1.本发明涉及属于金属塑性加工技术领域,涉及到一种铝-镁-硅系合金导线短流程制备方法。
背景技术:
2.铝-镁-硅系合金(典型的6101和6201)具有较高的强度与导电性能组合,被广泛应用于开发高性能的铝合金导线。对于铝-镁-硅系合金导线,目前主要有三种基于连铸连轧 多道次拉伸方法的不同生产工艺方法:(1)传统生产工艺:连铸连轧、固溶处理与淬火、拉伸、时效处理;(2)半连续生产工艺:连铸连轧和固溶处理、拉伸、时效处理;(3)连续热机械处理生产工艺:连铸和控制轧制在线固溶、控制拉伸在线时效,而固溶处理是影响合金导线力学与导电性能匹配的关键工艺(通常情况下导线强度越高导电率越低,而匹配是指导线兼具高的强度和导电率)。连铸连轧工艺是电线电缆行业生产铝和软铝合金线坯的主要方法,其工艺流程:配料
→
熔化
→
精炼
→
连续铸造
→
热连轧
→
ф9.5mm左右的线杆坯。但由于连铸连轧是将连续铸造和热连轧连接在一起,因此要同时保证铸造性和热轧加工性,通常的做法是对铸造成型的梯形条重新加热进入轧机,以确保热连轧后的线杆坯为固溶处理状态,这种方法增加了工艺复杂度和操作控制的难度。
3.直接水冷连铸和水平连铸也是制备铝合金线杆坯的方法,其工艺流程:配料
→
熔化
→
精炼
→
水平连铸
→
线杆坯。发明专利201010593503.6提供了一种高导电耐热铝合金导线及其制备方法,铝合金导线由铝锭熔化、“硼化”处理、精炼、合金化、二次精炼、直接水冷连铸、退火、拉拔和稳定化处理等工序制造而成。然而水平连铸铝合金杆坯中不可避免的出现较常见比重偏析、枝晶偏析、晶界偏析和区域偏析等问题,而这些偏析在后续拉拔工艺中难以消除,通常不得不采用对水平连铸铝合金线杆坯进行均匀化处理。此外,由于水平连铸线坯基本上是一种铸造组织,塑性比较差,后续拉制过程中容易出现断丝,通常必须要再经过中间退火处理(退火温度低于固溶温度,造成退火过程中会产生mg2si强化相的析出,大大降低时效强化效果,因此随后必须再做固溶淬火处理),因此该工艺并不适合铝-镁-硅系可热处理合金导线的生产。发明专利zl201210328680.0提出一种铝-镁-硅合金导线制造方法,包括铝合金水平连铸、连续挤压、在线淬火和拉伸,以及人工时效等工序组成的工艺。该工艺与发明方案cn201010593503.6存在着相同的问题。
4.综上所述,传统连续铸造连轧或连铸-拉拔的生产方法制备铝合金导线都需要经过热处理(固溶和退火处理)或者热加工的工序。因此,研究人员仍需在保证铝合金导线力学与导电性能匹配的前提下,开发低成本低能耗的短流程制备新工艺方法。
技术实现要素:
5.(一)要解决的技术问题
6.针对现有铝-镁-硅合金导线生产过程中都需要经过热处理(固溶和退火处理)或热加工工序、水平连铸易产生偏析、工艺控制难度较大进而影响导线产品力学与导电性能
的匹配性等技术问题,本发明提出一种新的铝-镁-硅系合金导线短流程制备方法,该方法省去了传统连铸或连铸连轧方法生产铝合金导线都需要进行热处理(固溶和退火处理)或者热加工的工序,使工艺操作及控制更简单,提高生产效率、降低生产成本。
7.(二)技术方案
8.为了达到上述目的,本发明采用的主要技术方案包括:
9.第一方面,本发明提供一种铝-镁-硅系合金导线短流程制备方法,其由依序进行的如下四个步骤组成:
10.s1、铝合金线杆坯直冷连铸
11.将熔炼得到的合金熔体,采用板孔作为模型进行直冷连铸得到小直径铝合金线杆坯;将熔体从板孔上直径为7-9mm的孔流出,在孔的出口处用水直接将熔体冷却凝固得到所述直径为7-9mm的小直径铝合金线杆坯;
12.s2、多道次小变形量型辊冷连轧
13.对所述小直径铝合金线杆坯进行多道次小变形量冷连轧,得到产品目标直径1.05-1.2倍的线材,每道次轧制变形量控制在5-10%;
14.s3、单道次精拉
15.将s2制得的线材进行单道次精拉至产品目标直径;
16.s4、人工时效处理
17.将s3制得的线材在115-145℃保温6-12h。
18.步骤s4中,由于铸造快冷可以形成高固溶度体组织,随后都是冷加工变形,这将产生极高位错密度的冷加工纤维组织,使合金组织内部具有极高的变形储能,有利于产生变形加速和提高时效效果,因此相对于传统时效条件而言,可降低时效温度和缩短时间。
19.根据本发明的较佳实施例,s1中,所述直冷连铸为多流直冷连铸,具体是将熔体分成16-32流;所述板孔为耐高温的惰性材质板孔。通过多流直冷连铸可提高铸造效率,以解决“小直径”铸造效率不高的问题。
20.根据本发明的较佳实施例,s1中,所述板孔为带有孔的石棉板,孔的数量与熔体的流数相同;在孔的出口处顶部设有喷水装置,利用该喷水装置喷出的水将从孔中流出的熔体直接冷却凝固成杆坯。
21.此外,s1还包括按照合金组成进行配料,然后熔炼得到合金熔体。
