1.本发明涉及冷轧技术领域,具体涉及一种冷轧工作辊及其制备方法。
背景技术:
2.目前所用的冷轧不锈钢工作辊常用的材料是9cr5mov和w6mo5cr4v2。9cr5mov材料价格便宜但不耐磨,寿命低;w6mo5cr4v2材料价格高但寿命高,耐磨性好。
3.目前工作辊的制作流程为:精选原材料
→
ebt初炼
→
lf精炼
→
真空脱气
→
浇注成型
→
电渣重熔
→
锻造
→
球化退火
→
粗加工
→
调质
→
半精加工
→
探伤检测
→
预热处理
→
双频淬火
→
冷处理
→
低温回火
→
精加工
→
硬度、超声波及金相
→
包装出厂。
4.不锈钢冷轧钢板是用冷轧工艺生产的不锈钢钢板,通过冷轧工序不同的加工方法及冷轧后的表面再加工,可以使不锈钢表面具有不同等级的表面光洁度、纹路和颜色,如此种类丰富的表面大大改善了不锈钢的外观,拓宽了不锈钢使用的内涵,从而扩展了不锈钢的使用范围,成为不锈钢中最被广泛选用的结构品种。
5.高速激光熔覆技术是通过激光高能密度熔敷添加的金属合金粉末,是与微熔基表面接口的冶金相结合的涂层,是一种增强材料制造技术,可大大提高零件的表面耐磨性、耐蚀性和寿命。高速激光熔覆通过激光扫描速度,获得了比传统激光熔覆层更均匀的涂层厚度、平整表面质量、降低稀释率、提高沉积效率、小工件形状变量等,已成为国内外研究机构和企业重点关注的激光应用新领域。
6.高速激光熔覆技术可以降低激光制造及再制造领域的加工成本,提高产品质量,延长产品寿命,特别是在液压支柱、轴类零件、大型盖板模具、阀门等工业应用领域有着广泛的应用。
7.高速激光熔覆功率密度大,可熔覆高熔点粉末材料,相较于传统激光熔覆,高速激光熔覆绿色环保无污染。
技术实现要素:
8.现有的冷轧不锈钢工作辊材料多为9cr5mov,此种材料便宜但是不耐磨,另外常用的w6mo5cr4v2高速钢,但是此种材料价格昂贵。通过高速激光熔覆在工作辊原有材料的基础上喷涂一层w6mo5cr4v2材料,使新材料耐磨性高,寿命长,并且成本大大降低。然而,发明人进一步研究发现直接在9cr5mov基体上直接喷涂w6mo5cr4v2涂层,所得材料的使用寿命、硬度仍有待进一步提高。为此,本发明提出在9cr5mov基体和w6mo5cr4v2涂层之间设置过渡涂层的技术方案。
9.本发明在9cr5mov的工作辊表面用高速激光熔覆依次涂一层厚度为10-30μm的过渡涂层和一层厚度为10-30mm的w6mo5cr4v2材料,在保证高的寿命和高的耐磨性的同时,降低了成本。本发明的完整工艺流程可以为:精选原材料
→
ebt初炼
→
lf精炼
→
真空脱气
→
浇注成型
→
电渣重熔
→
锻造
→
高速激光熔覆
→
精加工
→
硬度、超声波及金相
→
包装出厂。
10.通过此次发明,将工作辊的材料进行创新,结合高速激光熔覆技术的优点,使工作
辊寿命高,耐磨性高,流程短,成本低。
11.一种冷轧工作辊,包括9cr5mov合金钢基体和在其表面依次设置的过渡涂层和w6mo5cr4v2合金钢粉末涂层;
12.所述过渡涂层为9cr5mov和w6mo5cr4v2的混合粉末涂层。
13.优选的,所述混合粉末涂层中w6mo5cr4v2的体积分数为50%~85%,其余为9cr5mov。
14.进一步优选的,所述混合粉末涂层中w6mo5cr4v2的体积分数为70%,其余为9cr5mov。
15.优选的,所述过渡涂层的厚度为10-30μm。
16.优选的,所述w6mo5cr4v2合金钢粉末涂层的厚度为10-30mm。
17.本发明还提供了所述的冷轧工作辊的制备方法,包括步骤:
18.1)过渡涂层制备:将9cr5mov粉末和w6mo5cr4v2粉末球磨均匀后真空干燥,然后采用高速激光熔覆技术在所述9cr5mov合金钢基体的表面制作所述过渡涂层;
