1.本实用新型涉及机械加工夹具技术领域,尤其涉及一种手柄四轴立加液压夹具。
背景技术:
2.工装夹具,在工业产品生产中起着十分重要的作用。所谓的工装夹具是指:在机械加工中对工件实施夹持或定位,以达到一定工艺要求的特别的装备或工具。手柄作为水星游艇档把部件,有着重要的作用。目前该手柄零件采用先夹持工件平面加工毛坯大孔,再以大孔定位加工其他位置。需要两道工序两套夹具,此工艺方式工序长、成本高、定位不准确。
技术实现要素:
3.本实用新型主要解决现有技术的工件加工方式工序长、定位不准等技术问题,提出一种手柄四轴立加液压夹具,可以提高定位精度,且一道工序即可加工全部位置。
4.本实用新型提供了一种手柄四轴立加液压夹具,包括:底板及底板上沿长度方向依次设置的定位油缸座组件、拉缸座组件及油缸座组件;
5.所述定位油缸座组件包括:定位油缸底座、弹簧型支撑油缸、v型定位轴、转角缸及压板;所述定位油缸底座设置在底板上;所述定位油缸底座顶部设置有台阶;台阶底部设置弹簧型支撑油缸;所述弹簧型支撑油缸活塞端设置v型定位轴;台阶顶部设置转角缸;所述转角缸活塞端设置压板;
6.所述拉缸座组件包括:拉缸底座、支撑块、拉缸、第一杠杆缸、第一叉型压板及定位销;所述拉缸底座设置在底板上;所述支撑块设置在拉缸底座顶端;所述拉缸底座上、支撑块中间设置拉缸;所述拉缸活塞端部固定定位销;所述定位销能穿过支撑块与待夹工件的毛坯大孔配合;所述第一杠杆缸缸体设置在拉缸底座顶端;第一杠杆缸的压板端部设置第一叉型压板;
7.所述油缸座组件包括:油缸底座及并列设置在油缸底座上端的两个液压油缸。
8.进一步的,所述底板上、油缸座组件背离定位油缸座组件一侧设置杠杆缸座组件;
9.所述杠杆缸座组件包括:杠杆缸底座、第二杠杆缸及第二叉型压板;所述杠杆缸底座设置在底板上;所述杠杆缸底座上端设置第二杠杆缸;所述第二杠杆缸的压板端部设置第二叉型压板。
10.进一步的,所述定位油缸底座上设置导向板;所述导向板上端能支撑在v型定位轴侧面。
11.进一步的,所述v型定位轴上端设置与工件前圆柱面配合的开口。
12.进一步的,所述弹簧型支撑油缸的活塞杆实现垂直运动;所述转角缸活塞端能带动压板转动。
13.进一步的,拉缸活塞端能带动定位销垂直运动;所述第一杠杆缸的压板端部能带动第一叉型压板抬起、压紧工件。
14.进一步的,所述液压油缸的活塞端能顶在工件表面。
15.进一步的,所述第二杠杆缸能带动第二叉型压板压紧工件后端上平面。
16.本实用新型提供的手柄四轴立加液压夹具与现有技术相比,有以下优点,将工件毛坯大孔下端面放置在拉缸座组件中的支撑块上,毛坯大孔套入拉缸组件中与拉缸相连的定位销内,工件前端圆柱面放入定位油缸座组件中的v型定位轴内,实现工件定位。此时杠杆缸座组件中的杠杆缸带动第二叉型压板夹紧工件。之后定位油缸座组件中的弹簧型支撑油缸抱死,同时油缸座组件中的两个液压油缸上升顶住工件,之后定位油缸座组件中的转角缸带动压板压紧工件前端顶面,同时杠杆缸座组件中的杠杆缸带动第二叉形压板夹紧工件后端顶面,完成定位夹紧。最后拉缸座组件中的拉缸下降,让出毛坯大孔加工位置。实现一道工序、一次定位完成加工。
附图说明
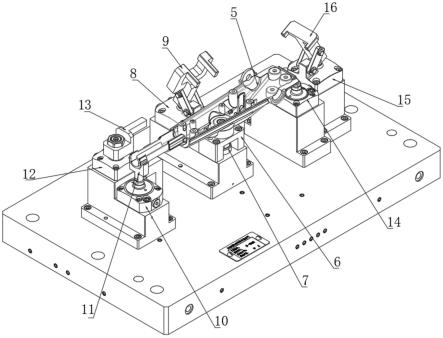
17.图1是本实用新型手柄四轴立加液压夹具结构示意图;
18.图2是工件通过定位销和v型定位轴定位,未夹紧状态示意图;
19.图3是定位销定位工件处结构的剖面示意图;
20.图4是定位销和v型定位轴定位工件,同时杠杆缸带动叉型压板进行夹紧的状态示意图;
21.图5是全部油缸运行,完成夹紧定位,拉缸带动定位销下降让出毛坯大孔加工位置的状态示意图。
