1.本实用新型涉及组装治具领域,尤其是涉及一种管路海绵组装治具。
背景技术:
2.目前,在汽车运行过程中,水箱的输水管路容易与汽车其它零部件发生摩擦碰撞,需要在输水管路与其它零部件的接触位置套设有海绵等柔性防护件,因此对海绵与输水管路的组装质量具有一定的要求。
3.现有的管路套设海绵方式通常为通过人工手动将海绵套设于管路上,但是由于每个操作人员每次放置海绵的位置存在偏差,容易导致出现海绵与管路包覆对不齐的情况,从而使组装后的管路产品出现不同程度的质量偏差,且海绵与管路的包覆位置对不齐容易造成后续产品摆放时的交错粘接,人工将粘接的海绵分开时也会对海绵造成不同程度的断裂破损,影响产品质量和美观。
技术实现要素:
4.为了降低海绵组装时的偏差,本技术提供一种管路海绵组装治具。
5.本技术提供的一种管路海绵组装治具采用如下的技术方案:
6.一种管路海绵组装治具,所述管路海绵组装治具包括用于固定管路的两个定位组件、用于带动海绵从所述管路下方上升至与所述管路的底面粘接并包裹的滑移组件,所述滑移组件位于两个所述定位组件之间,且使得所述管路的中轴线在所述海绵上的正投影与所述海绵的中线重合。
7.通过采用上述技术方案,在对海绵与管路进行组装工作时,将海绵放置于滑移组件上,使海绵存在粘胶的一面朝向管路的方向,并将管路固定于两个定位组件之间,通过组装人员手动驱动滑移组件带动海绵朝靠近管路的方向做上升运动,直到海绵的中线位置粘接于管路上,并通过滑移组件的继续上升使海绵对称地粘黏在管路上,提高海绵与管路包覆时的对称性;组装工作完成后,组装人员解除对滑移组件的驱动力,使滑移组件在自身重力作用下自动下降复位,然后组装人员用手在对对齐的海绵侧边上手动横向压紧,使海绵和管路的粘黏更加稳定,提高海绵与管路的包覆牢固性,等待管路与海绵的下一次组装;本技术通过滑移组件对海绵组装位置、定位组件对管路定位位置的双重限位,提高海绵与管路的组装准确性,确保管路的中轴线始终与海绵的中线位置对齐进行包覆组装,从而减少海绵与管路组装时的偏差。
8.优选的,所述滑移组件包括:滑移板,所述滑移板设有用于支撑所述海绵的两个支撑座,两个所述支撑座相对设置,且相对设置的两个所述支撑座之间设有用于将海绵自动包裹于管路上的组装件。
9.通过采用上述技术方案,在进行组装工作时,将海绵放置于相对设置的支撑座上,并使海绵存在粘胶的一面朝向管路的方向,通过支撑座的支撑作用使海绵稳定地放置于支撑座上,并通过相对设置的支撑座限制海绵的放置位置,在海绵的粘附面与管路相接触后
继续推动滑移板做上升运动,在海绵的继续上升运动中,组装件对海绵与管路进行组装工作,将海绵自动包裹于管路上,通过组装件实现海绵与管路的自动化包裹组装,提高海绵与管路的组装便利性。
10.优选的,相对设置的所述支撑座之间存在有用于支撑展开状态下的海绵的限位凹槽。
11.通过采用上述技术方案,在进行组装准备工作时,将海绵放置于限位凹槽中,并使海绵存在粘胶的一面朝向限位凹槽的槽口位置,通过限位凹槽限制海绵在做上升运动过程中发生位置偏移,使管路的中轴线在海绵上的正投影始终与海绵的中线位置重合,从而提高海绵与管路的包覆准确性。
12.优选的,所述滑移组件还包括:设置于其中一个所述支撑座侧边的限位挡板,所述限位挡板垂直于所述滑移板,所述限位挡板位于所述限位凹槽的侧边位置,所述限位挡板用于对海绵进行横向定位。
