1.本技术涉及粉碎设备领域,尤其涉及一种锂电池负极材料用粉碎系统。
背景技术:
2.锂电池负极材料主要分为天然石墨负极材料和人造石墨负极材料。其中,天然石墨负极材料的上游为天然石墨矿石,人造石墨负极材料的上游包括针状焦、石油焦、沥青焦等原料。负极材料用于生产制造锂离子电池,最终应用于动力电池、消费电池及工业储能电池三大领域。
3.由于开采的天然石墨矿石,以及原料侧的针状焦、石油焦、沥青焦在焦化过程中,很难保证物料尺寸大小,块状、颗粒和粉末混合在一起,负极材料生产制造的第一步工艺即为超细粉碎,锂电池负极材料对粒度分布要求极为严苛且对颗粒dmax极为敏感,dmax是指由激光衍射式粒度分布测定装置测定得到的累积粒度分布曲线中的最大粒径(μm),现有粉碎设备生产的粉体粒度分布偏宽且无法有效消除大颗粒dmax。
技术实现要素:
4.本技术实施例提供了一种锂电池负极材料用粉碎系统,通过一级粉碎单元、二级粉碎单元和三级粉碎单元对物料逐级粉碎,三级粉碎单元为超细粉碎机,其通过转子组件和内齿衬板配合实现物料超细粉碎,通过分级组件对粉碎后的物料进行筛选,不满足要求的物料会重新进行粉碎,从而消除大颗粒物料,缩小物料粉体粒度分布范围,保证经过本粉碎系统加工后的物料满足锂电池负极材料所需要求,解决了现有粉碎设备生产的粉体粒度分布偏宽且无法有效消除大颗粒dmax,无法满足锂电池负极材料所需要求的问题。
5.本技术实施例提供一种锂电池负极材料用粉碎系统,包括一级粉碎单元、二级粉碎单元和三级粉碎单元,所述一级粉碎单元用于将物料初级粉碎得到较粗物料,所述一级粉碎单元还用于将所述较粗物料输送至所述二级粉碎单元,所述二级粉碎单元用于将所述较粗物料次级粉碎得到较细物料,所述二级粉碎单元还用于将所述较细物料输送至所述三级粉碎单元,所述三级粉碎单元用于将所述较细物料三级粉碎得到超细物料;
6.所述三级粉碎单元包括超细粉碎机,所述超细粉碎机包括壳体、内齿衬板、转子组件、粉碎动力机构、分级组件和分级动力机构;
7.所述壳体内设有环形粉碎腔和出料腔,所述壳体上设有与用于连通外部环境与所述环形粉碎腔的给料口、用于连通外部环境与出料腔的出料口以及用于连通所述环形粉碎腔和所述出料腔的通孔;
8.所述内齿衬板固设于所述环形粉碎腔的内壁;
9.所述转子组件包括旋转盘转子和设置于所述转盘转子边缘的多个搅拌锤头,所述旋转盘转子位于所述内齿衬板内,所述粉碎动力机构驱动所述旋转盘转子旋转产生空气涡流,所述搅拌锤头的外端伸出所述旋转盘转子,并与所述内齿衬板的内端之间形成环形粉碎区;
10.所述分级组件包括封气盘、法兰盘以及设置于所述封气盘和所述法兰盘之间的多个叶片,多个所述叶片呈环形均匀分布,多个所述叶片的内侧形成分级空腔,相邻所述叶片之间具有进料缝,所述封气盘与所述通孔转动连接,所述分级动力机构驱动所述封气盘和所述法兰盘同步转动,所述封气盘的边缘设有用于连通所述分级空腔和所述出料腔的若干气流入口。
11.在一种可行的实现方式中,多个所述搅拌锤头围绕所述旋转盘转子的轴心成圆形均匀分布,每个所述搅拌锤头的外端均伸出所述旋转盘转子;
12.所述旋转盘转子的相背两侧均设有多个所述搅拌锤头,且位于所述旋转盘转子相背两侧的多个所述搅拌锤头依次等距交替排布;
13.每个所述搅拌锤头的外端均设有粉碎倒角。
14.在一种可行的实现方式中,所述粉碎动力机构包括粉碎电机和设置于所述粉碎电机输出端的粉碎主轴总成;
15.所述粉碎主轴总成伸入所述环形粉碎腔并与所述旋转盘转子固定连接,所述粉碎主轴总成带动所述转子组件旋转。
