了根据本发明的替代实施例的浇铸装置的金属浇铸方法的步骤,该浇铸装置包括钢包/长水口联接机构(140)。
57.图3示出了根据本发明的模具/长水口联接机构的实施例的立体图,该模具/长水口联接机构支撑容纳在其中的长水口。
58.图4示出了模具/长水口联接机构和图3的容纳在其中的长水口的沿着图3中的剖切线iv-iv的截面视图。
59.图5示出了根据本发明的浇铸装置的立体图,其中,钢包的水口竖直地位于长水口的在长水口浇铸位置的漏斗上方,其中,漏斗被接纳在模具/长水口联接机构的基座构件中。为清楚起见,没有示出钢包。
60.图6示出了图5中的浇铸装置的截面视图,其中,水口可逆地且密封地接合到长水口的漏斗中。
61.图7a至图7c示出了根据本发明的浇铸装置中的模具/长水口联接机构和水口的详细截面视图,图(7a)是钢包在模具上方移动,从而使水口与漏斗对齐,(7b)是钢包降低,以使水口靠近漏斗或与漏斗接触,以及(7c)是钢包进一步降低,以挤压柔性元件,从而形成密封接触。
62.图8示出了根据本发明的实施例的模具/长水口联接机构的基座构件的立体底视图。
63.图9a示出了根据本发明的实施例的在将长水口夹紧到水口之前的浇铸装置中的钢包/长水口联接机构的详细截面视图。
64.图9b示出了图9a的浇铸装置中的钢包/长水口联接机构的详细横截面视图,其中
长水口联接到水口、虽然没有密封到水口并且将长水口竖直地保持在模具/长水口联接机构上方。
65.图9c示出了图9a的浇铸装置中的钢包/长水口和模具/长水口联接机构的详细截面视图,其中,漏斗适配器被接纳在保持长水口的模具/长水口联接机构的基座构件中,并且其中,柔性元件处于原位状态。
66.图9d示出了图9a的浇铸装置中的钢包/长水口和模具/长水口联接机构的详细截面图,其中,钢包进一步竖直地降低,其中长水口被夹紧到水口,直到水口将负载施加到屈服构件上,从而在水口与长水口之间形成密封接触。
67.图10示出了在将在长水口浇铸位置中的长水口夹紧到水口之前的图9a的浇铸装置中的钢包/长水口联接机构的详细视图。
68.图11示出了图10的浇铸装置中的钢包/长水口联接机构的详细视图,其中长水口在长水口浇铸位置被夹紧到水口。
69.图12示出了图10的钢包/长水口联接机构的详细截面视图。
70.图13示出了图11的钢包/长水口联接机构的详细截面视图。
71.图14示出了根据本发明的浇铸装置中的钢包/长水口联接机构的详细视图,其中长水口联接到水口并且在模具上方竖直地(向上或向下)平移钢包和联接到钢包上的长水口。
72.图15示出了根据本发明的包括钢包/长水口联接机构的浇铸装置的详细截面视图,其中长水口被夹紧到水口并且在长水口浇铸位置。
73.图16示出了图15的浇铸装置的详细截面视图,其中长水口被夹紧到水口并且在模具上方竖直地(向上或向下)平移。
74.图17a至图17e示出了本发明中的柔性元件的各种实施例。
具体实施方式
75.在第一方面,本发明涉及一种用于浇铸熔融金属的模具(2),如图5中所示。模具(2)包括:一个或多个浇铸容腔(3),每个浇铸容腔均具有一个或多个容腔入口(4);以及壳体(6),该壳体在过滤器壳体和分流器壳体中选择。壳体(6)包括与一个或多个壳体出口(6o),该一个或多个壳体出口与一个或多个浇铸容腔(3)中的一个或多个容腔入口(4)处于流体连通。壳体(6)还包括壳体入口(6i),该壳体入口与孔(7)处于流体连通,该孔在壳体入口(6i)与模具的上表面(8)之间竖直地延伸,在该上表面中,模具通过开口敞开。上表面(8)的围绕开口的至少一部分优选地基本上是平坦的、优选地是水平的。
76.在图5中,模具(2)包括在分型线上水平地结合在一起的上部部分(2a)和下部部分(2b)以及单个浇铸容腔(3)。浇铸容腔(3)经由两个容腔入口(4)在底部进料。容腔入口(4)通过两个进料通道(5)连通到壳体(6),该壳体连接到孔(7),该孔延伸到模具(2)的上表面(8)。壳体(6)可以是过滤器壳体或分流器壳体。过滤器壳体可以以与ep 3 463 715b1中披露的相同或相似的方式设计,该文件在此通过援引将其并入本文。
77.在图15和图16中,模具(2)包括多个浇铸容腔,每个浇铸容腔经由各自的进料通道(5)与壳体(6)处于流体连通,以用于将熔融金属从壳体输送到浇铸容腔。类似地,同一模具可以包括两个或更多个孔(7),这些孔与一个或多个对应的壳体(6)处于流体连通。
78.根据本发明的模具(2)的壳体(6)包括单个壳体入口(6i)和单个或多个壳体出口(6o)。该壳体被配置用于将经过壳体的熔融金属流从壳体入口(6i)配流到连接到浇铸容腔的一个或多个壳体出口(6o)。壳体(6)从分流器壳体和过滤器壳体中选择,该过滤器壳体包括过滤元件,以用于过滤和去除熔融金属流中的杂质。
79.模具/长水口联接机构(14)
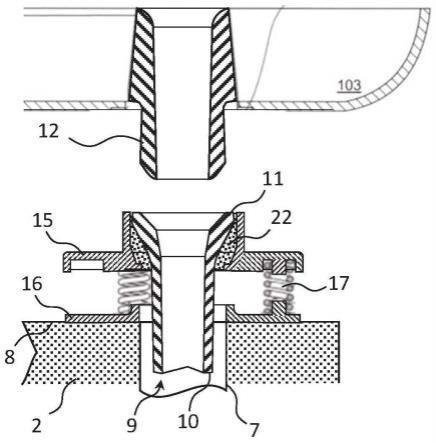
80.在浇铸过程中,容纳在钢包(103)中的熔融金属通过位于钢包(103)的下部中的水口(12)配流,由此,熔融金属通过长水口(9)、壳体(6)和进料通道(5)流入空腔(3)中。长水口(9)包括漏斗(11),该漏斗附接到是中空的轴(10)的近端,其中长水口孔使在漏斗中的长水口入口开放,并且延伸到在中空轴的远端(10d)处开放的长水口出口(9o)。为了在浇铸操作持续期间保持长水口的位置,根据本发明的模具包括模具/长水口联接机构(14),其实施例在图3中示出。如图6中所示,模具/长水口联接机构(14)被配置用于在长水口浇铸位置容纳浇铸装置(1)的长水口(9),该长水口浇铸位置被定义为:轴(10)被容纳在孔(7)中,其远端(10d)穿过壳体入口(6i)被插入到壳体(6)中,使得长水口出口(9o)在壳体(6)中被封闭。在浇铸操作期间,熔融金属通过水口(12)流出钢包,该水口在长水口浇铸位置密封地接合在长水口(9)的漏斗(11)中。熔融金属流过轴(10)、经由被包围在其中的长水口出口(9o)进入壳体(6)、通过壳体出口(6o)流出到进料通道中、并且填充浇铸容腔。
