一种经济型345mpa级别工程结构用钢板冷却均匀性控制方法
技术领域
1.本发明属于低碳微合金钢生产技术领域,特别涉及一种厚度规格为6-20mm,长度规格36-50m,经济型工程结构用345mpa级别钢板冷却均匀性控制方法。
背景技术:
2.345mpa级别中厚板品种是中厚板主要品种类型,典型的品种有低合金q345a/b/c、还有桥梁结构用钢q345qc/d等,这类钢主要以碳锰钢为基础,同时在钢中添加微合金元素nb、v、ti等碳、氮化物形成元素,通过固溶强化、沉淀强化以及细晶强化提高钢板强韧性。据统计,每年该强度级别中厚板占产量20-30%。因此,开发此类低成本钢板制造技术研究具有重大意义。但随着,桥梁、管线等工程应用领域设计指标的加严,在保证其服役经济性、安全性,对钢板的低温韧性等指标逐渐加严,其生产成本也相应升高。对于低温韧性有特殊需求的345mpa级别的结构钢,传统上采用碳含量0.10%以下的“低碳”成分设计,锰含量较高范围在0.65%~0.75%并且添加铌、钒、钛等合金元素来保证性能,生产成本相对较高。如果采用“中、高碳”成分代替“低碳”成分设计,并降低钢中合金元素的加入,同时对炼钢生产路径进行工艺优化,将大幅降低其生产成本。
3.通常来说,tmcp(热机械控制工艺)就是在热轧过程中,控制加热温度、轧制温度和压下量的控制轧制的基础上,再实施空冷或控制冷却及加速冷却的技术总称。由于tmcp工艺在不添加过多合金元素,也不需要复杂的后续热处理的条件下生产出高强度高韧性的钢材,被认为是一项节约合金和能源、并有利于环保的工艺,已经成为生产低合金高强度宽厚板不可或缺的技术。随着市场对tmcp钢的要求不断提高,tmcp工艺本身也在应用中不断发展。从近几年的研究工作看,重点是放在控制冷却,尤其是加速冷却方面。通过加快轧制后的冷却速度,不仅可以抑制晶粒的长大,而且可以获得高强度高韧性所需的超细铁素体组织或者贝氏体组织,甚至获得马氏体组织。但是随着345mpa级别钢板合金成本及炼钢工艺优化,合金及工艺减量化后的钢板需采用tmcp工艺生产,随着合金含量降低,轧制及控冷工艺窗口越来越窄。此外,随着厚板市场竞争激烈,各大钢厂通过增加薄规格钢板长度,来提升轧制单重,达到节约成本的效果。而对于减量化后345mpa级别的tmcp类型超长钢板来说,由于钢板头尾温降快以及合金减量化后冷却工艺窗口变窄,使钢板长度方向冷却不均导致性能波动是其推广的制约因素。
4.由此可见,如何解决上述生产厚度在6-20mm的345mpa级别钢级工程结构钢长度方向冷却均匀性所存在的问题,降低其生产成本,提高钢板性能合格率,是厚度规格(6-20mm),长度规格(36-50m)的345mpa级别钢级工程结构用钢批量生产过程中亟待解决的关键问题。
5.与现有技术对比:
6.迄今为止,国内外对345mpa级别工程结构用超长钢板冷却均匀性控制的研究报导甚少。在本发明之前,申请号为cn 103599950 b公开了一种提高钢板冷却均匀性的加速冷却装置,通过对钢板采取加速冷却,设定钢板的初始速度v0和终止速度v1,来缩小长度方向
的温差,使钢板冷却更均匀、提高钢板组织性能。但该发明仍未解决超长钢板头尾部由于快速温降所产生的组织、性能与钢板其它位置性能不一致的问题,同时也未对钢板冷却长度进行明确。cn 112387789b公开了一种改善tmcp钢板冷却均匀性的方法,在tmcp生产线的水冷区域对钢板进行约束冷却,设定辊道的初速度为v0,设定辊道的末速度为v,0<v-v0≤0.5m/s;其中,所述钢板的长度为45~52m,所述水冷区域沿钢板长度方向设有若干水冷分区,所述水冷分区内沿钢板宽度方向在钢板上下表面设有若干喷嘴,但对于钢板不同位置采用不同喷嘴,压力;造成设备成本增加,同时其控制工艺仅针对钢板长度45~52m,局限性较窄。cn202010071364.4的专利公开了一种薄规格低屈强比高韧性桥梁用单轧钢板及其制造方法,其化学成分为c 0.10-0.12%;si 0.2-0.3%;mn 1.48-1.58%;p≤0.015%;s≤0.004%;nb:0.011-0.021%;al:0.02-0.04%;ti:0.009-0.015%;ca:0.001-0.004%;n≤0.004%,为了使钢板具备强度高、低温韧性优异的性能,该方案在成分设计上需要添加较高mn和nb等金属元素,合金成本较高,且其生产工艺针厚度规格在6-8mm薄板。
