具有印刷磁芯件的集成变压器
背景技术:
1.本文的主题涉及将变压器集成到集成电路中或其他封装电子器件中。电线绕成的变压器提供具有良好性能的电隔离,但是这些设备是庞大和昂贵的。在电源和其他应用中,期望的是降低磁性部件的成本和尺寸并将隔离变压器集成到具有小占位面积(footprint)的封装电子器件或模块中,同时提供高隔离额定电压。可以在具有由隔离屏障分开的导电绕组的层压件的顶部和底部上添加磁性膜以改善具有小占位面积的集成式气芯变压器的性能。但是,这种方案遭受到由两个磁性板之间的气隙导致的边际效应所引起的ac绕组损失,这限制通过变压器的功率递送能力。也可以将层压件组装到磁芯结构内以提供隔离封闭的磁环变压器。但是,用互连材料组装这些部件将引入并捕获气泡或其他空穴,这妨碍实现变压器的期望隔离性能等级。
技术实现要素:
2.本说明书的一个方面提供一种方法。该方法包括使用模版执行将磁性膏沉积到层压结构的第一侧上的印刷工艺。该印刷工艺将磁性膏沉积到开口内并填充该开口,该开口从层压结构的第一侧延伸到层压结构的相对的第二侧。该方法还包括:固化磁性膏以形成第一变压器磁芯件,该第一变压器磁芯件具有:沿着层压结构的第一侧延伸的第一部分,以及填充层压结构的开口的第二部分;以及将第二变压器磁芯件接合到第一变压器磁芯件的第二部分的侧面以形成变压器。
3.在一个示例中,执行印刷工艺将磁性膏沉积到多个开口内并填充多个开口,这些开口分别从层压结构的第一侧延伸到层压结构的第二侧。在一种实施方式中,层压结构包括环绕层压结构的该开口或者一个或多个开口的绕组。
4.在一个示例中,第二变压器磁芯件通过以下操作接合到第一变压器磁芯件的第二部分的侧面:将第二磁性膏沉积到第二变压器磁芯件的第一侧上,将第一变压器磁芯件的第二部分的侧面定位在第二磁性膏上,以及固化第二磁性膏以将第二变压器磁芯件接合到第一变压器磁芯件的第二部分的侧面。
5.一种示例进一步包括:在将第二变压器磁芯件接合到第一变压器磁芯件的第二部分的侧面之前,将第二变压器磁芯件接合到引线框架。在一种实施方式中,通过以下操作将第二变压器磁芯件接合到引线框架:将第三磁性膏沉积到引线框架的侧面上,将第二变压器磁芯件的第二侧定位在第三磁性膏上,以及固化第三磁性膏以将第二变压器磁芯件的第二侧接合到引线框架。在一个示例中,该方法进一步包括:在将第二变压器磁芯件接合到第一变压器磁芯件的第二部分的侧面的同时,将第二变压器磁芯件接合到层压结构的第二侧。
6.在另一方面,一种变压器包括层压结构以及第一和第二磁芯件。该层压结构具有第一侧、相对的第二侧、从层压结构的第一侧延伸到层压结构的第二侧的开口,以及环绕该开口的绕组。第一变压器磁芯件具有沿着层压结构的第一侧延伸的第一部分以及填充层压结构的开口的第二部分,并且第一变压器磁芯件包括固化的磁性膏。第二变压器磁芯件沿
着第一变压器磁芯件的第二部分的侧面延伸。在一个示例中,该变压器进一步包括在第二变压器磁芯件的第一侧与第一变压器磁芯件的第二部分的侧面之间的第二固化的磁性膏。在另一示例中,第一变压器磁芯件具有e形。在一个示例中,第一变压器磁芯件具有t形。在另一示例中,第一变压器磁芯件具有u形。
7.进一步的方面提供一种包括变压器和封装引线以及导电引线的电子器件。该变压器包括层压结构、第一变压器磁芯件和第二变压器磁芯件。第一变压器磁芯件包括固化的磁性膏、沿着层压结构的侧面延伸的第一部分,以及填充层压结构的开口的第二部分。第二变压器磁芯件沿着第一变压器磁芯件的第二部分延伸,并且层压结构包括环绕开口的绕组。封装引线包封变压器,并且导电引线电耦合到变压器。在一个示例中,该变压器进一步包括在第二变压器磁芯件的第一侧与第一变压器磁芯件的第二部分的侧面之间的第二固化的磁性膏。在一个示例中,第一变压器磁芯件具有e形。在另一示例中,第一变压器磁芯件具有t形。在另一示例中,第一变压器磁芯件具有u形。
附图说明
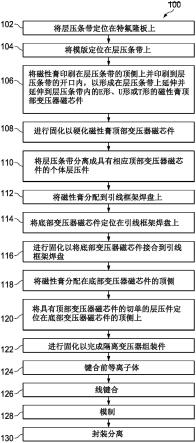