13.通过采用上述技术方案,当把海绵放置于限位凹槽中时,通过限位挡板对海绵进行横向定位,通过组装人员手动撕开海绵粘胶面的保护膜,在撕开保护膜的过程中,通过限位挡板来限制海绵粘胶面跟随保护膜的撕开动作粘黏至组装人员的手上,从而进一步提高海绵粘胶面保护膜撕开的便利性。
14.优选的,所述组装件设为相对设置且垂直于所述滑移板的组装板,所述组装板之间存在用于使海绵自动包覆于管路上的组装槽,所述组装槽位于所述限位凹槽的下方,且所述组装板的高度小于或等于所述限位凹槽的底面高度。
15.通过采用上述技术方案,当海绵与管路初步粘接时,继续推动滑移板做上升运动使海绵与管路一起落入组装槽中,在相对设置的组装板的挤压作用下,使海绵的侧边绕着管路对称地朝着管路的中轴线方向做包覆运动,当滑移板抵达行程限位板时,海绵的侧边自动地粘接在一起并完成对管路的包覆,从而减少海绵边缘位置的粘接偏差使组装后的产品发生粘接的情况,实现海绵的自动化粘接既提高了组装产品的成品质量,也提高的管路海绵组装的效率。
16.优选的,所述管路海绵组装治具还包括:安装架;所述定位组件包括:调节板和固定安装于所述调节板的定位支柱,所述调节板与所述安装架固定连接,且所述定位支柱远离所述调节板的一端设有用于放置所述管路的限位槽,所述限位槽的中轴线的正投影与所述海绵的中线重合。
17.通过采用上述技术方案,根据组装管路的型号调节定位支柱与调节板的安装位置,使调节后的管路固定位置符合多种型号的组装需求,并将管路放置于限位槽中进行固定,并将展开状态下的海绵放置于滑移组件上,使海绵带有粘胶的一面朝向管路的方向,通过组装人员手动驱动滑移组件使海绵靠近管路做上升运动,直到海绵与管路粘接在一起,通过限位槽对管路的组装位置进行限定,提高海绵与管路的组装准确性,并通过定位支柱与调节板的调节作用,使组装治具符合多种管路的组装需求,从而扩大组装治具的适用范围。
18.优选的,所述定位组件还包括:用于将所述管路固定于所述限位槽内部的固定件。
19.通过采用上述技术方案,由于管路大多为柔性的橡胶材质,当管路与海绵接触时会对管路施加一个外力,容易使管路发生弯折偏移,影响管路与海绵的组装准确性,因此,
在将管路放置于限位槽中后,通过固定件对放置于限位槽中的管路进行加固,从而减少管路与海绵包覆过程中的管路偏移,从而进一步提高管路与海绵的组装准确率。
20.优选的,所述固定件设置为肘夹或管夹。
21.通过采用上述技术方案,在将管路放置于限位槽后,通过与限位槽相匹配的肘夹,将管路压紧于限位槽中,从而完成对管路的固定,或者通过管夹将管路夹紧于限位槽中来完成对管路的固定,从而提高管路与限位槽的装配稳定性。
22.优选的,所述安装架包括:滑行杆和相对设置于所述滑行杆两端的行程限位板;所述滑移组件包括:与所述滑行杆相适配的滑动件,所述滑动件与所述滑行杆滑动连接,所述滑动件在相对设置的行程限位板之间做升降运动。
23.通过采用上述技术方案,在分别放置好海绵与管路之后,通过组装人员推动滑移板使滑动件在滑行杆上滑动,使海绵带有粘胶的一面朝管路的方向做上升运动,直到海绵将管路粘接在一起,并在行程限位板的限位作用下完成海绵与管路的组装工作;组装工作完成后,组装人员解除对滑移板的推力作用,使滑移组件在自身重力作用下做下降运动,直到滑移板与另一行程限位板相接触,完成滑移组件的自动复位,从而提高海绵与管路的组装便利性。
24.综上所述,本技术包括以下至少一种有益技术效果:
