一种铝合金磁场辅助cmt电弧增材制造装置及方法
技术领域
1.本发明涉及一种铝合金磁场辅助cmt电弧增材制造装置及方法,属于增材制造技术领域。
背景技术:
2.近年来,随着航空航天、轨道交通等领域的快速发展,传统的制造方式已经不能满足大型结构件及复杂的零件的快速制造要求,增材制造技术作为一种新型的制造技术,能够实现复杂零件的快速制造。冷金属过渡技术(cold metal transfer,cmt)是一种以熔滴短路过渡为基础的改进型熔化极气体保护焊,与传统短路过渡相比,在短路阶段电流非常小,减少焊接热输入,消除因电流密度过大而产生的飞溅,提高丝材利用率。
3.铝合金具有轻质、易加工、良好的流动性、良好的焊接性、良好的导电性等特点,广泛应用于工业领域。铝合金在增材制造过程中有很多难点,如成形表面质量差、成形组织中会形成气孔、偏析和裂纹等缺陷。而在电弧增材制造过程中引入纵向磁场,可以使电弧发生旋转,使带电的金属液滴产生洛伦兹力,改变熔池的流动情况,从而改变熔池结晶,细化晶粒,提高构件的力学性能。此外,铝合金的流动性非常好,导致焊缝的厚度较小,这在增材制造过程中需要更多焊丝达到更高的高度,因此,亟需开发铝合金电弧增材制造装置和方法来提高增材制造质量与高度。
技术实现要素:
4.本发明要解决的技术问题,就是针对现有技术所存在的不足,而提供一种铝合金磁场辅助cmt电弧增材制造装置及方法,本发明可以搅拌熔池,使增材制造的金属构件的组织晶粒更加细化,力学性能更好,同时可以有效地减少金属壁中的气孔,并有效地提高了焊丝的利用率。
5.本方案是通过如下技术措施来实现的:一种铝合金磁场辅助cmt电弧增材制造装置,它包括:
6.伸缩架,对称设置有两个,两个伸缩架的相对端可拆卸固连,两伸缩架连接后形成龙门支架,焊枪的套筒贯穿固定在龙门支架的中部;
7.主线圈,主线圈的上端可拆卸固连在套筒的底部,主线圈通电后产生纵向磁场,纵向磁场产生的洛伦兹力作用于熔滴和熔池;
8.副线圈,设置有两个,两个副线圈分别固定安装在两个伸缩架的相背端,当伸缩架处于最大长度时,两个副线圈的高度位置与电弧的高度位置对应,两个副线圈接相反的电流,产生相反的磁场,产生两个朝向电弧的力,两个相反的力使电弧收缩变成椭圆型,横向电弧变窄使焊丝在横向的熔化量减少而向高度上堆叠,使层高得到增长。
9.优选的,所述主线圈的最低端与套筒的底部出口处平齐或高于套筒的底部出口处。
10.优选的,所述主线圈包括电磁铁芯、电磁漆包线圈和外骨架,所述电磁铁芯为筒状
铁芯,所述外骨架套装固定在电磁铁芯的外侧,所述电磁漆包线圈缠绕在外骨架上;所述外骨架的顶部沿其周向中心对称固连有多个与套筒形状相适应的弧形固定圈,相邻两弧形固定圈的相对端之间留有间距,且相邻两弧形固定圈的相对端外侧分别固连有耳板,两耳板通过螺栓组件固定连接。
11.优选的,所述电磁铁芯为dt4c纯铁制成,所述电磁漆包线圈的线芯材质为铜裸线、外层绝缘材质为聚酯漆包线,所述外骨架为pps制成的耐高温塑料骨架;伸缩架为铝合金架。
12.优选的,所述副线圈的结构与主线圈的结构相同,所述副线圈的尺寸小于主线圈的尺寸。
