1.本实用新型涉及玻璃加工设备技术领域,具体涉及一种卧式玻璃磨边设备。
背景技术:
2.玻璃被广泛用于日常生活中,玻璃在出厂时均需要通过玻璃磨边设备进行磨边处理。
3.由公开号为由公开号为cn107322407a、公开号为cn111571361a等中国专利文献所公开的磨边设备可知,现有的磨边设备通常采用粗磨机构和精磨机构来依次对玻璃侧面进行粗磨和精磨加工,其中,精磨机构对玻璃侧面加工完毕后即可得到玻璃成品,因此在精磨机构对玻璃进行精磨前,工作人员通常会根据不同的产品需求设置精磨机构的磨削角度。
4.然而,目前精磨机构的磨削电机通常直接安装其自身进给结构的移动座上,导致磨削电机安装在移动座上后粗磨机构和精磨机构的磨削角度也随之固定,不利于工作人员更改精磨机构的磨削角度,存在精磨机构的磨削角度调节不便的问题。
技术实现要素:
5.为了克服现有技术的不足,本实用新型提供一种卧式玻璃磨边设备。
6.本实用新型解决其技术问题所采用的技术方案是:
7.一种卧式玻璃磨边设备,包括设备机台、第一磨边装置和第二磨边装置,所述第一磨边装置和第二磨边装置均包括安装在设备机台上的承载机座、安装在承载机座上的玻璃磨边机构;所述玻璃磨边机构包括侧面精磨单元;所述侧面精磨单元包括至少一个侧面精磨机构,所述侧面精磨机构包括精磨固定座、可相对于精磨固定座调节位置的精磨移动座、转动安装在精磨固定座上的精磨调节螺杆、安装在精磨移动座上的精磨电机;所述精磨移动座上设有与精磨调节螺杆配合调节位置的精磨调节螺孔;其特征在于:至少一个侧面精磨机构的精磨电机与精磨移动座之间设有第一调节垫块和第二调节垫块,所述第一调节垫块和第二调节垫块的底面与精磨移动座的顶面配合,所述第一调节垫块和第二调节垫块的顶面均为安装平面,所述安装平面为倾斜面或水平面,所述精磨电机底部的两端分别配合安装在第一调节垫块和第二调节垫块的安装平面上。
8.在本实用新型中,所述安装平面为倾斜面或水平面。
9.在本实用新型中,所述精磨固定座上设有精磨调节导槽,所述精磨移动座的底部设有导向配合在精磨调节导槽内的精磨调节导块;所述精磨调节导槽内设有滑动接触在精磨调节导块上的精磨锁边长块,所述精磨移动座的一侧上螺纹连接有多个抵在精磨锁边长块上的精磨压紧螺栓,精磨压紧螺栓抵在精磨锁边长块上以使精磨锁边长块压紧锁住精磨调节导块。
10.在本实用新型中,所述精磨固定座的一侧上设有多个连通精磨调节导槽的精磨调节锁孔,所述精磨压紧螺栓螺纹连接在精磨调节锁孔中。
11.在本实用新型中,所述精磨锁边长块上设有多个锁边配合凹槽,常态下,所述精磨
压紧螺栓的螺杆端配合插入到锁边配合凹槽中。
12.在本实用新型中,所述玻璃磨边机构包括沿着玻璃输送方向依次布置的侧面粗磨单元、上斜角磨削单元、下斜角磨削单元和侧面精磨单元。
13.在本实用新型中,所述侧面粗磨单元包括侧面粗磨机构,所述侧面粗磨机构包括安装在承载机座上的粗磨固定座、导向连接在粗磨固定座上的粗磨移动座、安装在粗磨固定座上的粗磨伸缩缸、安装在粗磨移动座上的粗磨电机,所述粗磨伸缩缸的伸缩端连接在粗磨移动座上。
14.在本实用新型中,所述粗磨固定座与粗磨移动座之间设有粗磨行程限制机构。
15.在本实用新型中,所述上斜角磨削单元包括上磨边座、安装在上磨边座上的上斜角粗磨机构、上斜角精磨机构,所述上磨边座通过上磨边升降机构安装在承载机座上,所述上磨边座在上磨边升降机构的作用下可以升降移动。
16.在本实用新型中,所述下斜角磨削单元包括安装在承载机座上的下磨边座、安装在下磨边座上的下斜角粗磨机构、下斜角精磨机构,下斜角粗磨机构、下斜角精磨机构沿着玻璃输送方向依次排列设置。
17.本实用新型的有益效果: 本实用新型在侧面精磨机构的精磨电机与精磨移动座之间设有第一调节垫块和第二调节垫块,所述第一调节垫块和第二调节垫块的顶面均为安装平面,所述安装平面为倾斜面或水平面,生产时,工作人员可以根据加工需求选择对应高度的、对应安装平面的第一调节垫块和第二调节垫块,垫在侧面精磨机构的精磨电机与精磨移动座之间,以便于调节侧面精磨机构的磨削角度,以满足不同玻璃的加工需求。