19.2)w6mo5cr4v2合金钢粉末涂层制备:w6mo5cr4v2粉末作为喷涂材料,采用高速激光熔覆技术在所述过渡涂层的表面制作所述w6mo5cr4v2合金钢粉末涂层;
20.3)切削加工;
21.4)淬火:采用分级淬火,第一次预热温度为740-750℃,第二次预热温度为855-865℃,最终温度为1235-1250℃,之后采用油冷,使其硬度达到64-66hrc;
22.5)精磨达到表面粗糙度0.7-0.8ra,获得所述冷轧工作辊。
23.本发明通过两次高速激光熔覆,在9cr5mov基体表面依次制作过渡涂层和w6mo5cr4v2涂层,然后采用与之相适应的特定条件的淬火工艺(本发明工艺淬火过程的第一次预热温度、第二次预热温度均高于现有常规的第一次预热温度680℃左右和第二次预热温度790℃左右),最终获得长寿命、高硬度的冷轧工作辊。
24.步骤1)中,所述9cr5mov粉末优选通过气雾化法制备得到。
25.步骤1)中,所述w6mo5cr4v2粉末的粒度优选为100-200目。
26.步骤1)中,优选的,所述球磨的方式为间隙球磨,球磨总时间为14h,球磨转速为400rpm。
27.步骤1)中,优选的,所述真空干燥的温度为65℃,时间为15h。
28.步骤1)中,优选的,所述高速激光熔覆技术的参数条件包括:激光功率为2.5~3.5kw,光斑面积为10mm
×
2mm,送粉速率为14-22g/min,保护气体流量8-13l/min,激光扫描速率为10-35m/min,搭接率为35%-50%,保护气体为氩气。
29.步骤2)中,优选的,所述高速激光熔覆技术的参数条件包括:激光功率为2.5~3.5kw,光斑面积为10mm
×
2mm,送粉速率为14-22g/min,保护气体流量8-13l/min,激光扫描速率为10-35m/min,搭接率为35%-50%,保护气体为氩气。
30.步骤3)中,可采用ca9140车床进行切削,选用车削加工背吃刀量为3-5mm,采用高速钢刀具,速度v选用24-27m/min,转速f选用0.35-0.45mm/r。
31.步骤4)中,第一次预热时间优选为20-30s/mm有效厚度,第二次预热时间优选为15-25s/mm有效厚度,最终温度停留时间优选为12-20s/mm有效厚度。
32.步骤5)中,优选的,所述精磨选用钢制轧辊,磨料选用白刚玉(wa),粒度60-80目,
硬度等级选用h,结合剂选用v。
33.本发明与现有技术相比,有益效果有:
34.本发明通过过渡涂层的设计,使得9cr5mov基体与w6mo5cr4v2涂层之间的结合力更强,最终获得的冷轧工作辊寿命更长、硬度更高。
附图说明
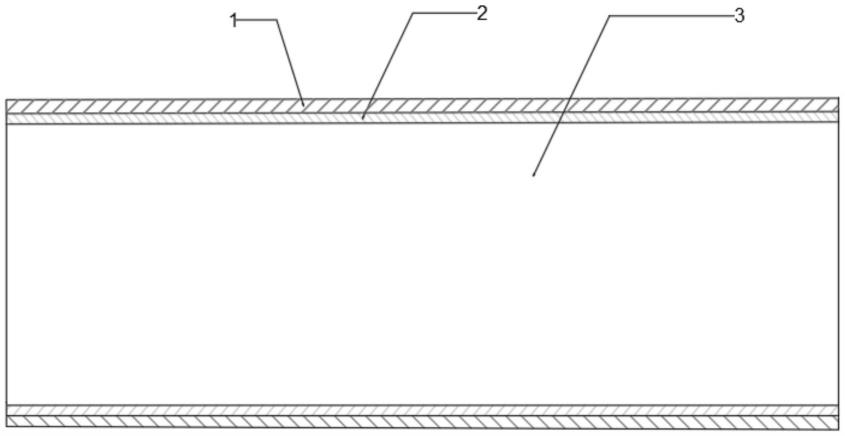
35.图1为本发明的冷轧工作辊的结构示意图,图中:1-w6mo5cr4v2合金钢粉末涂层;2-过渡涂层;3-9cr5mov合金钢基体。
具体实施方式
36.下面结合附图及具体实施例,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。下列实施例中未注明具体条件的操作方法,通常按照常规条件,或按照制造厂商所建议的条件。
37.如图1所示,本发明的冷轧工作辊包括9cr5mov合金钢基体3和在其表面依次设置的过渡涂层2和w6mo5cr4v2合金钢粉末涂层1;过渡涂层2为9cr5mov和w6mo5cr4v2的混合粉末涂层。
38.9cr5mov合金钢基体单一材料制作的冷轧工作辊的寿命为10个月,硬度为55hrc。
39.实施例1