81.如图6中所示,根据本发明的模具(2)的特征在于:模具/长水口联接机构(14)包括基底构件(16)和基座构件(15),该基底构件固定到上表面(8),该基座构件被配置用于接纳漏斗(11)并且将长水口(9)保持在长水口浇铸位置中。如图3中所示,基座构件(15)通过至少一个柔性元件(17)联接到基底构件(16),使得当模具/长水口联接机构(14)处于原位状态时,基座构件(15)与基底构件(16)分离,并且在向基座构件(15)上施加负载而使至少一个柔性元件(17)变形时相对于基底构件(16)、优选地朝向基底构件(16)是可移动的。
82.通过本发明的模具/长水口联接机构(14),不需要为了使漏斗(11)与钢包(103)的水口(12)接合而手动升高接纳在基座构件(15)中的长水口(9)。在本发明的一个实施例中,长水口联接到在浇铸位置的模具,即漏斗搁置在模具/长水口联接机构(14)的基座构件(15)上,其中中空轴容置在孔(7)中,并且长水口出口(9o)在壳体(6)中。与ep 3 463 715 b1中描述的模具/长水口联接机构相反,在原位状态下,漏斗搁置在基座构件(15)上,该基座构件通过如此受到偏压的柔性元件(17)的反作用力保持在与基底构件(16)的原位距离(h0)。钢包(103)的水口(12)仅仅首先通过在模具上方相对于漏斗移动钢包,随后朝向模具(2)降低钢包(103),直到水口与漏斗接合,而与搁置在模具/长水口联接机构(14)的基座构件(15)上的漏斗(11)接合,如图7a和图7b中所图示。在图7a中,水口沿着竖直方向与漏斗对齐并且位于距漏斗一距离处。然后,钢包降低,即朝漏斗向下移动,使得水口接合在长水口的漏斗中,如图7b中所图示。在这个阶段,水口和漏斗不联接以形成密封接触。然后,为了将水口密封地接合到漏斗中并且防止空气和熔融金属通过水口与漏斗之间的界面泄漏,如图7c中所示进一步降低钢包,使得水口接触搁置在模具/长水口联接机构(14)的基座构件(15)上的漏斗并且在该漏斗上施加负载,通过使柔性元件(17)变形而使基座构件(15)朝向基底构件(16)移动,使得可以以受控方式执行水口与漏斗的联接。如图7c中所示,由钢包的向下平移驱动并且通过屈服构件(17)的变形成为可能的基座构件(15)相对于基底构件(16)的移动将基座构件(15)与基底构件(16)之间的距离从原位距离(h0)减少到密封距离
(h1),其中h1《h0。基座构件朝向基底构件的向下移动当然会引起长水口在模具的孔中轴向地移动。这意味着,因为基座构件(15)朝向基底构件(16)的向下移动驱使长水口的远端和长水口出口(9o)更深地进入壳体中,因此壳体入口(6i)必须允许这样的移动。除了本领域已知的手段外,移动的长水口与静止的壳体入口(6i)之间的动态密封可以使用膨胀密封材料(例如wo 2013/088249 a2中描述的用于滑动门的卡入壳体入口中的密封垫)形成。
83.在图7a和图7b中,水口不与漏斗接触或几乎不与漏斗接触。因此,模具/长水口联接机构(14)处于原位状态,其中,基座构件(15)与基底构件(16)保持在固定的原位距离(h0),因为其由抵抗重力而也处于原位状态下的柔性元件(17)支撑。在图7c中,模具/长水口联接机构(14)处于受负载状态,其中,水口与漏斗接触并在其上施加负载,即由钢包的向下移动驱动的向下的力。施加到漏斗上的此负载经由基座构件传递到柔性元件(17),该柔性元件变形以达到变形状态或受负载状态,其中,基座构件(15)移动到距基底构件(16)的密封距离(h1)。柔性元件的反作用力将漏斗压靠在水口上,从而在水口与漏斗之间的界面处形成密封接触。本发明中柔性元件(17)的存在取代了现有技术中的那样通过操作者的干预来手动旋转卡口并升高漏斗以使漏斗与水口接合。在本发明中,通过操作人员对钢包的位置发出命令,可以实现降低钢包以将水口密封地接合到长水口的漏斗中。此外,操作者的动作是不可再现的,并且施加在水口与漏斗之间的界面处的力取决于被施加用于旋转卡口的力。通过柔性元件(17),因为受到屈服构件的屈服度控制,因此在每次浇铸操作中施加相同的力。
84.本发明的模具中的模具/长水口联接机构(14)带来的另一个优点是允许在基座构件与基底构件之间以及因此在由基座构件保持的长水口与模具之间的位移,并吸收由这些移动产生的能量,从而减少移动元件之间的摩擦引起的磨损。例如,沿着竖直方向降低钢包需要操作者对钢包的位置发出命令具有高水平的精度,以便避免在将水口与漏斗接合和接触时的冲击,即轻柔地建立水口与漏斗之间的接触。在没有柔性元件的情况下,钢包降低得太多或太快可能会在水口和漏斗的耐火材料中、特别是在与水口的接触点处引起重大的应力、冲击甚至失效。由于模具/长水口联接机构(14)的存在,这种冲击的能量在本发明中被部分吸收,从而允许基座构件与基底构件之间的相对柔性位移。
85.本发明的模具中的模具/长水口联接机构(14)优选地还允许补偿水口与漏斗之间的横向错位和/或倾斜错位,即水口与漏斗之间在水平方向上的错位。当降低钢包以便将水口接合到长水口的漏斗中时,可以能会发生横向错位。在模具/长水口联接机构(14)中没有像今时今日那样的柔性元件(17)的情况下,横向错位可以防止在水口与漏斗之间形成密封接触,或者可能引起重要的材料应力来补偿这种错位,以用于建立密封接触。在本发明中,由于柔性元件的引入,模具/长水口联接机构(14)补偿了横向错位,从而减少了浇铸装置中的材料应力和潜在故障。这同样适用于倾斜错位或角度错位(α)的情况,如图6中所示。