8.图1是示出用于制造具有集成变压器的电子器件的方法的流程图。
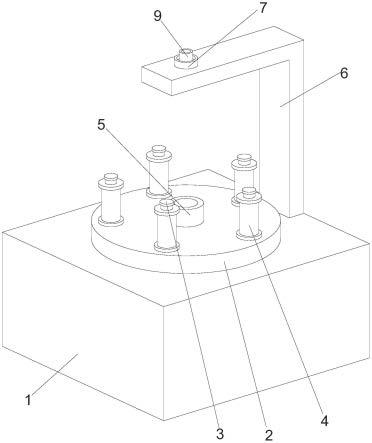
9.图2是具有集成变压器的封装电子器件的透视图。
10.图3是具有变压器绕组的层压条带的沿着图4中的线3-3截取的局部截面侧视图。
11.图4是图3中的层压条带的俯视平面图。
12.图5是定位于特氟隆板上的层压条带的沿着图6中的线5-5截取的局部截面侧视图。
13.图6是图5中的层压条带的俯视平面图。
14.图7是定位于层压条带上的模版的沿着图8中的线7-7截取的局部截面侧视图。
15.图8是图7的层压条带和模版的俯视平面图。
16.图9是沿着图10中的线9-9截取的局部截面侧视图,其示出了经历印刷工艺的层压条带,该印刷工艺使用模版将磁性膏沉积到层压条带中的开口内。
17.图10是图9的层压条带的俯视平面图。
18.图11是层压条带和所沉积的磁性膏的局部截面侧视图,其在移除了模版的情况下经历了热固化工艺以形成固化的上部磁芯件。
19.图12是层压条带和固化的上部磁芯件的局部截面侧视图,其经历了切单工艺以将各个区段与层压条带分离。
20.图13是引线框架条带的局部截面侧立面图,其被支撑在载体托盘中且同时经历将磁性膏沉积在引线框架的选定部分上的磁性膏分配工艺。
21.图14是引线框架条带的局部截面侧立面图,其经历了将底部变压器磁芯件定位于所沉积的磁性膏上的工艺。
22.图15是引线框架条带的局部截面侧立面图,其经历了热固化工艺以固化所沉积的磁性膏。
23.图16是引线框架条带和定位于底部的变压器磁芯件的局部截面侧立面图,其经历了在定位于底部的变压器磁芯件的顶侧的选定部分上沉积磁性膏的磁性膏分配工艺。
24.图17是经组装的引线框架条带和定位于底部的变压器磁芯件的局部截面侧立面
图,其经历了将经组装的上磁芯件和层压件定位在底部变压器磁芯件的顶侧上的工艺。
25.图18是引线框架条带和定位在顶部和底部的变压器磁芯件的局部截面侧立面图,其经历了热固化工艺以固化所沉积的磁性膏以形成具有e-i磁芯结构的变压器。
26.图19是具有u-t磁芯结构的变压器的局部截面侧立面图。
27.图20是具有u-i磁芯结构的变压器的局部截面侧立面图。
具体实施方式
28.在附图中,类似的附图标记贯穿全文指代类似的元件,并且各种特征不必按比例绘制。而且,术语“耦合”或“耦接”包括间接或直接电连接或机械连接或其组合。例如,如果第一器件耦合到第二器件或与第二器件耦合,则该连接可以是通过直接电连接,或通过经由一个或多个中介器件或连接件的间接电连接。
29.参考图1和图2,图1示出根据本说明书的一个方面的方法100。在一种实施方式中,图1的方法100被执行以制造图2中所示的具有集成变压器的电子器件,并且图3-图18示出根据方法100处于各种加工阶段的图2的器件。
30.方法100开始于在102处将层压条带定位在特氟隆板或其他载体结构上,并且在104处将模版定位在层压条带上。方法100进一步包括在106处将磁性膏(例如,铁磁膏)印刷在层压条带的顶侧上并印刷到层压条带的开口内,以形成在层压条带上延伸并延伸到层压条带内的e形、u形或t形的磁性膏顶部变压器磁芯件(此后也被称为第一变压器磁芯件)。在108处,方法100进一步包括进行固化(例如通过热加热工艺)以硬化磁性膏顶部变压器磁芯件。该方法进一步包括在110处将层压条带分离成具有相应顶部变压器磁芯件的个体层压件。
31.在112处,方法100包括将磁性膏分配到引线框架焊盘上。在114处,方法100进一步包括将底部变压器磁芯件(此后也被称为第二变压器磁芯件)定位在引线框架焊盘上(例如,在所分配的磁性膏上方)。在116处,方法100进一步包括进行固化(例如通过热加热工艺)以硬化磁性膏以将底部变压器磁芯件接合到引线框架焊盘。