16.在一种可行的实现方式中,所述封气盘的边缘设有多个插槽,多个所述插槽和多个所述叶片数量相等,且位置一一对应,每个所述叶片的第一端均与所述法兰盘固定连接,每个所述叶片的第二端均与相对所述插槽相插接。
17.在一种可行的实现方式中,所述分级动力机构包括分级电机和设置于所述分级电机输出端的分级传动轴;
18.所述分级电机设置于所述出料腔的保护罩内,所述分级传动轴延伸至环形粉碎腔内,所述分级传动轴贯穿所述封气盘中部的连接孔并与所述法兰盘固定连接,所述分级传动轴与所述封气盘固定连接,所述分级传动轴带动所述分级组件旋转。
19.在一种可行的实现方式中,所述粉碎系统还包括干燥单元;
20.所述干燥单元位于所述二级粉碎单元和所述三级粉碎单元之间,所述干燥单元用于将较细物料烘干,所述干燥单元还用于将干燥的较细物料和热风通入所述三级粉碎单元。
21.在一种可行的实现方式中,所述一级粉碎单元包括斜坡式上料斗、第一电磁振动给料机、齿辊机和第一皮带输送机;
22.所述斜坡式上料斗用于将物料输送至所述第一电磁振动给料机,所述第一电磁振动给料机用于将物料定时、定量给定到所述齿辊机,所述齿辊机用于将物料粉碎为较粗物料,所述第一皮带输送机用于将较粗物料输送至二级粉碎单元。
23.在一种可行的实现方式中,所述二级粉碎单元包括第一物料缓存漏斗、第二电磁振动给料机、对辊机和第二皮带输送机;
24.所述第一物料缓存漏斗用于储存所述第一皮带输送机所输送的较粗物料,所述第二电磁振动给料机用于将较粗物料定时、定量给定到所述对辊机,所述对辊机用于将较粗物料粉碎为较细物料,所述第二皮带输送机用于将较细物料输送至所述干燥单元。
25.在一种可行的实现方式中,所述干燥单元包括第二物料缓存漏斗、螺旋给料机、热交换器、卧式搅拌机和气力输送管道;
26.所述第二物料缓存漏斗用于储存所述第二皮带输送机所输送的较细物料,所述螺
旋给料机用于将所述物料缓存漏斗内的较细物料输送至所述热交换器,所述热交换器用于将较细物料烘干,所述卧式搅拌机用于将较细物料搅拌翻转,所述气力输送管道用于将干燥的较细物料和热风通入所述三级粉碎单元。
27.在一种可行方式中,所述三级粉碎单元还包括旋风集料器、星形排料器、半成品缓存漏斗和螺旋给料器;
28.所述旋风集料器用于对干燥的较细物料除尘,所述星形排料器用于将除尘后的较细物料排入至所述半成品缓存漏斗内,所述螺旋给料器用于将所述半成品缓存漏斗内的较细物料定时、定量输送至所述超细粉碎机内。
29.本技术实施例提供的一种锂电池负极材料用粉碎系统,通过一级粉碎单元将物料初级粉碎得到较粗物料,通过二级粉碎单元将较粗物料次级粉碎得到较细物料,通过三级粉碎单元将较细物料三级粉碎得到超细物料;
30.三级粉碎单元包括超细粉碎机,超细粉碎机包括内齿衬板、转子组件和分级组件等部件,通过转子组件和内齿衬板配合,使较细物料被搅拌锤头打散,撒向转盘转子四周,进入转子和定子组成的粉碎区,转子组件高速旋转,产生大量空气涡流,物料在空气涡流和离心力的双重作用下既发生相互碰撞又在转子与定子间发生剪切、研磨,实现对物料的超细粉碎;
31.分级组件包括封气盘、法兰盘以及设置于所述封气盘和所述法兰盘之间的多个叶片,相邻所述叶片之间具有进料缝,只有合格的物料微粉才能随气流通过进料缝排出机外,而不合格粗粉在离心力作用下被涡轮叶片打回到粉碎区,继续研磨粉碎,从而消除大颗粒物料,缩小物料粉体粒度分布范围,保证经过本粉碎系统加工后的物料满足锂电池负极材料所需要求,解决了现有粉碎设备生产的粉体粒度分布偏宽且无法有效消除大颗粒dmax,无法满足锂电池负极材料所需要求的问题。