附图说明
18.下面结合附图和实施方式对本实用新型进一步说明:
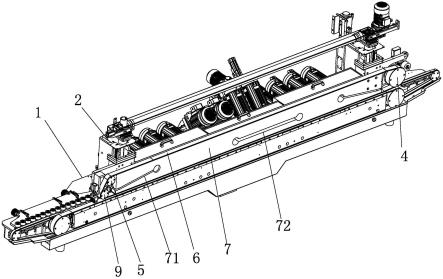
19.图1为本实施例的立体图;
20.图2为磨边输送机构的示意图;
21.图3为玻璃磨边机构的示意图;
22.图4为侧面精磨机构的示意图;
23.图5为侧面精磨机构的剖视图一;
24.图6为侧面精磨机构的剖视图二;
25.图7为侧面粗磨机构的示意图;
26.图8为侧面粗磨机构的仰视图;
27.图9为上斜角磨削单元的示意图;
28.图10为下斜角磨削单元的示意图;
29.图11为承载机座与设备机台的组合示意图;
30.图12为图11中i的放大图;
31.图13为设备机台的前视图;
32.图14为设备机台的后视图。
具体实施方式
33.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新
型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
34.参照图1-14,一种卧式玻璃磨边设备,包括设备机台1、设于设备机台1上的第一磨边装置2和第二磨边装置3,所述第一磨边装置2和第二磨边装置3相对设置,所述第二磨边装置3相对于第一磨边装置2的距离可调节,所述第一磨边装置2和第二磨边装置3均包括安装在设备机台1上的承载机座10、安装在承载机座10上的磨边输送机构20和玻璃磨边机构30,所述磨边输送机构20包括玻璃输送机构201、位于玻璃输送机构201上方的玻璃压紧机构202,磨边输送机构20的相关机构可参照公开号为cn107322407a、公开号为cn111571361a等中国专利文献。
35.进一步的,所述玻璃磨边机构30包括沿着玻璃输送方向依次布置的侧面粗磨单元31、上斜角磨削单元32、下斜角磨削单元33和侧面精磨单元34,其中,侧面粗磨单元31用于对玻璃的侧面进行粗磨;所述上斜角磨削单元32用于对玻璃上部的棱角进行磨削加工形成上斜角;所述下斜角磨削单元33用于对玻璃下部的棱角进行磨削加工形成下斜角;所述侧面精磨单元34用于对玻璃的侧面进行精磨。
36.再进一步的,所述侧面精磨单元34包括四个沿着玻璃输送方向排列设置的侧面精磨机构340,所述侧面精磨机构340包括精磨固定座341、可相对于精磨固定座341调节位置的精磨移动座342、转动安装在精磨固定座341上的精磨调节螺杆343、安装在精磨移动座342上的精磨电机344,精磨电机344的输出轴上设有精磨轮;所述侧面精磨机构340的精磨固定座341安装在承载机座10上,所述精磨固定座341上设有精磨轴承座,所述精磨调节螺杆343配合安装在磨轴承座的轴承上,使所述精磨调节螺杆343可在精磨固定座341上转动。所述精磨固定座341上设有精磨调节导槽,所述精磨移动座342的底部设有导向配合在精磨调节导槽内的精磨调节导块3421,所述精磨调节导槽和精磨调节导块3421均为燕尾状;所述精磨移动座342上设有精磨调节螺孔,所述精磨调节螺杆343的一端螺纹配合在精磨调节螺孔中,另一端安装有精磨调节手轮345,转动精磨调节手轮345可以调节精磨轮的进给。