32.方法100进一步包括在118处将磁性膏分配在底部变压器磁芯件的顶侧,以及在120处将具有顶部变压器磁芯件的切单的(singulated)层压件定位在底部变压器磁芯件的顶侧上。在122处,方法100进一步包括进行固化(例如通过热加热工艺)以完成隔离变压器组装件。在一个示例中,在124处执行键合前等离子体处理。在126处,方法100进一步包括线键合。方法100进一步包括在128处的模制以及在130处的封装分离。
33.图2示出具有带有e-i磁芯结构的变压器的封装电子器件200。电子器件200包括模制封装引线202和导电引线204,该导电引线具有暴露在封装引线202的外部的外侧面或表面。电子器件200包括至少部分由封装引线202包封的变压器210。变压器210包括层压结构212、第一变压器磁芯件214和第二变压器磁芯件216。电子器件200包括将导电引线204中的相应导电引线电耦合到变压器210的键合线218。第一(例如,顶部)变压器磁芯件214是或包括固化的磁性膏214(例如,在上述图1中在106处被印刷并在108处被固化,其中在106处印刷的未固化磁性膏在此也被称为214)。
34.在一个示例中,第一变压器磁芯件214包括沿着层压结构212的侧面延伸的第一部分,以及填充层压结构212的开口以便例如形成t形或u形或e形磁芯件的芯腿(core leg)的
第二部分。第二变压器磁芯件216沿着第一变压器磁芯件214的第二部分的侧面延伸。在一个示例中,层压结构212包括初级绕组和次级绕组,这些绕组环绕开口以便例如将初级和次级变压器绕组与由第一变压器磁芯件214和第二变压器磁芯件216形成的磁回路磁性耦合。
35.图3-图18示出了经历根据图1的方法100的加工处理的具有带有e-i磁芯结构的变压器的电子器件200。图3和图4分别示出呈现为具有多个区段的层压条带300的层压结构212的局部截面侧视图和俯视平面图,每个区段包括相应的初级和次级变压器绕组pw和sw。层压结构212包括具有导电(例如,铜)键合焊盘304的层压结构212的第一侧303(例如,顶侧),以及相对的(例如,底部)第二侧305。如图4所示,层压条带300包括前瞻性器件节段或区段的阵列,每个节段或区段具有相应的初级和次级变压器绕组pw和sw。图3的截面图示出具有层压结构开口306、307和308的一个示例区段,每个开口从第一侧303延伸穿过层压结构212至第二侧305。
36.该示例层压结构212包括多个层或层级,每个层或层级都包括介电材料层。该示例还包括导电特征和导电层级间通孔(未示出),以形成导电的初级绕组pw和导电的次级绕组sw。在一个示例中,绕组pw和sw是多层级层压结构212的各个层级上的螺旋绕组结构或迹线。在一个示例中,相应的绕组pw和sw中的一者或两者在多层级层压结构212的多个层级上延伸。在图3和图4的示例中,层压结构212的各个区段包括顶侧键合焊盘400,该顶侧键合焊盘400与初级和次级变压器绕组pw和sw中的一者或两者的相应末端电耦合,以允许至完成的封装电子器件200中的变压器绕组(图2)的键合线连接。
37.图5和图6示出了定位在特氟隆板500上(例如,图1中的102处)的层压结构212的相应截面侧视图和俯视图。特氟隆板500允许印刷(例如,丝网印刷)磁性(例如,铁氧体)膏以填充层压结构212的开口306、307和308并且形成顶部变压器磁芯件的第二部分或多个部分的下端,这些下端在印刷和固化之后并且在已经移除特氟隆板500之后与层压结构212的第二侧305大致齐平。所得到的第二部分具有有利于在没有气隙或空隙的情况下联接到第二(例如,底部)变压器磁芯件(图2中的216)的扁平下侧,由此有利于改善变压器性能和隔离额定电压。如在图6的俯视图中所示,单个特氟隆板500被用于层压结构212的所有器件区段,以便同时印刷和固化所有区段。
38.图7和图8示出了经历将模版702定位在层压结构212的第一侧303的一些部分上的工艺700的层压结构212的相应截面侧视图和俯视图。该示例模版702覆盖键合焊盘(上面图4中的400)并且暴露出层压结构212的第一侧303和开口306、307及308的一些部分。模版702的开口可以被调节以用于给定设计的任何期望的磁性膏印刷覆盖率。在一个示例中,模版702是或者包括不锈钢。在另一示例中,模版702是或包括尼龙。