25.1.通过滑移组件对海绵组装位置、定位组件对管路定位位置的双重限位,提高海绵与管路的组装准确性,确保管路的中轴线始终与海绵的中线位置对齐进行组装,从而减少海绵与管路组装时的偏差,并通过滑移组件带动海绵进行升降,来减少组装人员手动对准海绵进行组装的粘附偏差,提高海绵与管路的组装效率;
26.2.在进行组装工作时,将海绵放置于相对设置的支撑座上,并使海绵存在粘胶的一面朝向管路的方向,通过支撑座的支撑作用使海绵稳定地放置于支撑座上,并通过相对设置的支撑座限制海绵的放置位置,在海绵的粘附面与管路相接触后继续推动滑移板做上升运动,在海绵的继续上升运动中,组装件进行海绵与管路的组装工作,将海绵自动包裹于管路上,通过组装件实现海绵与管路的自动化包裹组装,提高海绵与管路的组装便利性。
附图说明
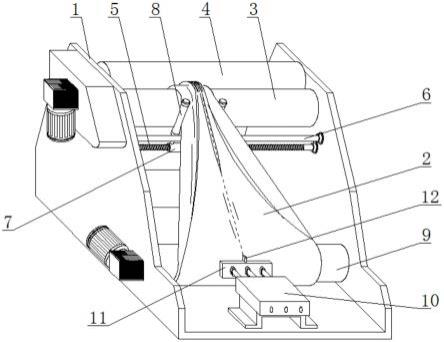
27.图1是实施例1中一种管路海绵组装治具的整体结构示意图。
28.图2是实施例1中组装槽的结构示意图。
29.图3是实施例1中管路与海绵组装准备时的装配结构示意图。
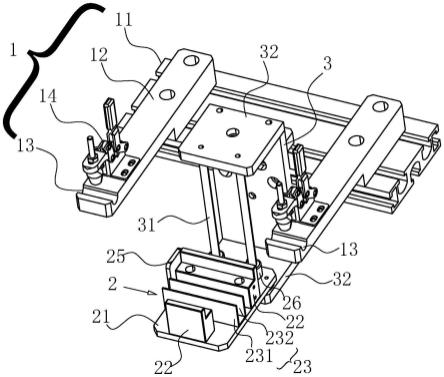
30.图4是实施例2中的管路海绵组装治具的结构示意图。
31.图5是实施例2中管路与海绵组装准备时的装配结构示意图。
32.图6是实施例2的管路与海绵组装完成时的装配结构示意图。
33.附图标记说明:
34.1、定位组件;11、调节板;12、定位支柱;13、限位槽;14、固定件;2、滑移组件;21、滑移板;22、支撑座; 23、组装件;231、组装板;232、组装槽;24、限位凹槽;25、限位挡板;26、滑动件;27、组装间隙;3、安装架;31、滑行杆;32、行程限位板;4、管路;5、海绵;x、海绵的中线。
具体实施方式
35.以下结合附图1-6对本技术作进一步详细说明。
36.本技术实施例公开一种管路海绵组装治具。参照图1至图3,管路海绵组装治具包括用于固定管路4的两个定位组件1,以及用于带动海绵5从管路4下方上升至与管路4的底面粘接并包裹的滑移组件2,滑移组件2位于两个定位组件1之间,且使得管路4的中轴线在海绵5上的正投影与海绵5的中线x重合,从而使海绵5的中线位置x与管路4的中轴线位置粘接,减少管路4与海绵5的组装偏差。
37.管道海绵5组装治具还包括:安装架3,安装架3包括滑行杆31和相对设置于滑行杆31两端的行程限位板32,行程限位板32相互平行且与滑行杆31相互垂直;定位组件1包括:调节板11和固定安装于所述调节板11的定位支柱12,调节板11与安装架3固定连接,定位支柱12远离调节板11的一端设有用于放置管路4的限位槽13,限位槽13的中轴线的正投影与海绵5的中线x重合,通过调节板11调节定位支柱12之间的距离来满足多种规格的管路4组装需求,定位组件1还包括:用于将管路4固定于限位槽13内部的固定件14。
38.本实施例中的固定件14设置为肘夹,需要说明的是,也可以设置为管夹等可以将管路4夹紧于限位槽13内部的夹具,可以根据实际需要进行设置,不局限于本实施例中的一种固定方式。