40.采用w6mo5cr4v2粉末进行实验。
41.第一步,采用的激光功率为3kw,光斑面积为10mm
×
2mm,送粉速率为15g/min,保护气体氩气流量10l/min,激光扫描速率为20m/min,搭接率为40%。
42.第二步,采用ca9140车床进行切削,选用车削加工背吃刀量为4mm,采用高速钢刀具,速度v选用25m/min,转速f选用0.4mm/r。
43.第三步,采用分级淬火,第一次预热温度为740℃时间为25s/mm,第二次预热温度为860℃时间为22s/mm,最终温度1240℃时间为15s/mm,采用油冷。
44.第四步,采用钢制轧辊精磨,磨料选用wa,粒度60-80目,硬度等级选用h,结合剂选用v,达到表面粗糙度0.7ra,获得冷轧工作辊,寿命为12个月,硬度为64hrc。
45.实施例2
46.采用过渡涂层,即9cr5mov和w6mo5cr4v2混合材料作为过渡涂层,其中9cr5mov粉末体积分数为50%,w6mo5cr4v2粉末体积分数为50%。之后再用w6mo5cr4v2粉末进行实验。
47.第一步,采用9cr5mov和w6mo5cr4v2两种粉末作为原材料,采用气雾化法制备纯9cr5mov合金粉末,添加钨钼系高速钢的w6mo5cr4v2粉末,粒度为100-200目。将两种粉末倒入球磨机中,在球磨机上间隙球磨14h,转速400r/min,充分混合后放置在真空干燥箱中65℃保温15h烘干。采用的激光功率为3kw,光斑面积为10mm
×
2mm,送粉速率为15g/min,保护气体氩气流量10l/min,激光扫描速率为20m/min,搭接率为40%,涂层厚度为20μm。
48.第二步,采用的激光功率为3kw,光斑面积为10mm
×
2mm,送粉速率为15g/min,保护气体氩气流量10l/min,激光扫描速率为20m/min,搭接率为40%,涂层厚度为20mm。
49.第三步,切削加工:采用ca9140车床进行切削,选用车削加工背吃刀量为4mm,采用高速钢刀具,速度v选用25m/min,转速f选用0.4mm/r。
50.第四步,采用分级淬火,第一次预热温度为740℃时间为25s/mm,第二次预热温度为860℃时间为22s/mm,最终温度1240℃时间为15s/mm,采用油冷。
51.第五步,采用钢制轧辊精磨,磨料选用wa,粒度60-80目,硬度等级选用h,结合剂选用v,达到表面粗糙度0.7ra,获得冷轧工作辊,寿命为13个月,硬度为65hrc。
52.实施例3
53.与实施例2的区别仅在于过渡涂层中9cr5mov粉末体积分数为15%,w6mo5cr4v2粉末体积分数为85%,其余均相同,所得冷轧工作辊,寿命为13个月,硬度为66hrc。
54.实施例4
55.与实施例2的区别仅在于过渡涂层中9cr5mov粉末体积分数为30%,w6mo5cr4v2粉末体积分数为70%,其余均相同,所得冷轧工作辊,寿命为15个月,硬度为66hrc。
56.通过以上实例,可以很清楚的发现:
57.1)涂层的加入,使材料的寿命明显增长,硬度显著提高。
58.2)过渡涂层的加入,使喷涂效果更好,寿命进一步提升,硬度更高,所以过渡涂层起着至关重要的作用。
59.3)对过渡涂层的成分进行对比,发现30vol%9cr5mov和70vol%w6mo5cr4v2粉末混合时,效果最好。比50vol%的9cr5mov和50vol%的w6mo5cr4v2寿命长,硬度大。比15vol%9cr5mov和85vol%w6mo5cr4v2硬度一样,但寿命长。
60.此外应理解,在阅读了本发明的上述描述内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