39.图9和图10示出了在执行印刷工艺900(例如,在上面图1中的106处)期间的层压结构212和模版702的相应截面侧视图和俯视图。印刷工艺900将磁性膏214沉积106到层压结构212的第一侧303的暴露部分上。该印刷工艺也将磁性膏214沉积到暴露的开口306、307和308中。在图示示例中,印刷工艺900填充如图9所示的开口306、307和308,并且沿着特氟隆板500的暴露顶侧在开口306、307和308内形成印刷磁性膏214的第二部分的基本平坦底部。在图示示例中,开口306、307和308中的印刷磁性膏214的第二部分的底部与层压结构212的第二侧305是基本平坦的。
40.在一种实施方式中,印刷工艺900是丝网印刷或丝网漏印工艺,其使用分配装置
(未示出)来分配或以其他方式沉积磁性膏214到第一侧303上并沉积到层压结构212的开口306、307和308内(优选沉积到高于模版702的顶部的水平),并且用施加的向下压力横跨模版702(例如,丝网)的顶侧移动刀片或刮刀(未示出)以便用印刷磁性膏214填充开放模版孔口并且创建印刷磁性膏214的平滑的(例如基本上平坦的)顶侧。
41.图11示出了在移除模版的情况下经历热固化工艺1100(例如,上面图1中的108)的层压结构212和印刷磁性膏。固化工艺110形成固化的第一变压器磁芯件214(例如,上面的图2)。固化的第一变压器磁芯件214具有沿层压结构212的第一侧303延伸的第一部分,以及填充层压结构212的相应开口306、307和308的第二部分。图12示出了经历切单工艺1200(例如,图1中的110处)的层压结构212和固化的第一变压器磁芯件214,该切单工艺1200将个体区段与图3-图11的层压条带结构分离并创建接合的上部变压器组装件1204。在一个示例中,切单工艺1200是锯切割工艺。在另一示例中,切单工艺1200是激光切割工艺。
42.图13示出了形成为具有多个器件区段的条带的引线框架1302的一部分的侧视图。引线框架1302被定位或支撑在载体托盘1304中,同时经历将第二磁性膏1306沉积在引线框架1302的选定部分上的磁性膏分配工艺1300(例如,图1中的112处)。在一个示例中,第二磁性膏1306是用于印刷第一变压器磁芯件214的相同材料。图14示出了经历将第二变压器磁芯件216定位于沉积在引线框架1302的顶侧的一部分上的第二磁性膏1306上的工艺1400(例如,图1中的114处)的引线框架条带。图15示出了经历固化所沉积的第二磁性膏1306以将第二变压器磁芯件216的底侧接合到引线框架1302的热固化工艺1500(例如,图1中的116处)的引线框架条带。
43.图16-图18示出了将第二变压器磁芯件216接合到第一变压器磁芯件214的第二部分的第二侧(例如,底侧)的示例处理过程。该示例中的接合处理过程也将第二变压器磁芯件216的顶部接合到层压结构212的底部或第二侧305。图16示出了引线框架1302和所定位的第二变压器磁芯件216,其经历将将磁性膏1602沉积在所定位的底部变压器磁芯件216的第一侧(例如,顶侧)的选定部分上的磁性膏分配工艺1600(例如,上面图1中的118处)。在一个示例中,磁性膏1602是用于印刷第一变压器磁芯件214的相同材料。
44.该处理过程在图17中继续,该图示出了所组装的引线框架1302和所定位的第二变压器磁芯件216,其经历将所组装的第一变压器磁芯件214和相关层压件212的第二侧(例如,底侧)305定位在第二变压器磁芯件216的第一侧(例如,顶侧)上(例如,在所分配的磁性膏1602上)的工艺1700(例如,图1中的120处)。在一个示例中,工艺1700使用拾取放置装置(未示出)来将第一变压器磁芯件214和层压结构件212定位到第二变压器磁芯件216上。图18示出了经历热固化工艺1800(例如,图1中的122处)的引线框架1302以及第一变压器磁芯件214和第二变压器磁芯件216。工艺1800固化磁性膏1602以将第二变压器磁芯件216接合到第一变压器磁芯件214的第二部分的侧面,并且也将层压结构212的第二侧305接合到第二变压器磁芯件216,以形成变压器210。