13.优选的,所述伸缩架包括顶座、前后两滑动支架以及开口相对的前后两u形支架,两个伸缩架中两顶座的相对端分别一体成型有连接耳板,两顶座的连接耳板通过螺栓组件可拆卸固连,且两顶座的相对端分别开设有与套筒形状相适应的半圆形凹槽,两滑动支架的上端分别与顶座中远离套筒一端底部的前后两端固连,两滑动支架的下端分别与两u形支架滑动连接,且滑动支架和u形支架上沿两者的长度方向分别开设有多个螺孔,所述u形支架中最上方的螺孔和滑动支架上对应的螺孔内螺纹连接有螺栓,所述螺栓伸出滑动支架的一端螺纹连接有锁紧螺母;两u形支架相对侧的底部分别一体成型有方形架,所述副线圈的两端分别套装固定在两方形架上。
14.本发明还提供了一种基于上述铝合金磁场辅助cmt电弧增材制造装置的铝合金磁场辅助cmt电弧增材制造方法,它包括如下步骤:
15.(1)根据焊枪的套筒尺寸,调节主线圈上端的弧形固定圈,使弧形固定圈套装固定在焊枪的套筒上;
16.(2)将两个副线圈分别固定在两个伸缩架的下端,将两个伸缩架调节到最短,同时选择基板的放置位置,在放置基板前,利用角磨机除锈钢丝刷将基板上的氧化层清除;
17.(3)用工装夹具固定基板,同时调节伸缩架的长度,使副线圈可以作用到电弧,同时对基板做前处理工作;
18.(4)测试成形件的性能,确定成形参数:通过多次的预实验,调节电弧电流、电压、焊接速度、送丝速度以及主线圈和副线圈的励磁电流;
19.(5)在成形过程中,每一层焊缝成形完毕,预留出一定的停留时间,利用钢刷去除刚成形的焊缝上的氧化膜,然后再进行下一层焊缝的焊接。
20.优选的,所述电弧电流为80-140a,所述电弧电压范围为10.5-12.7v,所述焊接速度为0.3-0.7m/min,所述送丝速度为4-7m/min,所述主线圈和副线圈的励磁电流为1-6a并采用交流电流。
21.优选的,所述步骤(3)中的前处理工作为对除锈后的基板进行超声波清洗机清洗,乙醇风干,然后利用喷火枪对基板进行预热,使前两层焊缝成形的温度提高。
22.优选的,所述步骤(5)中的停留时间为0.5-5min。
23.本发明的有益效果:本发明的铝合金磁场辅助cmt电弧增材制造装置及方法中,通过主线圈的纵向磁场产生的洛伦兹力对熔滴以及熔池的影响,使增材制造的金属构件的组织晶粒更加细化,力学性能更好,同时可以有效地减少金属壁中的气孔;此外两个副线圈接相反的电流,产生方向相反的磁场,产生两个朝向电弧的力,两个相反的力使电弧变窄收缩
变成椭圆型,横向电弧变窄,使焊丝在横向的熔化量减少,横向金属流淌变少,而向高度上堆叠,使层高得到增长,对于流动性较好的金属,由于堆叠越高,熔宽增加,高度会下降,所以副线圈的增加可以有效地提高焊丝的利用率。由此可见,本发明与现有技术相比,具有突出的实质性特点和显著的进步,其实施的有益效果也是显而易见的。
附图说明
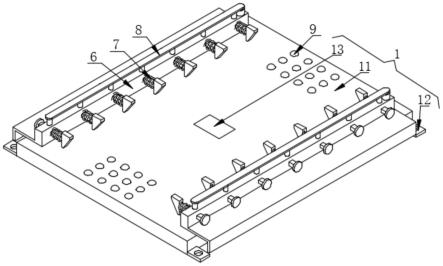
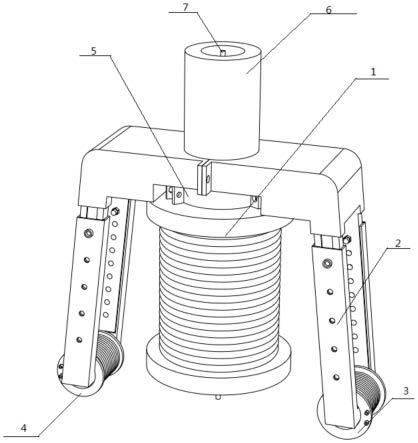
24.图1为本发明中铝合金磁场辅助cmt电弧增材制造装置的结构示意图。
25.图2为主线圈与套筒的连接结构示意图一。
26.图3为主线圈与套筒的连接结构示意图二。
27.图4为副线圈与伸缩架的连接结构示意图。
28.图5为主线圈的内部结构图一。
29.图6为主线圈的内部结构图二。
30.图7为主线圈的作用示意图一。
31.图8为主线圈的作用示意图二。
32.图9为副线圈的作用示意图一。
33.图10为副线圈的作用示意图二。