37.进一步的,为了让侧面精磨机构340能够根据不同的加工需求调节加工玻璃的角度,侧面精磨机构340的精磨电机344与精磨移动座342之间设有第一调节垫块346和第二调节垫块347,所述第一调节垫块346和第二调节垫块347的底面与精磨移动座342的顶面配合,所述第一调节垫块346和第二调节垫块347的顶面均为安装平面,所述安装平面为倾斜面或水平面,工作人员可以根据加工需求选择对应高度的、对应安装平面的第一调节垫块346和第二调节垫块347,以满足加工需求;所述精磨电机344底部的两端分别配合安装在第一调节垫块346和第二调节垫块347的安装平面上,在精磨电机344安装时,工作人员可以选择满足加工需求的第一调节垫块346和第二调节垫块347垫在侧面精磨机构340的精磨电机344与精磨移动座342之间,以便于加工不同的玻璃;另外,当安装平面为倾斜面时,所述第一调节垫块346的顶面高度低于第二调节垫块347的顶面高度,以适应安装要求。所述精磨电机344上穿插有穿过第一调节垫块346后与精磨移动座342螺纹连接的第二精磨安装螺栓、穿过第二调节垫块347后与精磨移动座342螺纹连接的第三精磨安装螺栓,第二精磨安装螺栓和第三精磨安装螺栓将精磨电机344固定安装在精磨移动座342上。
38.作为优选的实施方式,所述精磨调节导槽内设有滑动接触在精磨调节导块3421上的精磨锁边长块349,所述精磨锁边长块349的长度沿着精磨调节导槽的导向方向延伸,所述精磨锁边长块349滑动配合于精磨调节导块3421上,所述精磨移动座342的一侧上螺纹连
接有多个抵在精磨锁边长块349上的精磨压紧螺栓,多个精磨压紧螺栓沿着精磨移动座342的移动方向间隔排列设置,精磨压紧螺栓抵在精磨锁边长块349上以使精磨锁边长块349压紧锁住精磨调节导块3421,完全锁住精磨移动座342的位置,使精磨移动座342不易出现摆动现象,从而达到保障精磨质量的目的。
39.在上述结构中,所述精磨固定座341的一侧上设有多个连通精磨调节导槽的精磨调节锁孔3411,所述精磨压紧螺栓螺纹连接在精磨调节锁孔3411中,所述精磨压紧螺栓未在附图中显示。
40.在本实施例中,所述精磨锁边长块349上设有多个锁边配合凹槽3491,常态下,所述精磨压紧螺栓的螺杆端配合插入到锁边配合凹槽3491中,采用以上结构能够避免精磨压紧螺栓压坏精磨锁边长块349的表面,同时也能够避免精磨锁边长块349沿着精磨调节导槽的导向退出精磨调节导槽。
41.在本实施例中,所述精磨固定座341上设有两个第一精磨安装长孔3412和两个第二精磨安装长孔3413,两个第一精磨安装长孔3412之间、两个第二精磨安装长孔3413之间呈左右对称设置。第一精磨安装长孔3412的长度方向平行于精磨调节槽的长度方向,所述第二精磨安装长孔3413的长度方向相对于第一精磨安装长孔3412的长度方向倾斜设置,第一精磨安装长孔3412和第二精磨安装长孔3413中穿插有第一精磨安装螺栓,所述承载机座10上设有与第一精磨安装螺栓螺纹配合的第一精磨安装螺孔,从而通过第一精磨安装螺栓螺纹和第一精磨安装螺孔的配合将精磨固定座341固定在承载机座10上。
42.另外,为了便于调节侧面精磨机构340的安装角度,所述承载机座10上设有精磨调节轴101、两个分别位于精磨固定座341两侧上的精磨调节底座102,所述精磨调节轴101和两个精磨调节底座102呈三角形分布,所述精磨调节轴101为螺纹连接在承载机座10上的螺栓,所述精磨固定座341上设有供精磨调节轴101配合插入的精磨调节轴孔,所述精磨调节底座102上螺纹连接有精磨微调螺栓,所述精磨微调螺栓活动抵在精磨固定座341的侧面上,精磨微调螺栓未在附图中显示。需要调节侧面精磨机构340安装角度时,先松开第一精磨安装螺栓和精磨微调螺栓,然后转动其中一个精磨调节底座102的精磨微调螺栓,让该精磨调节底座102的精磨微调螺栓推动在精磨固定座341以精磨调节轴101为旋转中心转动调节位置,待调节到所需安装角度后,再将第一精磨安装螺栓和精磨微调螺栓拧紧。
43.作为优选的实施方式,所述侧面粗磨单元31包括四个沿着玻璃输送方向排列设置的侧面粗磨机构,所述侧面粗磨机构包括安装在承载机座10上的粗磨固定座311、导向连接在粗磨固定座311上的粗磨移动座312、安装在粗磨固定座311上的粗磨伸缩缸313、安装在粗磨移动座312上的粗磨电机314,所述粗磨伸缩缸313的伸缩端连接在粗磨移动座312上,从而带动粗磨移动座312移动靠近或远离玻璃。所述粗磨电机314的输出轴上安装有粗磨轮,所述粗磨电机314采用第三粗磨安装螺栓安装在粗磨移动座312上。