86.类似地,根据本发明的包括模具/长水口联接机构(14)的模具也允许补偿钢包相对于模具的小位移,并在浇铸操作期间保持水口与漏斗之间的密封接触。例如,这种位移是由于熔融金属流过长水口孔和由于在浇铸操作期间钢包逐渐排空熔融金属时钢包中保持的熔融金属质量分布的变化,这会导致钢包稍微倾斜或竖直地或横向地移动,并且导致水口与钢包一起如图6中所示接合在漏斗中。
87.如图3、图4和图5中所示,根据本发明的模具/长水口联接机构(14)的基底构件
(16)和基座构件(15)可以均包括中心孔,该中心孔彼此对齐,以限定朝向用于长水口(9)的孔(7)的引入结构。在图3、图4和图5中,基底构件(16)具有中心孔(20),该中心孔是圆形的并且形成到孔(7)的引入结构,长水口(9)可以穿过该引入结构进入孔(7)中,直到到达浇铸位置,即当长水口的漏斗搁置在基座构件上时,其中长水口出口在壳体(6)中,如图5中和图4的详细截面视图所示。如下文将要讨论的,长水口可以由人类操作者(如图1(1a)中所示)或者通过降低钢包(其中长水口附接到钢包)来引入到孔中(如图2(1)和图2(2)中所示)。
88.在一个实施例中,其中长水口在钢包降低以建立水口与漏斗之间的接触之前处于浇铸位置(参见图1(1a)&(1)和图7a),基座构件(15)由套筒(21)形成,该套筒设置有臂(18),该臂围绕套筒的圆周分布,并且从套筒径向向外地延伸,如图3和图4中所示。套筒(21)形成引导通过结构,以将长水口(9)引导到浇铸位置。在原位状态下,套筒与基底构件(16)的中心孔(20)同心对齐。如图4和图7a中所示,为了将漏斗固定到模具(2),套筒的引导通过结构与漏斗之间的空间可以填充有填充物(22),该填充物优选地由型砂制成,从而形成座,当长水口(9)处于浇铸位置时,漏斗(11)的肩部(23)搁置在该座上。
89.型砂填充物(22)可以包含有机粘合剂,比如呋喃、碱性-酚醛粘合剂。此外,可以使用其他粘合剂,例如无机粘合剂或粘土矿物。填充物限定用于漏斗的锥形肩部(23)的座,同时提供了密封,并且将长水口固定到模具(2)。
90.在长水口的浇铸位置,漏斗优选地与套筒的上边缘齐平(如图4中所图示)或者可替代地可以沉入套筒(21)中,位于套筒的上边缘之下。
91.本发明的模具/长水口联接机构(14)的优选实施例在图3中表示。该模具/长水口联接机构包括基座构件(15),该基座构件被配置用于接纳和保持漏斗(11)。基座构件通过呈螺旋弹簧(17s)形式的屈服构件(17)联接到基底构件(16)。基座构件(15)具有三个径向向外延伸的臂(18),这些臂以距驱动通过结构的对称轴线一段径向距离彼此等距地间隔开。本领域技术人员可以理解,基座构件可以具有任何其他形状,例如可以是盘形的,并且向外延伸的臂的数量可以变化。
92.基底构件(16)优选地刚性地固定到模具(2)的上表面(8)。例如,基底构件可以用粘合剂(有机物或矿物)联接或者用紧固装置(比如螺钉、铆钉等)联接。这确保了基座构件的中心孔(20)在整个浇铸操作期间与孔(7)保持同心。基座构件还包括三个径向向外延伸的臂(18),这些臂以距中心孔(20)的对称轴线一段径向距离彼此等距地间隔开,并且与基座构件(15)的对应的相对臂对齐。柔性元件(17)由夹在基座构件与基底构件之间的三个螺旋弹簧(17s)形成。
93.参照图3,三个螺旋弹簧(17s)在基座构件(15)的三对相对臂(18)与基底构件(16)之间竖直地延伸。螺旋弹簧(17s)围绕基座构件(15)和基底构件(16)的圆周均匀地分布。如图4和图8的详细视图所图示,臂(18)设置有定心销(19),以用于定心螺旋弹簧并将螺旋弹簧保持在适当的位置,基座构件(15)的定心销(19)和基底构件(16)的定心销(19)沿着相反方向延伸并且彼此对齐,使得使基底构件(16)的一个定心销(19)和基座构件(15)的相应布置的定心销(19)各自接合螺旋弹簧(17s)的在相对两侧的端部。通过这种配置,基座构件(15)通过三个螺旋弹簧(17s)以可移动的方式支撑在基底构件上。
94.当带有漏斗(11)的长水口(9)处于搁置在基座构件(15)上的浇铸位置时,螺旋弹簧(17s)处于原位状态,使得在基座构件(15)与基底构件(16)之间存在竖直原位距离(h0)
(参见图4和图7b)。
95.当将金属浇铸到浇铸容腔(3)中时,钢包在模具(2)上方居中,使得钢包的水口(12)与漏斗(11)对齐。悬挂在起重机上的钢包(103)然后降低,并且水口(12)接合漏斗(11),从而施加向下的力,该向下的力使基座构件(15)朝向基底构件(16)竖直地移位。这种竖直位移通过柔性元件(17)的变形(这里通过螺旋弹簧的压缩)实现。
96.柔性元件(17)
97.根据本发明的模具,基座构件(15)通过至少一个柔性元件(17)联接到基底构件(16),在向基座构件(15)上施加负载而将使至少一个柔性元件(17)变形时,可使基座构件(15)与基底构件(16)分离,并且相对于该基底构件是可移动的。特别地,当钢包降低并且水口(12)压到接纳在基座构件(15)中的长水口的漏斗(11)上时,在施加竖直地和向下地施加的负载或力时,柔性元件(17)被配置用于从如图7b所示的原位状态(其中基座构件(15)与基底构件(16)分开竖直原位距离(h0))移动到如图7c中所示的受负载状态或变形状态(其中基座构件(15)与基底构件(16)分开的竖直距离减小到密封距离(h1)),其中h1《h0。这意味着当水口将竖直向下的力施加到长水口的漏斗上时,基座构件(15)沿着竖直方向朝向或靠近基底构件(16)移动。