附图说明
32.图1是本技术提供的锂电池负极材料用粉碎系统的结构示意图;
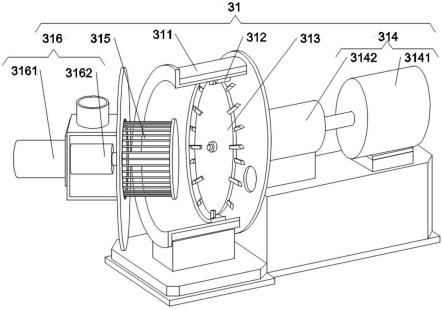
33.图2是图1中超细粉碎机的结构示意图;
34.图3是图2的壳体及其内部结构的剖视图;
35.图4是超细粉碎机的封气盘结构示意图;
36.图5是图1中一级粉碎单元和二级粉碎单元的结构示意图;
37.图6是图1中干燥单元的结构示意图;
38.图7是图1中三级粉碎单元的结构示意图。
39.附图标记说明:
40.1-一级粉碎单元;2-二级粉碎单元;3-三级粉碎单元;4-干燥单元;
41.11-斜坡式上料斗;12-齿辊机;13-第一皮带输送机;21-第一物料缓存漏斗;22-对辊机;23-第二皮带输送机;31-超细粉碎机;32-旋风集料器;33-星形排料器;34-半成品缓存漏斗;35-螺旋给料器;41-第二物料缓存漏斗;42-螺旋给料机;43-热交换器;44-卧式搅拌机;45-气力输送管道;
42.311-壳体;312-内齿衬板;313-转子组件;314-粉碎动力机构;315-分级组件;316-分级动力机构;
43.3111-环形粉碎腔;3112-出料腔;3113-给料口;3114-出料口;3115-通孔;3131-旋转盘转子;3132-搅拌锤头;3141-粉碎电机;3142-粉碎主轴总成;3151-封气盘;3152-法兰盘;3153-叶片;3154-进料缝;3155-气流入口;3156-插槽;3161-分级电机;3162-分级传动轴。
具体实施方式
44.为了使本技术领域的人员更好地理解本技术中的技术方案,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本技术保护的范围。
45.图1是本技术提供的锂电池负极材料用粉碎系统的结构示意图,图2是图1中超细粉碎机的结构示意图,图3是图2的壳体及其内部结构的剖视图,图4是超细粉碎机的封气盘结构示意图。参照图1-4,本技术实施例提供了一种锂电池负极材料用粉碎系统,包括一级粉碎单元1、二级粉碎单元2和三级粉碎单元3,一级粉碎单元1用于将物料初级粉碎得到较粗物料,一级粉碎单元1还用于将较粗物料输送至二级粉碎单元2,二级粉碎单元2用于将较粗物料次级粉碎得到较细物料,二级粉碎单元2还用于将较细物料输送至三级粉碎单元3,三级粉碎单元3用于将较细物料三级粉碎得到超细物料。通过一级粉碎单元、二级粉碎单元和三级粉碎单元对物料逐级粉碎,保证粉碎效果。
46.三级粉碎单元3包括超细粉碎机31,超细粉碎机31包括壳体311、内齿衬板312、转子组件313、粉碎动力机构314、分级组件315和分级动力机构316。
47.壳体311包括粉碎壳体和出料壳体,粉碎壳体包括粉碎筒体和粉碎筒盖,如图2所示,粉碎筒体内设有环形粉碎腔3111,粉碎筒体的右端的边缘处设有两个给料口3113,粉碎筒体的左端为开放端,粉碎筒盖铰接于粉碎筒体的开放端,出料壳体设置于粉碎筒盖的外壁,出料壳体内设有出料腔3112,粉碎筒盖上设有通孔3115,通孔3115使环形粉碎腔3111和出料腔3112相连通。
48.内齿衬板312固设于环形粉碎腔3111的内壁,内齿衬板312的内壁设有多个内齿,多个内齿均匀分布;
