1.本实用新型属于螺丝拆装设备技术领域,尤其是涉及一种自动拆螺丝机。
背景技术:
2.在目前的手机壳加工生产线中,弹片等零件为了提高加工效率,往往会进行临时装夹固定,而在经过工序加工后,需要进行固定螺丝的拆卸,由于机械手定位成本较高,一般都会采用人工进行螺丝的拆卸,显然,这样生产效率很低,长期作业工作人员也会视觉疲劳,造成较大的身心负担,影响工作人员的身心健康。
技术实现要素:
3.本实用新型为了克服现有技术的不足,提供一种生产效率高、降低对工作人员的身心负担的自动拆螺丝机。
4.为了实现上述目的,本实用新型采用以下技术方案:一种自动拆螺丝机,包括机架、用于输送产品主体的输送装置、用于拆卸螺丝的拆螺丝装置及用于拆卸弹片的拆料装置,所述输送装置包括安装于所述机架上的输送线、安装于所述输送线上的载具及用于抬升产品主体至锁螺丝装置对应位置的抬升组件,所述拆螺丝装置包括固接于所述机架上的支架、用于拧转螺丝的起子头、用于驱动起子头转动的驱动组件及用于定位产品主体的定位组件,所述驱动组件包括安装于所述支架顶部的齿轮箱、转动安装于所述齿轮箱内的中心齿轮、转动安装于所述齿轮箱内的行星齿轮及用于驱动中心齿轮与行星齿轮转动的电机,所述行星齿轮与所述中心齿轮啮合且绕所述中心齿轮的圆周方向上间隔设置有多个,所述行星齿轮的齿轮轴通过连接件与起子头传动连接,所述电机的输出轴与一个行星齿轮固接。
5.优选的,所述连接件为连接杆,其两端分别通过万向节与行星齿轮的齿轮轴以及起子头铰接。
6.优选的,所述连接件为伸缩杆组,所述支架上安装有第一直线模组,所述第一直线模组的滑块上固接有限位台,所述起子头的一端分别同时固接于所述限位台上。
7.优选的,所述定位组件包括安装于所述输送线上方的定位板和固接于所述定位板底部的定位柱,所述定位板罩设于工件主体上方,其上开设有多个容许起子头通过的通道孔。
8.优选的,还包括用于在指定位置阻挡载具前进的阻挡组件,所述阻挡组件包括安装于所述输送线一侧的行程开关和安装于所述输送线下方的阻挡气缸,所述载具朝向前进方向一侧开设有阻挡槽,所述阻挡气缸可抵接于阻挡槽内。
9.优选的,所述抬升组件包括安装所述输送线下方的抬升架、安装于所述抬升架上的抬升气缸及安装于所述抬升气缸的输出端上的抬升台,所述载具底部开设有容许抬升台通过的通道孔,所述抬升台上固接有多个用于限位产品主体位置的限位柱。
10.优选的,所述载具板上固接有多个用于限止产品主体移动的限位台。
11.优选的,所述拆料装置包括安装于定位组件两侧的拆料气缸、安装于所述拆料气缸的输出端上的气动夹爪及用于弹片出料的出料组件。
12.优选的,所述出料组件包括安装于所述拆料气缸一侧的出料轨道、位于所述出料轨道内的推料板及用于推料板移动的推料气缸,所述推料板连接于所述推料气缸的输出端上。
13.优选的,还包括安装于所述输送线下方的旋转顶升装置,所述拆螺丝装置和拆料装置沿输送线的输送方向上设有两组,且分别分布于旋转顶升装置的前后两侧,所述旋转顶升装置包括安装所述输送线下方的顶升架、安装于所述顶升架上的顶升气缸、安装于所述顶升气缸的输出端上的顶升台、安装于所述顶升台上的旋转气缸及安装于所述旋转气缸的活动端上的旋转台,所述旋转台上固接有多个用于限位产品主体的限位柱。
14.综上所述,本实用新型具有以下优点:通过输送装置、拆螺丝装置及拆料装置,自动定位进料,并自动进行螺丝的外拧拆卸,无需过多的人工干预,有效进行快速定位拆卸,保证加工效率,降低工作人员的视觉疲劳度和劳动强度。