98.此外,根据本发明的模具/长水口联接机构(14)中的柔性元件(17)可以被配置用于允许基座构件(15)相对于基底构件(16)的横向位移,即基座构件与基底构件之间沿着正交于竖直方向的水平方向的相对位移。
99.在本发明的模具/长水口联接机构(14)中,柔性元件(17)可以是至少部分弹性的,使得在变形状态或受负载状态下,其抵抗倾向于至少部分地恢复模具/长水口联接机构(14)的原位状态的反作用力。这包括具有弹性模量(e')和损耗模量(e”)的柔性元件(17)显示出弹性性质(比如由钢制成的螺旋弹簧(17s))或粘弹性性质。例如,在由钢包的水口将竖直向下定向的负载施加到接纳在基座构件中的漏斗上时,为了将座元件(15)向下驱动到距底座元件(16)的密封距离(d1),受负载的柔性元件(17)的反作用力可以在释放负载时趋向于至少部分地朝向距基部元件的初始原位距离(d0)驱动座元件(15)(即,到距离h,使得h1《h≤h0)。这种弹性元件是优选的,因为其适合于在浇铸期间保持漏斗与水口之间的密封接触,即使在水口在浇铸期间由于振动而略微上下移动的情况下也是如此。一般来说,弹性的柔性元件因此更适合于在密封地接合在长水口的漏斗中的水口在浇铸操作期间移动或振动的情况下使用。
100.可替代地,柔性元件(17)可以显示出纯塑性或粘性性质,使得在释放负载时,其甚至不能部分地恢复其原始几何形状。例如,这是被配置用于在施加负载时显著塑性变形的柔性元件的情况。这也可以是包含自由流动的材料(例如颗粒材料(例如沙子等))的柔性袋或柔性容器的情况,该自由流动的材料可以吸收能量并且将粘性流动对抗由水口施加到长水口和座元件上的负载。
101.模具/长水口联接机构(14)可以包括一个或多个柔性元件(17),该一个或多个柔性元件在基座构件(15)与基底构件(16)之间延伸,并且沿着竖直方向将基座构件与基底构件彼此分开。优选地,该一个或多个柔性元件(17)包括一个或多个弹性元件,该一个或多个弹性元件包括在处理温度下的弹性体材料、或弹簧,优选地如图3中所图示的螺旋弹簧(17s)。
102.在图17a中所示的第一实施例中,弹性元件被配置用于当从弹性元件的原位状态移动到弹性元件的变形状态或受负载状态时伸长,该弹性元件的变形状态或受负载状态分别对应于模具/长水口联接机构的原位状态或受负载状态。这被称为“拉伸弹性元件”。拉伸弹性元件优选地是如图17a中所示的可延展弹簧。
103.在图17b至图17d中所示的第二实施例中,弹性元件被配置用于当从弹性元件的原位状态移动到弹性元件的变形状态或受负载状态时压缩,该弹性元件的变形状态或受负载状态分别对应于模具/长水口联接机构的原位状态或受负载状态。这被称为“压缩弹性元件”。压缩弹性元件优选地是可压缩弹簧,优选地螺旋弹簧(见图17b)、可压缩液压活塞或可压缩气动活塞(见图17c)、或可压缩弹性体元件或一般粘弹性元件(见图17d)。
104.在图17e中所示的第三实施例中,弹性构件被配置用于当从弹性元件的原位状态移动到弹性元件的变形状态时挠曲。这被称为“挠曲弹性元件”。挠曲弹性元件可以包括优选弯曲的叶片或杆,优选地由钢或纤维增强复合材料制成,在一个点或两个点处附接,如图17e中所图示。
105.可替代地,柔性元件(17)包括自由流动材料,该自由流动材料被包围在一个或多个袋子或柔性容器中,袋子或柔性容器被配置用于在将负载施加到基座构件(15)上时粘性变形。柔性元件还可以包括一次性元件,该一次性元件被配置用于当通过水口将负载施加到漏斗上时被塑性变形破坏或压碎。
106.优选地,模具/长水口联接机构(14)包括至少三个弹性元件,优选地至少三个螺旋弹簧(17s),这些弹性元件在基座构件(15)与基底构件(16)之间延伸,其中,这至少三个弹性元件优选地围绕基座构件(15)和基底构件(16)的中心孔的圆周等距地间隔开,如图3、图4和图5中所图示。优选地,这至少三个螺旋弹簧在所述基座构件与所述基底构件之间在所述基座构件和所述基底构件的圆周处优选地等距地间隔地延伸并以与用于长水口的所述中空轴的引入结构相距一定距离。这种设计的优点是,在浇铸过程期间,螺旋弹簧不会被从漏斗流过长水口孔到达长水口的中空轴的熔融金属过度加热。
107.模具组件
108.在另一个方面中,本发明涉及一种模具组件,该模具组件包括如上文所描述的根据本发明的模具(2)、以及在浇铸位置的长水口(9),其中漏斗搁置在基座构件(15)上。长水口包括漏斗(11),该漏斗附接到轴(10)的近端,该轴是中空的并且具有包括长水口出口(9o)的远端(10d)。长水口浇铸位置被定义为这样的位置:轴(10)容纳在孔(7)中,其中其远端(10d)穿过壳体入口(6i)插入,其中长水口出口(9o)被封闭在壳体(6)中。
109.优选地,漏斗位于模具的外侧,即在模具的上表面(8)上方并邻近于模具的上表面,并且轴(10)被接纳在所述孔(7)内并且在其中是上下可移动的。该轴是长形的并且沿着竖直方向延伸,使得熔融金属可以在重力的驱使下流过该轴。长水口出口(9o)可以包括一个或多个孔,该一个或多个孔用于将熔融金属配流到壳体(6)中。
110.在图5中所示的长水口浇铸位置,中空轴一直延伸穿过孔(7)进入壳体(6)中。熔融金属通过长水口管线供应到浇铸容腔(3),该长水口管线从钢包延伸到浇铸容腔,浇铸容腔包括水口、长水口、壳体和进料通道(5)。长水口管线是基本上气密的,并且通过保护金属免受大气影响来防止金属的再氧化。中空轴(10)将熔融金属通过入口(4)经由壳体(6)并且经由进料通道(5)送入浇铸容腔(3)中。基本上垂直于模具(2)的上表面(8)延伸的孔(7)的尺