49.转子组件313包括旋转盘转子3131和设置于转盘转子3131边缘的多个搅拌锤头3132,旋转盘转子3131位于内齿衬板312内,旋转盘转子3131的直径小于内齿衬板312的内径,粉碎动力机构314驱动旋转盘转子3131旋转,并产生空气涡流,搅拌锤头3132的外端伸出旋转盘转子3131,且不与内齿衬板312的内齿接触,转子组件313与内齿衬板312之间形成环形粉碎区;
50.分级组件315包括封气盘3151、法兰盘3152以及设置于封气盘3151和法兰盘3152之间的多个叶片3153,多个叶片3153呈环形均匀分布,多个叶片3153的内侧形成分级空腔,相邻叶片3153之间具有进料缝3154,封气盘3151与通孔3115转动连接,分级动力机构316驱动封气盘3151和法兰盘3152同步转动,封气盘3151的边缘设有用于连通分级空腔和出料腔3112的若干气流入口3155。
51.工作时,经过二级粉碎单元2所排出的较细物料由任意给料口3113进入壳体311,
粉碎动力机构314驱动旋转盘转子3131高速旋转,较细物料被搅拌锤头3132打散,撒向转盘转子3131四周,进入转子和定子组成的粉碎区,转子组件313高速旋转,产生大量空气涡流,物料在空气涡流和离心力的双重作用下既发生相互碰撞又在转子与定子间发生剪切、研磨,实现对物料的超细粉碎,同时分级动力机构316驱动分级组件315旋转,只有合格的物料微粉才能随气流通过进料缝3154排出机外,而不合格粗粉在离心力作用下被涡轮叶片打回到粉碎区,继续研磨粉碎,从而消除大颗粒物料,缩小物料粉体粒度分布范围,保证经过本粉碎系统加工后的物料满足锂电池负极材料所需要求,解决了现有粉碎设备生产的粉体粒度分布偏宽且无法有效消除大颗粒dmax,无法满足锂电池负极材料所需要求的问题。
52.参照图1所示,粉碎系统还包括干燥单元4,干燥单元4位于二级粉碎单元2和三级粉碎单元3之间,干燥单元4用于将较细物料烘干,干燥单元4还用于将干燥的较细物料和热风通入三级粉碎单元3,从而烘干物料,降低物料水含量,间接便于粉碎。
53.参照图2-4所示,多个搅拌锤头3132围绕旋转盘转子3131的轴心成圆形均匀分布,每个搅拌锤头3132的外端均伸出旋转盘转子3131,旋转盘转子3131的相背两侧均设有多个搅拌锤头3132,且位于旋转盘转子3131相背两侧的多个搅拌锤头3132依次等距交替排布,通过搅拌锤头3132的双面等距设计,提高超细粉碎机31的粉碎效率,每个搅拌锤头3132的外端均设有粉碎倒角,粉碎倒角的斜面朝向旋转盘转子3131的旋转方向,从而进一步提高粉碎效率。
54.粉碎动力机构314包括粉碎电机3141和设置于粉碎电机3141输出端的粉碎主轴总成3142,粉碎主轴总成3142伸入环形粉碎腔3111并与旋转盘转子3131固定连接,旋转盘转子3131可通过连接环、螺栓等部件固定于粉碎主轴总成3142上,也可通过其它方式固定,对此本技术不做限定,粉碎主轴总成3142带动转子组件313旋转,粉碎动力机构314可为变频电机,可根据实际使用需求调节转速,从而控制转子组件313稳定高速旋转。
55.继续参照图2-4所示,封气盘3151的边缘设有多个插槽3156,多个插槽3156和多个叶片3153数量相等,且位置一一对应,每个叶片3153的第一端均与法兰盘3152固定连接,每个叶片3153的第二端均与相对插槽3156相插接,叶片3153与插槽3156过盈配合,两者间具有较大的摩擦阻尼,当分级组件315高速旋转时,保证叶片3153不会脱离插槽,同理,可在法兰盘3152的外侧开设相同的插槽,叶片3153的第一端与法兰盘3152的上的插槽相插接,从而便于叶片3153的安装和拆卸。