39.参照图2和图3,滑移组件2包括:滑移板21,滑移板21设有用于支撑海绵5的两个支撑座22,两个支撑座22相对设置,且相对设置的两个支撑座22之间设有用于将海绵5自动包覆于管路4上的组装件23;相对设置的支撑座22之间存在有用于支撑展开状态下的海绵5的限位凹槽24,限位凹槽24与展开状态下的海绵5的尺寸相适配;滑移组件2还包括:设置于其中一个支撑座22侧边的限位挡板25,限位挡板25垂直于滑移板21,限位挡板25位于限位凹槽24的侧边位置,限位挡板25用于对海绵5进行横向定位,并通过组装人员手动撕开海绵5粘胶面的保护膜,在撕开保护膜的过程中,通过限位挡板25来限制海绵5粘胶面跟随保护膜的撕开动作粘黏至组装人员的手上,从而提高海绵5粘胶面保护膜的撕开便利性。
40.组装件23设置为相对设置且垂直于滑移板21的组装板231,相对设置的组装板231之间存在用于将海绵5自动包覆于管路4上的组装槽232,组装槽232可以同时容纳海绵5与管路4,组装槽232位于限位凹槽24的下方位置,且管路4中轴线在滑移板21上的正投影落入组装槽232中线位置,组装板231的高度小于或等于限位凹槽24用于给海绵5提供支撑力的底面的高度,当放置于限位凹槽24中的海绵5与管路4进行初步粘接后,通过海绵5的继续上升运动使海绵5与管路4一起落入组装槽232中,并在组装板231的挤压作用下使海绵5对称地沿着管路4的中轴线进行包覆工作,从而完成海绵5与管路4的自动化包覆组装,提高海绵5与管路4的组装便利性。
41.参考图2,滑移组件2包括:与滑行杆31相适配的滑动件26,滑动件26与滑行杆31滑动连接,滑动件26在相对设置的行程限位板32之间做升降运动,通过滑动件26与滑行杆31的滑动配合来带动海绵5与管路4进行包覆组装,提高海绵5管路4的组装便利性。
42.需要说明的是,本实施例中的滑动件设置为直线轴承,也可以根据实际需要进行设置,不局限于本实施例中的一种。
43.实施例1的实施原理为:在将管路4与海绵5分别放置好后,通过组装人员手动推动滑移板21时海绵5的中线x位置粘接于管路4上,并继续推动滑移板21使管路4连同海绵5一
起落入组装槽232中,在组装板231的挤压作用下,使海绵5的侧边绕着管路4的中轴线对称地做包覆运动,直到海绵5的侧边自动地包覆在一起,通过组装槽232使海绵5自动包覆于管路4上,完成海绵5与管路4的自动粘接包覆,进一步提高海绵5与管路4的组装便利性。
44.实施例2
45.参照图4至图6,本实施例与实施例1的不同之处在于,本实施例的两个所述支撑座22之间存在有组装间隙27,组装间隙27的宽度小于海绵5的宽度,组装间隙27可同时容纳海绵5与管路4,通过组装间隙27对海绵5与管路4的组装位置进行初步的定位。
46.实施例2的实施原理为:在进行组装工作时,将管路4放置于限位槽13中通过固定件14夹紧,并在支撑座22上放置好海绵5并撕除海绵5粘胶面的保护膜,组装人员手动推动滑移板21使海绵5朝管路4的方向靠近,直到将海绵5与管路4同时压入组装间隙27中增大海绵5与管路4的粘接范围,其中,组装间隙27的宽度小于展开状态下的海绵5宽度,在支持海绵5放置于限位槽13中的同时也便于海绵5与管路4落入组装间隙27中的进一步粘黏,并通过组装人员的手动对准对海绵5与管路4的最后包覆位置进行粘合调整,并进行压紧从而完成管路4与海绵5的组装,并在组装完成后通过滑移板21的自身重力作用完成滑移板21的自动复位,等待管路4与海绵5的下一次组装工作,通过管路海绵组装治具提高海绵5与管路4的组装便捷性。
47.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。