34.图中,1-主线圈,2-伸缩架,3-副线圈,4-副线圈,5-弧形固定圈,6-套筒,7-焊丝,8-主线圈接线口,9-螺纹孔,10-电磁漆包线圈,11-螺栓,12-副线圈固定螺孔,13-副线圈接线口,14-螺孔,15-电磁铁芯,16-外骨架,17-电弧,18-基板,19-顶座,20-滑动支架,21-u形支架。
具体实施方式
35.为能清楚说明本方案的技术特点,下面通过具体实施方式,并结合其附图,对本方案进行阐述。
36.一种铝合金磁场辅助cmt电弧增材制造装置,它包括:
37.伸缩架2,伸缩架2为铝合金架并对称设置有两个,铝合金架质轻,可以避免重量过大导致设备安装稳定性下降的问题,两个伸缩架2的相对端可拆卸固连,两伸缩架2连接后形成龙门支架,焊枪的套筒6贯穿固定在龙门支架的中部;
38.主线圈1,主线圈1的上端可拆卸固连在套筒6的底部,如图2所示,所述主线圈1的最低端与套筒6的底部出口处平齐或高于套筒6的底部出口处,避免成形时电弧17对设备造成烧损,主线圈1通电后产生纵向磁场,纵向磁场产生的洛伦兹力作用于熔滴和熔池;
39.副线圈,设置有两个,分别为副线圈3和副线圈4,副线圈3和副线圈4分别固定安装在两个伸缩架2的相背端。根据电弧的作用位置调节副线圈3和副线圈4的位置,通过调节伸缩架2的长度来调节副线圈3和副线圈4的位置,如图10所示,当伸缩架2处于最大长度时,副线圈3和副线圈4的高度位置与电弧17的高度位置对应。副线圈3和副线圈4接相反的电流,产生相反的磁场,产生两个朝向电弧的力,两个相反的力使电弧17收缩变成椭圆型,横向电弧17变窄使焊丝7在横向的熔化量减少而向高度上堆叠,使层高得到增长。
40.其中,所述主线圈1包括电磁铁芯15、电磁漆包线圈10和外骨架16,所述电磁铁芯15为筒状铁芯,所述外骨架16套装固定在电磁铁芯15的外侧,所述电磁漆包线圈10缠绕在
外骨架16上。所述电磁铁芯15为dt4c纯铁制成,dt4c纯铁材料矫顽力低,磁通量高,饱和磁化强度高,性价比高。所述电磁漆包线圈10的线芯材质为铜裸线、外层绝缘材质为聚酯漆包线,所述外骨架16为pps制成的耐高温塑料骨架;所述外骨架16的顶部沿其周向中心对称固连有多个与套筒6形状相适应的弧形固定圈5,相邻两弧形固定圈5的相对端之间留有间距,且相邻两弧形固定圈5的相对端外侧分别固连有耳板,两耳板通过螺栓组件固定连接,弧形固定圈5上开设有与螺栓组件螺纹连接的螺纹孔9。
41.所述主线圈1的作用,在cmt机器工作的过程中,纵向磁场如图7所示,与电弧17中的粒子相互作用产生洛伦兹力,使电弧发生旋转现象,增加了对焊缝的预热面积,使焊丝7的融化量更多,更好的利用线材,同时洛伦兹力还会使伸长的焊丝7底端的熔滴旋转,使焊缝的铺展向四周扩散,增加熔宽。此外根据洛仑兹力的判断,由于磁场强度分量和电流分量共同的作用,如图8所示,在熔池中产生旋转的力,b为磁场,方向垂直于基板18,i为电流,箭头为方向,同时采用交流电流,在熔池中产生周期性相反方向旋转的力,从而搅拌熔池,细化晶粒,使组织的力学性能更强。
42.所述副线圈3和副线圈4的结构与主线圈1的结构相同,所述副线圈3和副线圈4的尺寸小于主线圈1的尺寸。副线圈3和副线圈4接上相反的电流,产生相反方向的磁场,由于电弧17电流向下,根据左手定则,产生两个朝向电弧17的力,使电弧17产生收缩,变成椭圆型,由于电弧17在两侧方向收缩,使焊丝7在这两个方向的熔化量减少,向高度方向堆叠,使层高得到增长,需要注意的是,即使对基板18有预热的步骤,副线圈3和副线圈4最佳使用时间是在堆叠前几层后再调节使用,因为前几层的温度相对较低,焊缝的铺展性较差,此时使用副线圈3和副线圈4,会导致熔宽更窄,使最后整个金属壁上下性能不统一。