22.根据本发明的较佳实施例,s1中,浇注温度控制为680-690℃,拉铸速度为500-600mm/min。浇注温度过高、速度太快,铸造不成型;浇注温度太低,流出不畅通,容易拉断。
23.根据本发明的较佳实施例,s3中,采用盘拉机对s2制得的线材进行单道次精拉。通过精拉以满足最终导线产品的尺寸精度要求。
24.根据本发明的较佳实施例,s4中,人工时效处理采用箱式热风循环电炉。
25.(三)本发明的有益效果
26.本发明提供的铝-镁-硅系合金导线制备方法,基本思路是先采用直冷连铸工艺得到小直径铝合金线杆坯,然后经多道次小变形量型辊冷连轧以提高其加工性能(为后续精拉提供条件),再经单道次精拉后获得均匀一致的极细纤维状组织和固溶度极高的线材,并由此有效提高合金时效强化效果,达到协同提高铝合金导线强度和导电率的技术效果。
27.其中,由于直冷连铸工艺得到的铝合金线杆坯的直径很小,冷却速度必然很快,故
相比传统的连铸工艺,可有效改善铸造过程中较常见的成份偏析的问题;同时结合采用多道次小变形量型辊冷连轧,以提高其加工性能。
28.本发明的制备工艺,省去了传统的连铸或连铸连轧方法生产铝合金导线都需要进行热处理(固溶和退火)或热加工等工序,在保证铝合金导线力学与导电性能匹配的前提下,使整个生产工艺操作和控制更简单,进而稳定产品质量、提高生产效率和降低成本。
29.本发明提高了一种全新的铝-镁-硅系合金导线短流程制备工艺,该工艺可应用于特种铝合金导线的开发与生产。
具体实施方式
30.为了更好的解释本发明,以便于理解,下面结合具体实施方式,对本发明作详细描述。
31.以下各实施例选择典型的6201铝合金导线为例对本发明的方案特点和技术效果进行说明。
32.实施例1-8
33.根据合金标准化学成份,采用99.7铝锭和镁锭以及al-30si中间合金,按设计重量比例和加料规律配制铝合金,在双500kg容量燃气熔炼炉内熔化,经除气除渣精炼处理后,采用光谱直读方法对溶体取样进行化学成分分析,其实测成分见表1。
34.表1本发明6201铝合金的主要化学成份(重量百分比,%)
35.合金sifecumnmgcrznb标准0.50-0.95≤0.50≤0.10≤0.030.60-0.90≤0.03≤0.10≤0.06实测0.6820.1240.0230.0060.7210.0030.0610.016
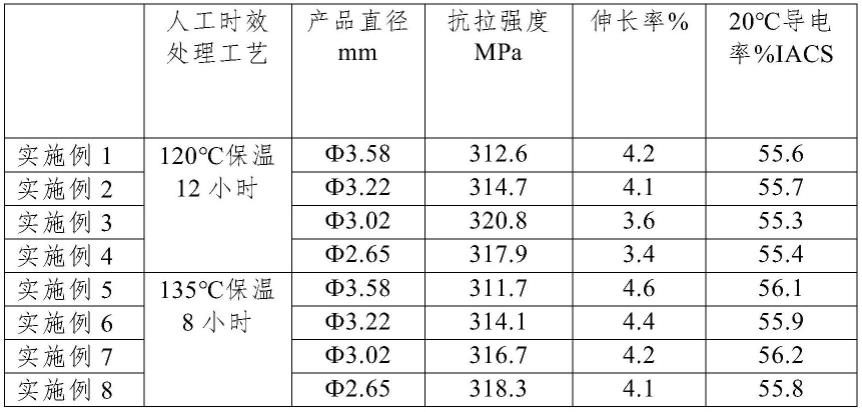
36.经保温过滤后采用16流直冷连铸成直径为ф7.5mm的圆线杆,浇注温度控制为680-690℃,拉铸速度约为550mm/min。将直径为ф7.5mm的圆线杆坯在十五机架型辊连轧机上冷轧成直径分别为ф3.8mm、ф3.5mm、ф3.2mm、ф2.8mm的线材(通过调高后面机架轧辊实现线径变化),每道次轧制变形量为5-6%。然后在600型盘拉机精拉至成品直径对应为ф3.58mm、ф3.22mm、ф3.02mm、ф2.65mm的导线产品,采用松收线成卷,然后在110kw箱式电阻炉内分别进行120℃保温12小时和135℃保温8小时人工时效处理。实测铝合金导线的力学性能和电性能如表2。
37.表2本发明6201铝合金导线力学与导电性能检验结果对比
[0038][0039]
从上表测量结果可看到:实施例1-8的导线拉伸强度在311.7-320.8mpa之间,伸长率在3.4-4.6%之间,20℃导电率%iacs在55.3-56.2之间。由此可知,本发明6201铝合金导线力学与导电性能均能满足标准astm b 398-02电工用6201-t81铝合金线的要求(标准:抗拉强度295-300mpa,伸长率3.0-3.5%,导电率52.5-53.0% iacs)。
[0040]
此外据查证,现有cn102828130b提出的铝-镁-硅合金导线制造方法,其产品性能如下:
[0041]
实施例产品抗拉强度/mpa伸长率/%1291523056329464296752898631667320683315
[0042]
经过比较可知,本发明实施例制备的导线拉伸强度都在311.7-320.8mpa之间(均未低于300mpa),产品拉伸强度整体上优于该现有技术;且在导线伸长率方面,本发明制备的铝合金导线伸长率更接近标准要求的范围。
[0043]
更关键的是,本发明利用直冷连铸-多道次小变形量型辊冷连轧工艺方法,省去了传统的连铸或连铸连轧方法生产铝合金导线都需要进行热处理(固溶和退火处理)或者热加工的工序。因此,是一种工艺操作简单、生产效率高和成本低的铝-镁-硅系合金导线短流程制备新工艺方法。
[0044]
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。