附图说明
15.图1为本实用新型的结构示意图。
16.图2为图1中a处的局部放大图。
17.图3为本实用新型的部分结构示意图。
18.图4为输送装置处的部分结构示意图。
19.图5为抬升组件的结构示意图。
20.图6为旋转抬升装置的结构示意图。
21.图7为拆料装置处的部分结构示意图。
22.图8为拆螺丝装置的部分结构示意图。
23.附图标记为:1、机架;21、输送线;22、载具;221、挡台;222、阻挡槽;231、感应开关;232、阻挡气缸;241、抬升架;242、抬升气缸;243、抬升台;244、抬升限位柱;31、支架;32、起子头;33、第一直线模组;34、限位台;351、齿轮箱;352、中心齿轮;353、行星齿轮;354、电机;36、连接件;37、万向节;38、定位板;39、通道孔;41、拆料气缸;42、气动夹爪;43、出料轨道;44、推料板;45、推料气缸;51、顶升架;52、顶升气缸;53、顶升台;54、旋转气缸;55、旋转台;6、产品主体;7、弹片。
具体实施方式
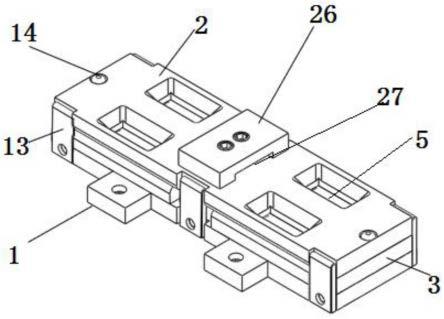
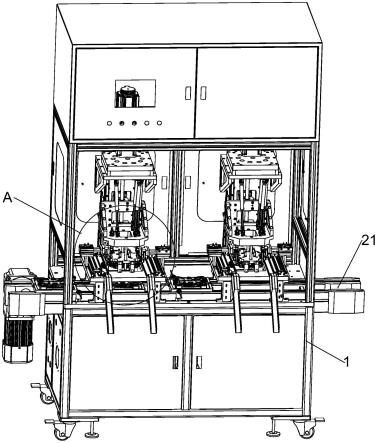
24.如图1-8所示,一种自动拆螺丝机,包括机架1、输送装置、拆螺丝装置、拆料装置及旋转顶升装置,所述输送装置安装于所述机架1上,其包括输送线21、载具22、阻挡组件及抬升组件,所述输送线21为倍速链输送线21,其安装于所述机架1上且所述载具22滑接于所述倍速链输送线21上;所述载具22用于在输送线21的作用下运载产品主体6至指定位置,其上固接有多个挡台221,以用于限制产品主体6移动。
25.进一步的,所述输送线21底部沿输送方向间隔设有多个阻挡组件,所述阻挡组件包括感应开关231和阻挡气缸232,所述感应开关231固接于所述机架1上,以用于检测载具22的位置,其可为红外传感器;所述阻挡气缸232安装于所述机架1上且位于所述输送线21
下方,所述载具22朝向前进方向的一侧开设有阻挡槽222,当载具22在输送线21的作用下移动至指定位置时,感应开关231触发,所述阻挡气缸232的输出轴上升,其输出轴可插入阻挡槽222内且抵接于阻挡槽222槽壁上,以阻挡载具22继续前进。
26.进一步的,所述抬升组件固接于所述机架1上且位于所述拆螺丝装置的下方,其包括抬升架241、抬升气缸242及抬升台243,所述抬升架241位于所述输送线21的下方,其上固接有所述抬升气缸242,所述抬升气缸242的输出端上固接有抬升台243,所述抬升台243上固接有多个抬升限位柱244,所述抬升限位柱244可对应插设于产品主体6的工艺孔内,以定位限制产品主体6移动;所述载具22底部开设有容许抬升台243通过的通道孔39,所述抬升气缸242可驱动抬升台243穿过通道孔39并将产品主体6抬升至指定高度。
27.进一步的,所述拆螺丝装置和拆料装置沿输送线21的输送方向上设有两组,且分别分布于旋转顶升装置的前后两侧,所述旋转顶升装置用于旋转产品主体6
°