22.附图标记:1、拉缸底座;2、定位油缸底座;3、油缸底座;4、杠杆缸底座;5、工件;6、支撑块;7、拉缸;8、第一杠杆缸;9、第一叉型压板;10、弹簧型支撑油缸;11、v型定位轴;12、转角缸;13、压板;14、液压油缸;15、第二杠杆缸;16、第二叉型压板;17、定位销;18、导向板;19、底板。
具体实施方式
23.为使本实用新型解决的技术问题、采用的技术方案和达到的技术效果更加清楚,下面结合附图和实施例对本实用新型作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本实用新型,而非对本实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本实用新型相关的部分而非全部内容。
24.如图1-5所示,本实用新型实施例提供的一种手柄四轴立加液压夹具,包括:底板19及底板19上沿长度方向依次设置的定位油缸座组件、拉缸座组件及油缸座组件;
25.所述定位油缸座组件包括:定位油缸底座2、弹簧型支撑油缸10、v型定位轴11、转角缸12及压板13;所述定位油缸底座2设置在底板19上;所述定位油缸底座2顶部设置有台阶;台阶底部设置弹簧型支撑油缸10;所述弹簧型支撑油缸10活塞端设置v型定位轴11;所述v型定位轴11上端设置与工件5前圆柱面配合的开口。所述定位油缸底座2上设置导向板18;所述导向板18上端能支撑在v型定位轴11侧面;台阶顶部设置转角缸12;所述转角缸12活塞端设置压板13;所述弹簧型支撑油缸10的活塞杆实现垂直运动;所述转角缸12活塞端能带动压板13转动。
26.所述拉缸座组件包括:拉缸底座1、支撑块6、拉缸7、第一杠杆缸8、第一叉型压板9及定位销17;所述拉缸底座1设置在底板19上;所述支撑块6设置在拉缸底座1顶端;所述拉
缸底座1上、支撑块6中间设置拉缸7;所述拉缸7活塞端部固定定位销17;所述定位销17能穿过支撑块6与待夹工件的毛坯大孔配合;所述第一杠杆缸8缸体设置在拉缸底座1顶端;第一杠杆缸8的压板端部设置第一叉型压板9;拉缸7活塞端能带动定位销17垂直运动;所述第一杠杆缸8的压板端部能带动第一叉型压板9抬起、压紧工件。
27.所述油缸座组件包括:油缸底座3及并列设置在油缸底座3上端的两个液压油缸14;所述液压油缸14的活塞端能顶在工件5表面。
28.进一步的,所述底板19上、油缸座组件背离定位油缸座组件一侧设置杠杆缸座组件;
29.所述杠杆缸座组件包括:杠杆缸底座4、第二杠杆缸15及第二叉型压板16;所述杠杆缸底座4设置在底板19上;所述杠杆缸底座4上端设置第二杠杆缸15;所述第二杠杆缸15的压板端部设置第二叉型压板16。所述第二杠杆缸15能带动第二叉型压板16压紧工件5后端上平面。
30.本实用新型工作过程:
31.首先夹具各个油缸处于自由状态。将工件5毛坯大孔下端面平放在支撑块6上,定位销17卡住毛坯大孔,工件前圆柱面放入v型定位轴11中,导向板18用于卡住v型定位轴11防止其转动,完成工件定位,如图3所示。
32.第一杠杆缸8带动第一叉型压板9将工件5夹紧在支撑块6上。如图4所示。然后弹簧型支撑油缸10位置抱死,液压油缸14上升顶紧工件。转角缸12带动压板13压紧工件5前端上平面、第二杠杆缸15带动第二叉型压板16压紧工件5后端上平面。此时不再需要定位销定位,拉缸7带动定位销17下降,让出加工位置。进入最终加工状态,如图5所示。
33.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。