43.所述伸缩架2包括顶座19、前后两滑动支架20以及开口相对的前后两u形支架21,两个伸缩架2中两顶座19的相对端分别一体成型有连接耳板,两顶座19的连接耳板通过螺栓组件可拆卸固连,且两顶座19的相对端分别开设有与套筒形状相适应的半圆形凹槽,两滑动支架20的上端分别与顶座19中远离套筒6一端底部的前后两端固连,两滑动支架20的下端分别与两u形支架21滑动连接,且滑动支架20和u形支架21上沿两者的长度方向分别开设有多个螺孔14,所述u形支架21中最上方的螺孔14和滑动支架20上对应的螺孔14内螺纹连接有螺栓11,所述螺栓11伸出滑动支架20的一端螺纹连接有锁紧螺母,u形支架21和滑动支架20的相对位置调节到位后,可利用螺栓11和锁紧螺母将u形支架21和滑动支架20的相对位置进行固定,两u形支架21相对侧的底部分别一体成型有方形架,所述副线圈3和副线圈4的两端分别套装固定在两方形架上。
44.本发明还提供了一种基于上述铝合金磁场辅助cmt电弧增材制造装置的铝合金磁场辅助cmt电弧增材制造方法,它包括如下步骤:
45.(1)根据焊枪的套筒6的长度尺寸,调节主线圈1上端的弧形固定圈5的位置,通过穿插螺栓组件中的螺杆到弧形固定圈5的螺丝孔9,然后拧紧螺栓组件中的螺母,使弧形固定圈5套装固定在焊枪的套筒6上;
46.(2)将副线圈3和副线圈4分别固定在两个伸缩架2的下端,将两个伸缩架2调节到最短,同时选择基板18的放置位置,在放置基板18前,利用角磨机除锈钢丝刷将基板18上的氧化层清除;
47.(3)用工装夹具固定基板18,同时调节伸缩架2的长度,使副线圈3和副线圈4可以
作用到电弧17,同时对基板18做前处理工作,前处理工作具体为:对除锈后的基板18进行超声波清洗机清洗,乙醇风干,然后利用喷火枪对基板18进行预热,使前两层焊缝成形的温度提高,避免温度较低使金属铺展不开而造成构件金属壁上宽下窄;
48.(4)测试成形件的性能,确定成形参数:通过多次的预实验,调节电弧17的电流、电压、焊接速度、送丝速度以及主线圈1、副线圈3和副线圈4的励磁电流;所述电弧17的电流为80-140a,所述电弧17的电压范围为10.5-12.7v,所述焊接速度为0.3-0.7m/min,所述送丝速度为4-7m/min,所述主线圈1、副线圈3和副线圈4的励磁电流为1-6a并采用交流电流;
49.(5)在成形过程中,每一层焊缝成形完毕,预留出一定的停留时间,停留时间为0.5-5min,利用钢刷去除刚成形的焊缝上的氧化膜,然后再进行下一层焊缝的焊接;所述停留时间有两个作用,一是为金属提供足够的冷却时间,避免热量累积出现金属流淌现象,破坏成形;二是给予足够的时间除去刚成形的焊缝上的氧化层,保证成形的质量。
50.本发明中未经描述的技术特征可以通过现有技术实现,在此不再赘述。本发明并不仅限于上述具体实施方式,本领域普通技术人员在本发明的实质范围内做出的变化、改型、添加或替换,也应属于本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。