44.在本实施例中,所述粗磨伸缩缸313为气缸或液压缸,优选为气缸。另外,为了保证粗磨精度,所述粗磨固定座311与粗磨移动座312之间设有粗磨行程限制机构,粗磨行程限制机构用于控制粗磨进给量,所述粗磨行程限制机构包括限位导向轴315、行程限制螺母316、行程限制锁套317、行程固定锁套318,所述粗磨固定座311上设有与限位导向轴315导向配合的配合轴孔;所述限位导向轴315的两端分别设有第一螺纹段和第二螺纹段,所述第一螺纹段螺纹连接在粗磨移动座312上,所述行程限制螺母316螺纹套装在第一螺纹段上并
抵在粗磨移动座312上,从而使限位导向轴315与粗磨移动座312固定连接;所述行程限制锁套317的一端滑动套装在限位导向轴315外,另一端螺纹套装在第二螺纹段上,所述行程限制锁套317能够活动抵在粗磨固定座311上,从而限制粗磨移动座312靠近玻璃的行程;所述行程固定锁套318螺纹套装在第二螺纹段上并抵在行程限制锁套317上,从而加强行程限制锁套317的安装质量。
45.在本实施例中,所述粗磨固定座311上设有两个第一粗磨安装长孔3111和两个第二粗磨安装长孔3112,两个第一粗磨安装长孔3111之间、两个第二粗磨安装长孔3112之间呈左右对称设置,第一粗磨安装长孔3111的长度方向平行于粗磨调节槽的长度方向,所述第二粗磨安装长孔3112的长度方向相对于第一粗磨安装长孔3111的长度方向倾斜设置,所述第一粗磨安装长孔3111和第二粗磨安装长孔3112中均穿插有第一粗磨安装螺栓,所述承载机座10设有与第一粗磨安装螺栓螺纹配合的第一粗磨安装螺孔,从而将通过第一粗磨安装螺栓与第一粗磨安装螺孔的配合将侧面粗磨机构的粗磨固定座311固定在承载机座10上。
46.另外,为了便于调节侧面粗磨机构的安装角度,所述承载机座10上设有粗磨调节轴103、两个分别位于粗磨固定座311两侧上的粗磨调节底座104,所述粗磨调节轴103和两个粗磨调节底座104呈三角形分布,所述粗磨调节轴103为螺纹连接在承载机座10上的螺栓,所述粗磨固定座311上设有供粗磨调节轴103配合插入的粗磨调节轴孔,所述粗磨调节底座104上螺纹连接有粗磨微调螺栓,所述粗磨微调螺栓活动抵在粗磨固定座311的侧面上。需要调节侧面粗磨机构安装角度时,先松开第一粗磨安装螺栓和粗磨微调螺栓,然后转动其中一个粗磨调节底座104的粗磨微调螺栓,让该粗磨调节底座104的粗磨微调螺栓推动在粗磨固定座311以粗磨调节轴103为旋转中心转动调节位置,待调节到所需安装角度后,再将第一粗磨安装螺栓和粗磨微调螺栓拧紧。
47.作为优选的实施方式,所述上斜角磨削单元32包括上磨边座321、安装在上磨边座321上的上斜角粗磨机构322、上斜角精磨机构323,所述上磨边座321通过上磨边升降机构324安装在承载机座10上,所述上磨边座321在上磨边升降机构324的作用下可以升降移动,以便于上斜角粗磨机构322、上斜角精磨机构323对不同厚度的玻璃进行磨棱角加工。
48.在本实施例中,所述上斜角粗磨机构322、上斜角精磨机构323沿着玻璃输送方向依次排列设置,其中,所述上斜角粗磨机构322与侧面粗磨机构的结构相同,上斜角粗磨机构322的粗磨固定座311安装在上磨边座321上;所述上斜角精磨机构323与侧面精磨机构340的结构相同,上斜角精磨机构323的精磨固定座341安装在上磨边座321上。同时,所述上磨边座321上设有第一粗磨安装螺孔和第一精磨安装螺孔,所述上磨边座321上设有精磨调节轴101、两个分别位于精磨固定座341两侧上的精磨调节底座102、粗磨调节轴103、两个分别位于粗磨固定座311两侧上的粗磨调节底座104,以便于调节上斜角粗磨机构322和上斜角精磨机构323的安装角度,上斜角粗磨机构322和上斜角精磨机构323的安装角度调节方法可以参照侧面粗磨机构和侧面精磨机构340的调节方法。