寸被设置为接纳长水口(9),使得在仍然允许长水口(9)在孔(7)中线性移动的同时在长水口和孔之间基本上不存在间隙。与浇铸容腔(3)处于流体连通的是开放式进料器套筒(13),该开放式进料器套筒在浇铸容腔(3)与模具(2)的上表面(8)之间延伸。
111.长水口(9)由耐火材料制成,例如由熔融石英制成。可替代地,长水口可以由其他材料(像氧化铝-石墨材料)制成。优选地,长水口(9)的形成漏斗(11)的近端具有锥形形状,其中倾斜肩部(23)搁置在基座构件(15)上。在一个实施例中,肩部搁置在填充物(22)上,该填充物填充基座构件(15)的套筒与漏斗之间的空间,如从图4中的截面视图中可以看出的。可替代地,长水口的肩部直接搁置在座元件上,如图9c、图9d、图12和图13中所示。
112.在根据本发明的模具组件的优选实施例中,长水口(9)固定到基座构件(15),优选地其中型砂的填充物(22)密封漏斗(11)与基座构件(15)之间的环形间隙,并且限定用于漏斗(11)的座,并且基座构件(15)优选地包括套筒(21),该套筒限定环形间隙的边界,如图4中所图示。
113.在本发明的优选实施例中,密封垫放置在漏斗(11)的口中,从而允许水口(12)与漏斗(11)之间的基本紧密接合。密封垫可以例如由增塑粘土或膨胀材料形成。
114.浇铸装置
115.在另一个方面,本发明涉及一种浇铸装置,该浇铸装置包括根据本发明的模具(2)、长水口(9)和钢包(103),该钢包包括水口(12),该水口设置在钢包(103)的底部,以用于将熔融金属从钢包中配流出去。水口(12)被配置用于可逆地且密封地接合到长水口(9)的漏斗(11)中。钢包(103)被配置用于相对于模具(2)移位,从而将水口(12)基本上竖直地定位在模具/长水口联接机构(14)上方,并竖直降低,直到通过将负载施加到基座构件(15)上而使水口(12)在长水口浇铸位置密封地接合在长水口(9)的漏斗(11)中。浇铸装置可以包括密封垫,该密封垫优选地位于漏斗中。在浇铸装置中,长水口(9)可以优选地利用填充物(22)固定到基座构件,或者从基座构件(15)是可拆卸和可移除的。
116.从图6中也可以看出,钢包的水口优选地具有半球形形状,并且漏斗(11)具有相应的形状。漏斗和水口的形状优选地是互补的,例如形成配合的球形帽或其他弯曲的表面,使得可以在一定限度内容忍钢包的倾斜。如果柔性元件(17)包括弹性元件(比如螺旋弹簧),则柔性元件的反作用力还确保水口(12)和漏斗(11)在浇铸期间保持彼此密封接合。在始终保持密封表面上的或漏斗内的密封垫上的足够压力的同时,由柔性元件施加的反作用力确保水口和漏斗保持彼此密封接合。柔性元件还可以补偿钢包的任何倾斜或上下振动,由于钢包的重心在浇铸期间(即当钢包倒空时)可能发生变化,前述钢包的任何倾斜或上下振动可能发生。
117.漏斗和水口优选地被配置为使得水口在漏斗内自居中。例如,漏斗的被配置用于接纳水口的表面可以具有锥形形状,如图3和图4中所表示,使得当竖直地降低钢包(103)以便将水口接合到漏斗中时(此时水口不完全与漏斗对齐),水口(12)可以在圆锥形表面上滑动,并且在基座构件(15)上施加力,以使基座构件沿着水平方向移位基座构件,并恢复水口与漏斗之间的对齐,并最终恢复水口在漏斗中的密封接合。
118.钢包/长水口联接机构(140)
119.根据本发明的浇铸装置的优选实施例包括钢包/长水口联接机构(140),该钢包/长水口联接机构被配置用于将长水口(9)可逆地夹紧到水口(12)上,优选地在漏斗(11)与
水口(12)之间不形成密封。
120.如图2和图9a中所图示,这允许移动钢包,其中长水口从该钢包悬伸,这当长水口可以重复用于成排的多个浇铸件时是有利的,例如,这如图2中所图示。当利用相同的钢包和长水口(9)进行一系列后续浇铸时,通过向上提升钢包,长水口可以在在第一模具中完成金属浇铸后从第一模具的孔中脱离接合(见图2-步骤4)。然后,将钢包水平平移,以用于将长水口定位在第二模具的孔上方(参见图2-步骤5)。然后,钢包向下降低(参见图2-步骤1),直到长水口到达浇铸位置(参见图2-步骤2),然后可以在第二模具中进行后续浇铸。只要长水口处于浇铸状态,就可以重复该操作。之后,可以移除用过的长水口(参见图2-步骤1b)并将新长水口装入钢包(参见图2-步骤1a)。此钢包/长水口联接机构允许同一个长水口多次重复用于多次浇铸。其还节省了操作者的工作量,因为钢包、长水口与模具之间的联接可以通过操作者单独对钢包定位系统发命令来完成。在使用同一长水口的两次浇铸之间,由模具中的前一次浇铸加热的长水口不需要操作者操纵来将其定位到后续模具中的浇铸位置,从而提高了安全性。
121.如图9a中所示,钢包/长水口联接机构(140)包括漏斗适配器(140f),该漏斗适配器固定在长水口(9)的漏斗,并且包括保持装置。漏斗适配器(140f)通常由金属制成,并且利用粘合剂填充物(113)(比如水泥等)固定到长水口的肩部。钢包/长水口联接机构(140)还包括水口适配器(140n),该水口适配器固定到钢包(103)的底部或固定到水口(12),并且被配置用于接合漏斗适配器(140f)的保持装置,以在锁定位置将长水口(9)可逆地锁定到水口(12)。钢包/长水口联接机构(140)的解锁位置和锁定位置分别如图10和图11中所表示。钢包的底部是使用中钢包的最低部分。水口适配器(140n)优选地安装在底部浇注钢包的底部。
122.漏斗适配器(140f)和水口适配器(140n)彼此互补并且被配置为在锁定位置中可释放地且松动地彼此接合。根据本发明的钢包/长水口联接机构(140)的一个重要方面是漏斗适配器(140f)和水口适配器(140n)被配置为在锁定位置中松动地地彼此接合。这意味着漏斗适配器和水口适配器在锁定位置相对于彼此有足够的间隙地彼此接合,使得漏斗适配器和水口适配器可以在一定限度内相对于彼此一定程度地作关节运动。当长水口附接到钢包时,这种设计允许长水口和钢包的相对移动,由此显著地降低了在例如插入到模具的孔中时长水口损坏的风险。在锁定位置,优选的是在水口与漏斗之间不形成密封接触。