7.以上专利文献公开的研究虽然解决了部分钢板冷却均匀性问题,但是它们生产制造成本高或控冷钢板长度范围较窄,不适合生产具有优异冷却均匀性超长345mpa级别工程结构用钢板。使用本发明提供的技术方案,可以有效的克服上述不足,通过头尾遮蔽模型优化、钢板微跟踪位置动态调整以及控冷流量调节阀响应时间控制等手段,实现使用厚度为150-250mm的连铸坯生产厚度6-20mm、长度36-50m的345mpa级别钢板,并且整板具有良好冷却均匀性,钢板头—中—尾任意位置同板差强度在20mpa以内。
技术实现要素:
8.本发明的目的在于克服上述存在技术问题和不足,提供一种用于改善轧后钢板厚度6-20mm,长度36-50m超长钢板长度方向冷却均匀性问题,同时降低钢板合金成本、提高轧制效率,钢板同板差性能均匀性等问题,该钢板为具有高强度、高韧性、优异的探伤合格率,具有良好的综合性能,可以保证管线、桥梁等工程结构应用领域的安全性。
9.本发明提供了一种改善经济型345mpa级别工程结构用钢板冷却均匀性控制方法,可以有效解决345mpa级别工程结构用钢钢板长度方向冷却均匀问题,同时可以降低生产制造成本、提高轧制生产效率,提高合格率以及控制性能均匀性,钢板厚度目标为6-20mm,长度36-50m,使用厚度为150-200mm连铸坯在中厚板往复式轧机上进行生产,冷却介质为水。
10.为达到上述目的,本发明的技术方案是:
11.一种经济型345mpa级别工程结构用钢板冷却均匀性控制方法,所述钢板化学成分重量百分比为:c 0.125%~0.175%,si 0.20%~0.35%,mn 0.95%~1.15%,p≤0.025%,s≤0.02%,ti 0.005%~0.0150%,n 0.003%~0.005%,余量为fe和不可避免的杂质,o≤0.0050%,其它杂质元素总量低于0.05%。
12.所述经济型345mpa级别工程结构用钢板厚度目标为6-20mm,长度为36-50m。
13.本发明钢板化学成分中各主要元素的作用如下:
14.c:钢中最经济、最基本的强化元素,通过固溶强化和析出强化对提高钢的强度有明显作用,但提高c含量对钢的塑性、韧性和焊接性有负面影响。为此,本发明将c含量范围设定为0.0125%~0.175%。
15.mn:通过固溶强化提高钢的强度,同时补偿因c含量降低而引起钢板强度损失。此
外,还可降低γ-α相变温度,进而细化铁素体晶粒,有助于获得细小的低温相变产物,提高其韧性。但提高mn的含量,会加剧连铸坯中心偏析及组织恶化,不利于钢板低温韧性的提高,也无法保证钢板横截面组织均匀性。因此,本发明的mn含量范围设计为0.95%~1.15%。
16.si:具有炼钢脱氧与提高基体强度的作用。但si过量,会降低母材焊接热影响区的韧性,提高si的含量,可以净化铁素体,减小珠光体的含量,有利于减少基体材料的包辛格效应。因此,si含量在本发明中设定为0.20%~0.35%。
17.n:钢中n元素除了形成细小的tin颗粒细化奥氏体晶粒外,并没有其它明显的作用,因此需要保持在一个较低的含量水平,本发明选取的n含量范围0.003%~0.005%。
18.ti:是强的固n元素,在连铸坯中以tin形式存在。细小的tin粒子可有效地抑制连铸坯再加热时的奥氏体晶粒长大,且有助于提高nb在奥氏体中的固溶度,改善焊接热影响区的冲击韧性。当ti添加量超过某一定值,tin颗粒就会粗化,提升颗粒界面与基体的应力集中水平。因此,本发明选取ti含量范围0.005%~0.015%。