56.分级动力机构316包括分级电机3161和设置于分级电机3161输出端的分级传动轴3162,分级电机3161设置于出料腔3112的保护罩内,保护罩可隔离分级电机3161和物料,分级传动轴3162贯穿保护罩延伸至环形粉碎腔3111内,分级传动轴3162贯穿封气盘3151中部的连接孔并与法兰盘3152固定连接,封气盘3151和法兰盘3152均可通过连接法兰、螺栓等部件固定于分级传动轴3162上,当然,也可通过其它方式进行固定,对此本技术不做限定,分级电机3161带动分级传动轴3162和分级组件315旋转,分级电机3161可为变频电机,分级组件315的转速可根据实际需求调节。
57.图5是图1中一级粉碎单元和二级粉碎单元的结构示意图,参照图1和图5所示,一级粉碎单元1包括斜坡式上料斗11、第一电磁振动给料机(图中没有示出)、齿辊机12和第一皮带输送机13;
58.斜坡式上料斗11用于将物料输送至第一电磁振动给料机,第一电磁振动给料机用
于将物料定时、定量给定到齿辊机12,齿辊机12用于对物料初级粉碎,将物料粉碎为较粗物料,第一皮带输送机13用于将较粗物料输送至二级粉碎单元2。
59.继续参照图1和图5所示,二级粉碎单元2包括第一物料缓存漏斗21、第二电磁振动给料机(图中没有示出)、对辊机22和第二皮带输送机23;
60.第一物料缓存漏斗21用于储存第一皮带输送机13所输送的较粗物料,第二电磁振动给料机用于将较粗物料定时、定量给定到对辊机22,对辊机22用于对较粗物料次级粉碎,将较粗物料粉碎为较细物料,第二皮带输送机23用于将较细物料输送至干燥单元4。
61.图6是图1中干燥单元的结构示意图。参照图1和图6所示,干燥单元4包括第二物料缓存漏斗41、螺旋给料机42、热交换器43、卧式搅拌机44和气力输送管道45;
62.第二物料缓存漏斗41用于储存第二皮带输送机23所输送的较细物料,螺旋给料机42用于将物料缓存漏斗41内的较细物料输送至热交换器43,热交换器43用于将较细物料烘干,卧式搅拌机44用于将较细物料搅拌翻转,气力输送管道45用于将干燥的较细物料和热风通入三级粉碎单元3,图6中a处为热交换器43热空气进口,热空气可使物料烘干。
63.图7是图1中三级粉碎单元的结构示意图。参照图1和图7所示,三级粉碎单元3还包括旋风集料器32、星形排料器33、半成品缓存漏斗34和螺旋给料器35;
64.旋风集料器32用于对干燥的较细物料除尘,星形排料器33用于将除尘后的较细物料排入至半成品缓存漏斗34内,螺旋给料器35用于将半成品缓存漏斗34内的较细物料定时、定量输送至超细粉碎机31内,超细粉碎机31对输入的较细物料三级粉碎,从而输出满足锂电池负极材料所需要求的物料。
65.容易理解的是,本领域技术人员在本技术提供的几个实施例的基础上,可以对本技术的实施例进行结合、拆分、重组等得到其他实施例,这些实施例均没有超出本技术的保护范围。
66.以上的具体实施方式,对本技术实施例的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上仅为本技术实施例的具体实施方式而已,并不用于限定本技术实施例的保护范围,凡在本技术实施例的技术方案的基础之上,所做的任何修改、等同替换、改进等,均应包括在本技术实施例的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。