123.在图10和图11中所展示的钢包/长水口联接机构的优选实施例中,漏斗适配器(140f)的保持装置包括保持桩(109),并且水口适配器(140n)包括紧固钩(107),这些紧固钩被配置用于可逆地接合保持桩(109),优选地被配置为与保持桩(109)自接合。自接合紧固钩允许轻松将长水口夹紧到钢包。例如,这允许使用钢包来通过降低钢包以使漏斗适配器的保持装置与水口适配器接合(如图11和15中所图示)而在根据本发明的第一模具(2)中拾取保持在浇铸位置的长水口(在如图10中所示),然后使钢包升高,以从孔中移除长水口,如图14和图16中所示。
124.同样,转向图12,漏斗适配器(140f)可以是套筒状元件,该套筒状元件具有截头支承表面(114),该截头支承表面搁置在基座构件(15)的中心孔(25)中的倾斜边缘(115)上,该倾斜边缘形成用于漏斗适配器(140f)的座。漏斗适配器(140f)松动地就位在基座构件(15)中,并且仅由重力保持,也就是说通过悬伸到漏斗适配器(140f)的长水口(9)的重量保
持。
125.在漏斗适配器(140f)的外圆周上,三个或四个保持桩(109)沿着径向方向向外延伸。保持桩(109)可以通过附接到水口适配器(140n)的紧固钩(107)接合,该水口适配器附接到钢包底板(105)。
126.水口适配器(140n)被设计为围绕水口(12)的槽口。在附接到钢包(103)的一侧,也称为近侧,第一联接构件(11)包括卡口环(106),该卡口环接合钢包底板(105)。水口适配器(140n)可拆卸地连接到钢包(103)。在水口适配器(140n)的另一端,也称为远端,水口适配器(140n)包括多个栓柱(111),紧固钩(107)可旋转地附接在这些栓柱上。
127.在将水口(12)降低到漏斗(11)中时,水口适配器(140n)和漏斗适配器(140f)彼此接合。可以通过不同方式实现水口适配器和漏斗适配器的联接和锁定。紧固钩(107)可以是自接合的。紧固钩(107)的斜坡表面(112)在保持桩(109)上滑动,使得紧固钩(107)抓住保持桩(109)。
128.可替代地,漏斗适配器(140f)可以旋转,使得在钢包(103)降低时,保持桩(109)保持在紧固钩(107)之间,然后在漏斗适配器(140f)旋转时,例如实现了保持桩(109)在紧固钩(107)内的逆时针锁定。
129.一旦如图13中所示联接完成,钢包(103)(其中长水口(9)从钢包悬伸)可以被升高,以插入到第二模具中,以便利用同一长水口的第二次浇铸。
130.在钢包/长水口联接机构(140)的另一个实施例中,漏斗适配器(140f)的保持装置包括一个或多个保持桩(109),并且水口适配器(140n)包括卡口联接元件,该卡口联接元件被配置用于与一个或多个保持桩相互作用,以在锁定位置将长水口(9)可逆地锁定到水口(12)。
131.水口适配器(140n)可以呈套筒状构件的形式,该套筒状构件在一端和/或两端可以被配置为卡口式联接元件。水口适配器(140n)可以包围水口,并且可释放地附接到钢包底板(105),如图12和图13中所图示。例如,在一端,水口适配器(140n)可以被配置为卡口环(106),该卡口环在钢包底板处接合相应的结构。
132.在根据本发明的钢包/长水口联接机构的特别优选的实施例中,漏斗适配器和/或水口适配器围绕纵向轴线是可旋转的,以通过围绕所述纵向轴线旋转漏斗或水口适配器而至少允许漏斗适配器与水口适配器的脱离接合。
133.在根据本发明的浇铸装置中,模具/长水口联接机构(14)的基座构件(15)被配置用于接纳漏斗适配器(140f)并且将长水口(9)保持在长水口浇铸位置中。
134.漏斗适配器(140f)优选地利用粘合剂材料(113)固定到长水口(9),如图12和图13中所表示。优选地,长水口的在漏斗区域中的近端可以具有截头圆锥的形状,该截头圆锥的肩部(23)保持在粘合剂材料(113)中,该粘合剂材料优选地是漏斗适配器的型砂的填充物或填料,该填充物或填料例如可以包含有机粘合剂。漏斗适配器可以设计为套筒状元件。漏斗适配器优选地围绕粘合剂材料(113)。
135.漏斗适配器(140f)可以被配置为以居中的方式接纳在模具(2)上的基座构件(15)中。因此,漏斗接合器可以包括截头支承表面。
136.优选地,根据本发明的浇铸装置允许钢包与长水口就地联接,即当长水口插入到模具中时联接。因此不需要用于钢包的单独附接架。该系统允许利用单独的起重机将长水
口插入到模具中。一旦长水口插入到模具中,钢包就可以位于模具上方,其中水口在长水口的漏斗上方居中。在降低钢包时,可以使水口与长水口的漏斗接合。在将钢包的水口与漏斗接合时,漏斗适配器和长水口适配器可以彼此锁定,使得钢包和长水口彼此松动地锁定。
137.本领域的技术人员将理解,在将钢包的水口降低到漏斗中时的向下的力将引起基座构件抵抗柔性元件的反作用力,优选地抵抗至少一个弹簧的弹簧应力而朝向基底构件移动,使得水口和漏斗的联接可以以受控方式进行。基座构件朝向基底构件的向下移动当然会引起长水口在模具的孔内轴向移动。例如,如果长水口的远端延伸到模具的壳体中,则基座构件朝向基底构件的向下移动驱使长水口的远端更深地进入到壳体中,其中,该至少一个长水口出口(9o)经由进料通道(5)与模具的流道系统连通、即与浇铸容腔连通。