49.在本实施例中,所述上磨边升降机构324包括安装在承载机座10上的上磨边升降底座、设于上磨边升降底座上的升降电机单元,所述上磨边座321通过升降导向结构导向连接在上磨边升降底座上,所述升降电机单元由上磨边升降电机和上磨边升降减速箱组成,所述升降电机单元的动作输出端上连接有升降螺杆,所述上磨边座321上设有螺纹套装在
升降螺杆上的升降螺纹座,升降电机单元带动升降螺杆旋转,使上磨边座321上下移动调节位置;所述升降导向结构包括设于上磨边升降底座的升降导槽和设于上磨边座321上的升降导块。
50.作为优选的实施方式,所述下斜角磨削单元33包括安装在承载机座10上的下磨边座331、安装在下磨边座331上的下斜角粗磨机构332、下斜角精磨机构333,下斜角粗磨机构332、下斜角精磨机构333沿着玻璃输送方向依次排列设置,所述下斜角粗磨机构332、下斜角精磨机构333为现有技术,其中,所述下斜角粗磨机构332与侧面粗磨机构的工作原理基本相同,所述下斜角精磨机构333与侧面精磨机构340的工作原理基本相同,区别在于:下斜角粗磨机构332的粗磨电机通过粗磨传动皮带传动连接有粗磨轮,下斜角精磨机构333的精磨电机通过精磨传动皮带传动连接精磨轮。
51.作为优选的实施方式,所述第一磨边装置2的承载机座10固定安装在设备机台1上,所述第二磨边装置3的承载机座10滑动安装在设备机台1上,所述设备机台1上设有加工间距调节机构4,所述加工间距调节机构4用于连接带动第二磨边装置3相对于第一磨边装置2移动调节位置,以使卧式玻璃磨边设备可以适应不同规格的玻璃。所述设备机台1上滑动安装有位第一磨边装置2和第二磨边装置3之间的中部输送架5, 所述中部输送架5上设有支撑高度可调节的滑轮支撑单元6,滑轮支撑单元6用于支撑玻璃;所述设备机台1上设有带动中部输送架5跟随第二磨边装置3的承载机座10同步移动的配合联动机构7,所述配合联动机构7与第二磨边装置3的承载机座10连接,所述配合联动机构7的动作输出端与所述第二磨边装置3的承载机座10的第一滑动座31固定连接,从而带动中部输送架5跟随第二磨边装置3的承载机座10同步移动。
52.作为优选的实施方式,所述设备机台1的前后两端均设有固定侧梁,所述第一磨边装置2的承载机座10的底部上设有两个分别固定安装在固定侧梁上的第一固定座21;所述第二磨边装置3的承载机座10的底部设有两个分别导向滑动连接在两个固定侧梁上的第一滑动座31。进一步的,所述固定侧梁的顶部设有直线安装导轨,所述第一滑动座31上设有导向连接在直线安装导轨上的第一安装滑块,所述中部输送架5上设有导向连接在直线安装导轨上的第二安装滑块。
53.作为优选的实施方式,所述滑轮支撑单元6包括设于中部输送架5上的两个滑轮高度调节结构、设于两个滑轮高度调节结构顶部的顶部承托梁61、转动安装在顶部承托梁61上的多个承托滑轮62,承托滑轮62用于滑动支撑玻璃;所述滑轮高度调节结构包括固设在中部输送架5顶部的安装轴套63、固设在顶部承托梁61底部的螺孔配合座64、位于安装轴套63与螺孔配合座64之间的支撑调节轴65,所述支撑调节轴65的下端设有插装配合在安装轴套63内的插装轴段,上端设有螺纹连接在螺孔配合座64的螺孔中的螺纹调节段,工作人员可以通过转动支撑调节轴65,使支撑调节轴65的螺纹调节段旋入或旋出螺孔配合座64的螺孔中,从而调节承托滑轮62的高度位置。