19.p、s:是钢中不可避免的杂质元素,应越低越好。但出于冶炼成本和工艺的考虑,不能无限制的低。因此,本发明将p、s含量上限设定为0.025%与0.02%。
20.本发明的目的是通过以下技术方案来实现的:本发明一种具有优异低温韧性的低成本345mpa级别工程结构用热轧钢板冷却均匀性控制方法,包括钢水冶炼
→
炉外精炼
→
连铸 缓冷
→
板坯再加热
→
控制轧制
→
控制冷却
→
空冷至室温,具体如下:
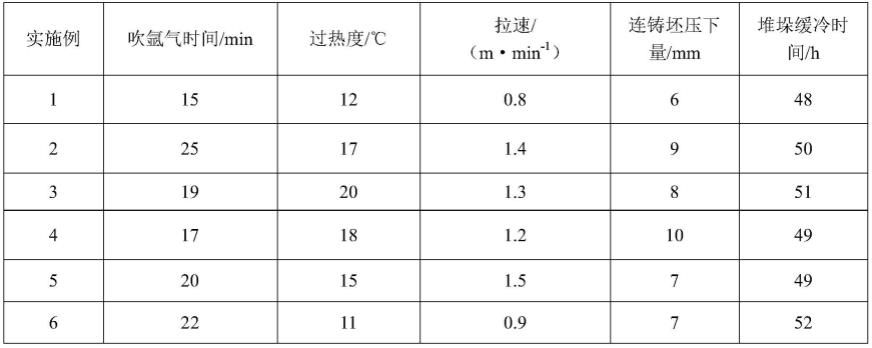
21.1)炼钢及连铸:按下述成分冶炼,其化学成分重量百分比为c 0.125%~0.175%,si0.20%~0.35%,mn 0.95%~1.15%,p≤0.025%,s≤0.02%,ti 0.005%~0.0150%,n 0.003%~0.005%,余量为fe和不可避免的杂质,o≤0.0050%,其它杂质元素总量低于0.05%。原料经kr铁水预处理,控制s的含量低于0.02%,扒渣后进入转炉;转炉冶炼中采用双渣法脱p,控制p的含量≤0.025%,转炉冶炼终点控制c的含量在0.125~0.175%,出钢时吹氩气15~25min;接着进行lf精炼,随后进行板坯连铸,连铸过热度为10~20℃,连铸拉坯速率为0.8~1.5m/min;在水平扇形段,即凝固末端投入轻压下,连铸坯压下量6~10mm,连铸坯下线后缓冷时间≥48h(通过元素自扩散,减少铸坯的中心疏松级别、偏析,提高成品钢板探伤合格率);
22.2)铸坯加热:将铸坯(厚度150-200mm)送入步进式加热炉内进行加热,铸坯依次经预热段、加热段和均热段后出炉;其预热段温度区间为980~1120℃(促使nb的碳化物和氮化物快速充分固溶于基体中,并进行充分扩散),加热段温度区间为1200~1230℃,均热段温度区间为1190~1220℃,在炉时间3.5~5.0小时(使c、n等元素进一步分布均匀,同时控制在炉时间及加热温度,抑制原始奥氏体晶粒过度长大);
23.3)高压水除鳞及控制轧制:开轧前利用高压水对出炉后铸坯进行除鳞0.5~1.5min,除鳞机压力20~30mpa;分两阶段轧制:第一阶段为再结晶轧制(粗轧)开轧温度≥1100℃,粗轧终轧温度区间为980~1030℃,粗轧不多于六道,道次压下制度是前二道保证压下率在15%以上,后三道有一道不小于10%,所得中间坯的厚度为成品厚度的2.5~3倍;第二阶段为非在结晶轧制(精轧)开轧温度区间850~930℃,终轧温度区间为760~830℃,精轧不多于四道,道次压下制度是前二道保证压下率在20%以上,后二道保证有一道不小于10%,末道次变形量控制在5mm以下,升速轧制(通过中间坯头部低速咬入后,辊道速度快
速增加由20r/min快速增加到40~60r/min,预防终轧温度低于要求温度区间),轧后快速抛钢,抛钢速度4~6.5m/s;
24.4)控制冷却:钢板开冷温度范围为700~740℃,终冷温度区间480~520℃,控制冷却速度15~25℃/s,将样本按照距头部每2~3米长度划分一个样本,依据钢板厚度组距设定钢板进入层流后距头和尾各1/6l处(l为钢板长度)初始运行速度,头尾1/6l处初始运行速度为正常辊道运行速度的1.2~1.8倍,头尾遮蔽直400~1000mm,并保持2~5s,然后辊道运行速度恢复正常,钢板常规运行速度0.8~2.5m/s,同时控制钢板头尾出水量为正常水稳出水量70%~85%(正常出水量2000~3000m3/h);钢板出控冷后侧喷开启和风吹扫开启,侧喷压力和水量为0.5~3mpa、50~100m3/h,风吹扫压力为5~10mpa,随后空冷到室温。采用上述成分与控轧控冷方案,克服了现有技术存在的不足,实现了一种用于改善345mpa级别轧后钢板长度方向冷却均匀性问题,同时降低钢板合金成本、提高轧制效率,降低钢板同板差性能均匀性等问题。