138.在现有技术中,由harrison steel castings公司建议的所谓的harrison工艺涉及在底部浇注钢包的水口下方附接熔融石英长水口。模具设置有用于接纳长水口的侧立管。在侧立管下方设置了浇注井,该浇注井送料到浇铸容腔中。在附接了长水口的情况下,钢包在模具上对齐,然后降低,以将长水口插入到侧立管中。然后止动杆移动到打开位置中,使得钢包中的熔融金属流通过水口和长水口进入模具中。一旦模具被填充,止动件就被关闭。钢包被升高直到长水口离开模具,然后移到下一个模具,以重复该过程。为了将长水口附接在底部浇注钢包的水口下方,钢包首先固定在附接架上,然后将长水口固定地附接到长水口支架组件,该长水口支架组件连接到钢包底板。
139.长水口到水口的所述刚性和固定附接的一个缺点是几乎不可能通过氧气喷枪清理水口。由于选择用于长水口的材料是熔融石英,在附接到钢包的底部的同时将长水口插入到模具的侧立管中是困难且关键的操作,因为即使长水口最轻微的倾斜也可能导致长水口的毁坏。
140.在本发明中,通过将长水口松动地夹持在钢包上并通过设置允许模具/长水口联接机构(14)的基座构件与基底构件之间的相对位移的柔性元件来避免前面的缺点。这降低了当将长水口插入到模具中时损坏长水口的风险,因此提供了更安全的系统用于处理长水口,以便在一次浇注热中利用一个长水口获得若干浇铸件。
141.为了进一步提高夹紧在模具的孔中的钢包的长水口的接合的安全性,基座构件(15)优选地包括锥形部分,该锥形部分在基座构件的中心孔上居中,该锥形部分被配置用于当钢包(103)竖直降低时引导长水口与孔(7)对齐,其中长水口(9)可逆地锁定到水口(12)。
142.不采用钢包/长水口联接机构(140)的方法
143.本发明还涉及一种用于利用根据本发明的浇铸装置浇铸熔融金属的方法。
144.在图1中所图示的方法的第一实施例中,浇铸装置不包括钢包/长水口联接机构(140),并且在钢包接近模具之前,长水口在浇铸位置被插入到在孔(7)中。如图1的步骤1a所表示,设置浇铸装置,该浇铸装置包括模具(2)和长水口(9),该长水口插入其中到达浇铸位置。优选地,模具安装使用时,模具的孔的对称轴线是竖直的,并且通过沿着竖直方向平移长水口而将长水口安装在孔中。长水口(9)可以通过如图1(1a)中所图示的操作者或者使用一个或多个专用器具或机器人而插入模具(2)中。如图5中所图示,轴(7)插入模具的孔(7)中,直到长水口安装在当轴(10)容纳在孔(7)中时所限定的浇铸位置中,其中其远端(10d)穿过壳体入口(6i)插入,其中长水口出口(9o)被包围在壳体(6)中。在长水口浇铸位
置,中空轴(10)的纵向轴线优选地是竖直的。长水口(9)由基座构件(15)保持在长水口浇铸位置中,漏斗(11)搁置在该基座构件上。
145.在本发明的示例中,长水口的漏斗包括肩部,该肩部用于将漏斗定位在基座构件(15)上,并且漏斗直接容纳到基座构件(15),并且长水口在重力作用下可释放地保持在长水口浇铸位置中。在另一个示例中,在漏斗与基座构件(15)之间设置填充物(22)。长水口(9)利用填充物(22)固定到基座构件(15),该填充物密封漏斗(11)与基座构件(15)之间的环形间隙,并且限定用于漏斗(11)的座。优选地,基座构件(15)包括套筒(21),该套筒限定环形间隙的边界,并且填充物(22)可以在接纳漏斗并将该漏斗定位在填充物(22)上之前施加在套筒(21)上。那么,填充物应该是干燥的,直到漏斗固定到基座构件(15)。
146.在图1中的步骤1a之后,模具组件已准备好用于接纳熔融金属。如图1中的步骤1和图7a的详细视图中所图示,装有熔融金属的钢包(103)例如利用起重机被带到例装载有长水口的第一模具上方,直到钢包的底部与模具/长水口联接机构(14)和孔(7)竖直地对齐。然后降低钢包(103),直到水口(12)接合长水口(9)的漏斗,如图7b中所示。在漏斗与水口接触并将负载施加到漏斗上之前,模具/长水口联接机构(14)和柔性元件处于原位状态,在原位状态,基座构件和基底构件彼此隔开沿着竖直方向测得的原位距离h0。
147.然后,该方法包括以下步骤:进一步竖直地降低钢包(103),直到接合在漏斗(11)中的水口(12)将负载施加到坐于基座构件(15)上的漏斗上,从而使基座构件(15)克服柔性元件(17)相对于基底构件(16)移动,以及在水口(12)与处于长水口浇铸位置的长水口(9)之间形成密封接触。这在图1的步骤2中和图7c的详细视图中图示,其中,模具/长水口联接机构(14)和柔性元件处于受负载状态,其中,基座构件和基底构件以沿着竖直方向测得的密封距离h1《h0隔开。
148.在水口(12)与漏斗(11)之间建立密封接触后,可以开始熔融金属的浇铸。水口开放,从而允许熔融金属从钢包(103)流过第一模具的水口(12)、长水口(9)和壳体(6)到达铸造空腔(3)。如图1的步骤3中所图示,一旦浇铸容腔充满,就可以关闭水口,以停止熔融金属的流动。
149.如图1的步骤4中所图示,在完成浇铸后,将钢包竖直地提升,以便使水口与长水口的漏斗脱离接合,从而从基座构件(15)上的水口移除负载。长水口不夹紧到钢包,并且保持插入在第一模具中,其中漏斗由基座构件保持,并且轴容纳在孔(7)中。如果柔性元件不包括弹性元件,则模具/长水口联接机构(14)和柔性元件保持在受负载状态,并且长水口在提升钢包时不会移动。如果柔性元件包括弹性元件,则模具/长水口联接机构(14)和柔性元件可以在钢包上升时至少部分地返回到原位状态,并且由基座构件保持的长水口可以在孔内相应地向上滑动。
150.然后,钢包可以用于随后浇铸到第二模具中,优选地用与图1-步骤5中所示相同的热进行另一次浇注,其中,钢包水平地平移到第二模具上方,以用于根据本发明的方法进行下一次浇铸,其中,钢包不包括钢包/长水口联接机构(140)。