后以再次进行弹片7的安装和螺丝固定,所述顶升装置包括顶升架51、顶升气缸52、顶升台53、旋转气缸54及旋转台55,所述顶升架51安装于机架1上且位于所述输送线21的下方,其上安装于所述顶升气缸52,所述顶升气缸52的输出端上固接有所述顶升台53,所述顶升台53上固接有旋转气缸54,所述旋转气缸54的输出端上固接有旋转台55,所述旋转台55上固接有用于旋转时限制产品主体6移动的旋转限位柱;当运载工件经过第一组拆螺丝装置和拆料装置后需要旋转工件时,顶升气缸52顶起产品主体6并通过旋转气缸54将产品主体6旋转90
°
,以便后续对产品主体6的另两侧进行螺丝的拆卸。
28.具体的,所述拆螺丝装置用于反向拧转螺丝进行螺丝拆卸,其包括支架31、起子头32、驱动组件及定位组件,所述支架31安装于所述机架1上,其上安装有第一直线模组33,所述第一直线模组33为滚珠丝杆型直线模组,其滑块上安装有限位台34,所述限位台34上转动安装有多个起子头32;所述驱动组件包括齿轮箱351、中心齿轮352、行星齿轮353及电机354,所述齿轮箱351安装于所述支架31的顶部,其内转动安装有一个中心齿轮352和多个行星齿轮353,所述行星齿轮353与所述中心齿轮352啮合且绕所述中心齿轮352的圆周方向上间隔设置有多个,所述行星齿轮353的齿轮轴通过连接件36与起子头32传动连接,所述电机354安装于所述齿轮箱351上且其输出轴与一个行星齿轮353固接。
29.进一步的,所述连接件36为伸缩杆组,其两端分别通过万向节37铰接于行星齿轮353的转动轴上和起子头32的尾端。
30.进一步的,所述定位组件用于定位产品主体6的加工工位,其包括定位板38和定位柱,所述定位板38固接于机架1上,所述定位板38的底部固接有多个定位柱,当产品主体6在抬升台243的抬升下上升至指定高度时,定位板38罩设于产品主体6上方,所述定位柱可插设于产品主体6上的对应的工艺孔内,以在螺丝拧转时辅助限位产品的位置;所述定位板38上还开设有多个容许起子头32通过的通道孔39。
31.具体的,所述拆料装置包括拆料气缸41、气动夹爪42及出料组件,所述定位板38的两侧各设置有一个推料气缸45,所述推料气缸45固接于所述机架1上,其输出端固接有所述气动夹爪42,以用于在拆螺丝后将弹片7进行夹持拆卸。
32.进一步的,所述出料组件包括出料轨道43、推料板44及推料气缸45,所述出料轨道43固接于所述机架1上且位于所述气动夹爪42下方,所述推料板44连接于所述推料气缸45的输出端上,所述推料气缸45安装于机架1上且位于所述出料轨道43一侧,所述推料板44配
合插设于所述出料轨道43内且可沿出料轨道43移动,以将弹片7沿出料轨道43推出。
33.本实用新型的具体实施过程如下:在输送线21的输送下,载具22载着产品主体6和弹片7的组合件向前输送至指定位置,感应开关231感应到载具22位置,阻挡气缸232上升以限制载具22前进,抬升气缸242向上顶起组合件至定位板38下方,第一直线模组33控制起子头32下降,驱动组件驱动起子头32转动进行拆螺丝工作;当完成螺丝拆卸后,气动夹爪42夹持弹片7并运纸出料轨道43,推料板44将弹片7推出,然后抬升台243下降,载具22继续向前输送至一定位置,再次通过阻挡气缸232阻挡,顶升气缸52顶起组合件并通过旋转气缸54将组合件旋转90
°
,顶升气缸52下降后,载具22继续向前输送至指定位置,重复进行螺丝锁紧工作。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。