25.本发明的有益效果:
26.(1)kr铁水预处理深脱硫后扒渣干净,转炉采用双渣法脱p,使铸坯的p、s含量较低,控制吹氩气时间,从而克服由于mn含量较高所带来的铸坯中心偏析、夹杂物和h、o含量超标等缺陷,有利于提高钢板的塑韧性。合理控制连铸坯过热度和拉坯速率,并投入轻压下,有助于减小钢坯偏析,细化奥氏体晶粒,减少内部组织缺陷,下线后的铸坯进行堆垛缓冷,使钢坯中心富集合金元素逐渐扩散,减少铸坯的中心疏松级别、偏析,提高成品钢板探伤合格率。
27.(2)本发明设计的成分合理,且合金加入量低,通过提高c含量降低mn含量,配合加入少量微合金元素ti,大大降低了合金成本,采用高温轧制,降低粗轧和精轧阶段高温变形抗力,有利于提高每道次压下量,有利于保证钢板的综合性能。
28.(3)采用两阶段控制轧制工艺,控制粗轧与精轧道次压下量,降低中间坯厚度,同时提高了精轧开轧温度,且轧后无需弛豫等待,提高钢板轧制效率。
29.(4)为了实现钢板长度方向上的温度均匀性控制,将样本按照距头部每2米长度划分一个样本,在此基础上各个模型(温度,流量,加速度)等针对各个样本区间进行速度最优化计算,控制模型根据钢板纵向温度测量值、目标终冷温度工艺要求以及头尾遮蔽值计算公式(头尾遮蔽值=hmi界面设定遮蔽距离-遮蔽时间*辊道速度),对每个样本建立关于速度的优化方程,获得每个样本的最优运行速度趋势。对于钢板头部和尾部存在的低温区,当钢板头部进入层流区域或者尾部离开层流区域时,依据厚度组距,适当增加辊道速度以减小冷却水对钢板头尾的过度冷却,通过侧喷和风吹扫投入,有利于钢板板形的控制,提高钢板性能均匀性,减少扣头、扣尾板形问题的几率,节省后续冷矫直设备投入成本。
30.(5)本发明通过简单的成分设计,降低合金成本,通过调控炼钢、连铸和控轧控冷工艺获得了一种厚度规格为6-20mm,长度规格36-50m,经济型工程结构用345mpa级别钢板冷却均匀性控制方法。具体性能为:横向拉伸的屈服强度性能介于360~390mpa之间,抗拉强度介于490~520mpa之间,延伸率≥20%,头中尾同板差强度≤20mpa。
具体实施方式
31.以下实施例用于具体说明本发明内容,这些实施例仅为本发明内容的一般描述,
并不对本发明内容进行限制。
32.一种经济型345mpa级别工程结构用钢板冷却均匀性控制方法,包括钢水冶炼
→
炉外精炼
→
连铸 缓冷
→
板坯再加热
→
控制轧制
→
控制冷却
→
空冷至室温,具体如下:
33.1)炼钢及连铸:按下述成分冶炼,其化学成分重量百分比为c 0.125%~0.175%,si0.20%~0.35%,mn 0.95%~1.15%,p≤0.025%,s≤0.02%,ti 0.005%~0.0150%,n 0.003%~0.005%,余量为fe和不可避免的杂质,o≤0.0050%,其它杂质元素总量低于0.05%。原料经kr铁水预处理,控制s的含量低于0.02%,扒渣后进入转炉;转炉冶炼中采用双渣法脱p,控制p的含量≤0.025%,转炉冶炼终点控制c的含量在0.125~0.175%,出钢时吹氩气15~25min;接着进行lf精炼,随后进行板坯连铸,连铸过热度为10~20℃,连铸拉坯速率为0.8~1.5m/min;在水平扇形段,即凝固末端投入轻压下,连铸坯压下量6~10mm,连铸坯下线后缓冷时间≥48h;
34.2)铸坯加热:将铸坯(厚度150-200mm)送入步进式加热炉内进行加热,铸坯依次经预热段、加热段和均热段后出炉;其预热段温度区间为980~1120℃,加热段温度区间为1200~1230℃,均热段温度区间为1190~1220℃,在炉时间3.5~5.0小时;