151.采用钢包/长水口联接机构(140)的方法
152.在根据本发明的方法的第二实施例中,浇铸装置包括钢包/长水口联接机构(140)。在图2中图示了这种方法。对于浇铸,设置了第一模具和第二模具(2)、其上固定有漏斗适配器(140f)的长水口(9)、以及水口适配器(140n)固定到其底部或固定到其水口的钢
包。存在至少两种初始化浇铸的方式,其中浇铸装置包括钢包/长水口联接机构(140)。
153.在图2-步骤1a中所图示的初始化浇铸的第一种方式中,在将长水口插入到第一模具中之前,长水口被夹紧到钢包。例如,这可以由操作者朝向钢包的底部提升长水口以便将长水口(9)的漏斗(11)接合在水口(12)上并且利用钢包/长水口联接机构(140)通过以下方式将长水口(9)夹紧到水口(12)而实施:
154.·
将固定到长水口(9)的漏斗的漏斗适配器(140f)的保持装置与
155.·
固定到钢包(103)的底部或固定到水口(12)的水口适配器(140n)接合,
156.从而在锁定位置将长水口(9)锁定到水口(12)。
157.可替代地,可以将钢包移位到长水口(9)的储存位置上方,然后通过降低钢包而将其拾起,其中水口与漏斗竖直地对齐,直到利用钢包/长水口联接机构(140)将水口接合到漏斗中并且将长水口(9)夹持在水口(12)。
158.一旦长水口被夹紧到钢包,钢包就可以移动,以用于:
159.·
如图2的步骤1中和图9b中所图示将锁定到水口(12)的长水口(9)基本上竖直地定位在模具/长水口联接机构(14)上方,然后
160.·
如图9c和图2-步骤2中所图示竖直地降低钢包,直到长水口(9)到达长水口浇铸位置,其中漏斗(11)搁置在基座构件(15)上。
161.优选地,漏斗通过漏斗适配器(140f)搁置在基座构件(15)上,即漏斗适配器(140f)固定到漏斗,并且被接纳在模具/长水口联接机构(14)的基座构件(15)中,如图9c中所图示,其中,基座构件(15)的锥形部分被配置用于与漏斗适配器(140f)的相应锥形部配流合。
162.水口(12)与处于长水口浇铸位置的长水口(9)之间的密封接触通过进一步竖直地降低钢包(103)直到接合在漏斗(11)中的水口(12)对坐落在基座构件(15)上的漏斗施加负载来形成,从而使基座构件(15)克服柔性元件(17)相对于基底构件(16)移动。这在图2的步骤2中和在图9d中进行了图示。
163.在初始化浇铸件的第二方式中,长水口(9)在被钢包夹持之前被插入到处于浇铸位置的第一模具中。通过朝向漏斗降低水口,长水口的夹持发生,并且对抗柔性元件(17)提供的阻力将水口进一步向下驱动时形成密封接触,如图2(2a)&(2)、图10和图12所图示,优选地,在形成密封接触之前,钢包和长水口不仅是可释放的,而且松动地彼此锁定。
164.在图2-步骤2a中所图示的初始化浇铸的第二方式中,在将长水口夹紧到钢包之后在长水口浇铸位置形成水口(12)与长水口(9)之间的密封接触。这通过以下步骤实现:进一步竖直地降低钢包(103),直到接合在漏斗(11)中的水口(12)将负载施加到坐落在基座构件(15)上的漏斗上,从而使基座构件(15)克服柔性元件(17)相对于基底构件(16)移动,如图2的步骤2中和图9d中所图示。
165.在根据初始化浇铸的第一方式或第二方式建立水口(12)与漏斗(11)之间的密封接触后,水口开放,从而使熔融金属从钢包(103)流过第一模具的水口(12)、长水口(9)和壳体(6)到达浇铸容腔(3)。如图2的步骤3中所图示,一旦完成浇铸或浇铸容腔充满,就可以关闭水口,以停止熔融金属的流动。
166.如图2的步骤4中所图示,在完成浇铸后,将长水口夹紧到其上的钢包竖直地上升,长水口与第一模具脱离接合,并且移除从水口到基座构件(15)上的负载。
167.然后,长水口联接到其上的钢包可供使用以随后利用与图2的步骤5所图示相同的热浇铸到第二模具中,其中,钢包水平地平移到第二模具上方,以用于执行根据本方法的下一次浇铸,其中,钢包包括钢包/长水口联接机构(140)。可替代地,在一系列浇铸结束时或者如果长水口劣化,则不进行后续浇铸,并且将长水口夹紧到其上的钢包运输到在工厂的拆卸地点,在那里长水口与钢包分离。通过使漏斗适配器(140f)的保持装置与水口适配器(140n)脱离接合来解锁长水口(9)和水口(12),并且优选地拆下漏斗和漏斗适配器(140f),使得漏斗适配器(140f)以后可以重复使用并固定到其他长水口。新的长水口可以用于在一系列新模具中继续浇铸。
168.附图标记清单
169.1浇铸装置
170.2模具
171.2a模具的上部部分
172.2b模具的下部部分
173.3浇铸容腔
174.4容腔入口
175.5进料通道
176.6壳体
177.6i壳体入口
178.6o壳体出口
179.7孔
180.8模具的上表面
181.9长水口
182.9o长水口出口
183.10长水口的轴
184.11漏斗
185.12水口
186.13送料器套筒
187.14模具/长水口联接机构
188.15基座构件
189.16基底构件
190.17柔性元件
191.17s螺旋弹簧
192.18臂
193.19定心销
194.20基底构件中的中心孔
195.21套筒
196.22填充物
197.23肩部
198.103钢包
199.105钢包底板
200.106卡口环
201.107紧固钩
202.109保持桩
203.111栓柱
204.112斜坡表面
205.113粘合剂材料
206.114承载表面
207.115倾斜边缘
208.140f漏斗适配器
209.140n水口适配器
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。