45.变压器210包括具有第一侧303和相对的第二侧305的层压结构212,以及由固化的磁性膏形成的第一变压器磁芯件214。第一变压器磁芯件214具有沿着层压结构212的第一侧303延伸的第一部分以及填充层压结构212的开口308的第二部分。闭合的磁回路还包括沿着e形的第一变压器磁芯件214的第二部分的下侧延伸的第二变压器磁芯件216。该磁回路还包括在第二变压器磁芯件216的第一侧与第一变压器磁芯件214的第二部分的底侧之
间的固化的磁性膏1602。然后图18中的变压器210被处理用于线键合,例如连接上面图2中的键合线218,并且该器件被模制以形成图1的模制封装引线202,从而提供集成变压器电子器件200。
46.图19示出了具有u-t磁芯结构的另一示例变压器1902,该u-t磁芯结构具有t形的第一变压器磁芯件1900。在该示例中,层压结构212如上文所描述,并且u形的第二变压器磁芯件1901如图所示被定位并由固化的磁性膏1602接合。图20示出具有u-i磁芯结构的进一步示例变压器2002。该示例包括具有u形的第一变压器磁芯件2000、如上文所述具有环绕第一变压器磁芯件2000的一个竖直腿的绕组pw和sw的层压结构212,以及大致扁平(例如,i形)的第二变压器磁芯件2001。
47.所描述的示例变压器和封装电子器件提供有效的闭合磁环结构,例如e-i形、u-i形、t-u形的变压器磁芯件结构,同时减轻或避免气隙或其他空隙以便为变压器磁回路提供小磁阻路径。通过使用丝网印刷磁性膏来用作变压器的e形或t形或u形的磁芯件并减轻或消除闭环变压器结构中的空隙的可替代集成方法,这些示例和加工方法100减少了泄漏通量并增加了变压器品质因数和电感密度,尤其是与使用非磁性互连材料来键合两块e-i形、u-i形或t-u形磁芯相比。所描述的方法100通过使用丝网印刷组装工艺减轻空隙而有利于一致的隔离性能和可靠性。所描述的结构和方法也通过减少或消除先前与当接合或组装变压器磁芯件时引入的空隙相关联的加工产出损失来降低制造成本。此外,丝网印刷工艺可以容易地改变进料(例如,印刷磁性膏中的铁氧体颗粒)以允许精细地调整用于新型应用的磁性膏的性质,例如,用以提供高相对磁导率、具有高击穿电压的低损耗变压器磁芯件、用于丝网印刷以及分配的适当粘度,以及使用进料混合物将磁性复合物制成墨水或粉末膏形式或具有铁氧体颗粒的磁性膏的高电阻率,以消除或减轻磁回路中的空隙并确保隔离闭合磁环变压器的期望隔离性能和机械可靠性。在某些示例中,图1中的106处的印刷使用ajinomoto丝网印刷磁性膏(amp)来填充层压结构212的开口306、307和308。在某些示例中,第一变压器磁芯件214、1900、200的磁性膏包括铁氧体颗粒,例如被选择用于为隔离闭环变压器加工规划磁性膏的nizn铁氧体、mnzn铁氧体和nicuzn。在一个示例中,颗粒尺寸在几百纳米至几十微米的范围内,以有利于使用现有的印刷装置和系统的丝网印刷。固化之后的膏料的一个示例的主要磁特性(例如磁导率)是大约5-40。在某些实施方式中,这些特性主要取决于磁性膏的成分和颗粒尺寸。在一个示例中,峰值固化温度低于250摄氏度,其随着用于磁性膏的环氧树脂而变化。通过借助于丝网印刷磁性膏以形成t形、e形或u形的磁芯件来减少或避免捕集在互连层中的空隙,所描述的示例为小型隔离闭合磁环变压器中的隔离和可靠性性能提供了低成本解决方案。
48.在权利要求的范围内,有可能在所描述的示例中进行修改且其他实施方式是可能的。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。