54.作为优选的实施方式,所述加工间距调节机构4包括间距调节电机41、调节同步轴42、两根调节丝杆43、第一减速箱44和第二减速箱45,两根调节丝杆43分别通过安装轴承座可转动地安装在两根固定侧梁的顶部上,每根调节丝杆43上螺纹配合有一个安装在第一滑动座31上的丝杆配合座,从而当调节丝杆43转动时,带动第一滑动座31上的第二磨边装置3移动;第一减速箱44和第二减速箱45分别安装在两个固定侧梁的端部上,两根调节丝杆43
分别与第一减速箱44和第二减速箱45传动连接,所述间距调节电机41安装在第一减速箱44上并与第一减速箱44传动连接;所述调节同步轴42的两端分别与第一减速箱44和第二减速箱45传动连接,所述间距调节电机41通过调节同步轴42、第一减速箱44和第二减速箱45组成的传动系统同时向两根调节丝杆43输入旋转动力,带动两根调节丝杆43同步转动,让两个第一滑动座31进行同步移动,实现第二磨边装置3的位置调节。
55.作为优选的实施方式,所述配合联动机构7包括第二同步传动轴71、联动环形带72、两个同步控制结构,所述第二同步传动轴71分别转动安装在两根固定侧梁上,所述第二同步传动轴71上设有第一联动轮,其中一根固定侧梁上设有第二联动轮,所述联动环形带72套装在第一联动轮和第二联动轮上,其中一个第一滑动座31上设有第一联动夹具73,所述第一联动夹具73夹装在联动环形带72上。两个同步控制结构分别设于两个固定侧梁的外侧上,所述同步控制结构包括设置在固定侧梁上的第一同步轮、安装在第二同步传动轴71上的第二同步轮、套装在第一同步轮和第二同步轮上的同步环形带74,所述中心托架的底部设有两个第二联动夹具75,两个第二联动夹具75分别夹装在两个同步控制结构的同步环形带74上。
56.在第二磨边装置3的承载机座10移动时,联动环形带72带动带动第二同步传动轴71发生旋转,让第二同步传动轴71上的第二同步轮同步带动同步环形带74动作,同步环形带74在第二联动夹具75的作用下,带动中部输送架5同步移动,从而让中部输送架5跟随第二磨边装置3的承载机座10同步移动调节位置。
57.一种玻璃磨边工艺,该玻璃磨边工艺采用以上技术方案提供的卧式玻璃磨边设备实施,该玻璃磨边工艺包括以下步骤:
58.步骤1,先根据玻璃的宽度大小,调节第一磨边装置2和第二磨边装置3之间的距离;再根据玻璃的厚度大小,调节玻璃输送机构201与玻璃压紧机构202之间的距离,以便于输送玻璃;接着根据玻璃的厚度大小,调节上斜角磨削单元32的磨削高度;然后再根据玻璃的精磨加工需求,调节侧面精磨单元34的切削角度;
59.步骤2,根据玻璃的磨边加工要求调节侧面粗磨单元31、上斜角磨削单元32、下斜角磨削单元33和侧面精磨单元34的磨削进给量;
60.步骤3,在调节完成后,将玻璃放置于玻璃输送机构201上表面,利用玻璃输送机构201将玻璃向后方输送,然后移入玻璃输送机构201与玻璃压紧机构202之间,通过玻璃输送机构201与玻璃压紧机构202之间的摩擦继续向后传送玻璃;
61.步骤3,侧面粗磨单元31先对玻璃的侧面进行粗磨,从而尽可能的磨掉玻璃侧面上的毛刺;
62.步骤4,玻璃从上斜角磨削单元32位置经过,在玻璃经过的过程中,上斜角磨削单元32先利用上斜角粗磨机构322对玻璃上部的棱角进行粗磨,然后再利用上斜角精磨机构323对玻璃上部的棱角进行精磨,完成玻璃上部棱角的磨边加工;
63.步骤5,玻璃从下斜角磨削单元33位置经过,在玻璃经过的过程中,下斜角磨削单元33先利用下斜角粗磨机构332对玻璃下部的棱角进行粗磨,然后再利用下斜角精磨机构333对玻璃下部的棱角进行精磨,完成玻璃下部棱角的磨边加工;
64.步骤6,在完成对玻璃下部棱角的精磨后,侧面精磨机构340对玻璃的侧面进行精磨,然后被玻璃输送机构201送出,完成玻璃的所有磨削加工。
65.以上所述仅为本实用新型的优选实施方式,只要以基本相同手段实现本实用新型目的的技术方案都属于本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。