35.3)高压水除鳞及控制轧制:开轧前利用高压水对出炉后铸坯进行除鳞0.5~1.5min,除鳞机压力20~30mpa;分两阶段轧制:第一阶段为再结晶轧制(粗轧)开轧温度≥1100℃,粗轧终轧温度区间为980~1030℃,粗轧不多于六道,道次压下制度是前二道保证压下率在15%以上,后三道有一道不小于10%,所得中间坯的厚度为成品厚度的2.5~3倍;第二阶段为非在结晶轧制(精轧)开轧温度区间850~930℃,终轧温度区间为760~830℃,精轧不多于四道,道次压下制度是前二道保证压下率在20%以上,后二道保证有一道不小于10%,末道次变形量控制在5mm以下,升速轧制(通过中间坯头部低速咬入后,辊道速度快速增加由20r/min快速增加到40~60r/min,预防终轧温度低于要求温度区间),轧后快速抛钢,抛钢速度4~6.5m/s;
36.4)控制冷却:钢板开冷温度范围为700~740℃,终冷温度区间480~520℃,控制冷却速度15~25℃/s,将样本按照距头部每2~3米长度划分一个样本,依据钢板厚度组距设定钢板进入层流后距头和尾各1/6l处(l为钢板长度)初始运行速度,头尾1/6l处初始运行速度为正常辊道运行速度的1.2~1.8倍,头尾遮蔽直400~1000mm,并保持2~5s,然后辊道运行速度恢复正常,钢板常规运行速度0.8~2.5m/s,同时控制钢板头尾出水量为正常水稳出水量70%~85%(正常出水量2000~3000m3/h);钢板出控冷后侧喷开启和风吹扫开启,侧喷压力和水量为0.5~3mpa、50~100m3/h,风吹扫压力为5~10mpa,随后空冷到室温。
37.实施例
38.如下表所示,表1为实施例钢的化学成分,表2为实施例钢的冶炼工艺制度,表3为实施例钢的铸坯的加热制度及连铸坯轧前高压水除鳞工艺;表4为实施例钢的加热、轧制及部分控冷参数;表5为实施例钢不同轧制阶段各道次压下量;表6为实施例钢的主要控冷参数;表7为实施例钢板尺寸及性能。
39.表1本发明实施例的化学成分(wt,%)
40.实施例csimntin10.1260.210.950.0080.004220.1750.281.050.0140.0031
30.1620.330.960.0150.004640.1450.341.150.0120.004350.1540.231.030.0140.003960.1610.260.980.0070.0033
41.注:钢中杂质元素p≤0.025%;s≤0.02%;o≤0.0050%,其它杂质元素总量低于0.05%。
42.表2实施例钢的冶炼工艺制度
[0043][0044]
表3实施例钢的铸坯的加热制度及连铸坯轧前高压水除鳞工艺
[0045][0046]
表4实施例钢的加热、轧制及部分控冷参数
[0047][0048]
表5实施例钢不同轧制阶段各道次压下量
[0049][0050]
表6实施例钢的主要控冷参数
[0051][0052][0053]
表7实施例钢板尺寸及性能
[0054]
实施例钢板厚度/mm钢板长度/mr
t0.5
/mpa(头-中-尾)rm/mpa(头-中-尾)a%
12045375-365-371495-510-5052821538365-372-382502-511-5202531239372-362-380513-491-4973041448379-368-386501-519-512335650369-378-385511-515-5192661640372-373-385510-520-51534
[0055]
由此可见,与现有技术相比,本发明通过简单的成分设计,降低合金成本,通过调控炼钢、连铸和控轧控冷工艺获得了一种厚度规格为6-20mm,长度规格36-50m,经济型工程结构用345mpa级别钢板冷却均匀性控制方法。具体性能为:横向拉伸的屈服强度性能介于360~390mpa之间,抗拉强度介于490~520mpa之间,延伸率≥20%,头中尾同板差强度≤20mpa。
[0056]
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。