一种覆有pet的不锈钢衬套的成型方法及其设备
技术领域
1.本发明涉及不锈钢衬套加工领域,尤其涉及一种覆有pet不锈钢衬套成型方法及其设备。
背景技术:
2.衬套是用于机械部件外,以达到密封、磨损保护等作用的配套件,通常应用于包装机械、纺织机械、矿山机械、冶金机械等机械设备中,在bba车门的生产制造过程中也需要用到一种衬套,这种衬套形状为带有缺口的圆环形,衬套外层为不锈钢层,内层为pet层,衬套上设置有工艺凹槽,工艺凹槽上设置有若干工艺孔,如图2所示,在现有技术中加工这种衬套常常采用料带以及模具的加工方式进行生产成型,料带为单面不锈钢层,单面pet层的料带,采用模具进行加工时,常常首先使用冲孔模具对料带进行冲孔,冲孔后需要对零件进行折弯以及切断,但是现有技术中,由于使用模具进行折弯成型,折弯成型后的部位不可再被按压,使用连续化的料带加工将会不可避免的产生部分料带被浪费,因此在加工时,常常先将料带通过裁切模具裁切成小块,之后再将小块料带运入折弯模具进行折弯的方法进行加工,但是这样加工方法不连贯,需要配合料带设计多种模具,多次运输料带也会消耗不必要的时间,因此急需一种覆有pet不锈钢衬套成型方法及其设备解决上述问题。
技术实现要素:
3.针对现有技术的不足,本发明提出一种覆有pet不锈钢衬套成型方法,包括
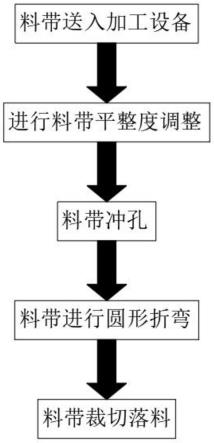
4.s1:通过进料设备将料带送入加工设备中;
5.s2:通过按压设备进行料带的平整度调整;
6.s3:通过冲孔设备在料带上冲孔;
7.s4:通过折弯设备折弯加工将料带形状调整为圆形;
8.s5:通过裁切设备将折弯好的料带切断形成衬套。
9.优选的,s4中料带形状调整时是通过所述s1中的进料设备将料带推动至所述折弯设备上,料带发生弯曲完成对料带的形状调整。
10.优选的,包括
11.支撑板,所述支撑板上设置有安装板;
12.加工支撑组件,所述加工支撑组件设置在所述安装板上,用于加工时支撑料带;
13.所述安装板上还设置有卷边滑动模组,所述卷边滑动模组的滑块上连接有卷边板,所述卷边板通过滑轨滑块机构滑动连接在所述安装板上,所述卷边板上设置有连接块,所述连接块上设置有转动轴,所述转动轴上转动连接有成型轮,进行料带卷曲时,所述成型轮运动至所述加工支撑组件的前方;
14.整平组件,所述整平组件设置在所述安装板上,所述整平组件的传动端指向所述加工支撑组件,所述整平组件用于压平料带;
15.冲孔组件,所述冲孔组件设置在所述安装板上,所述冲孔组件的传动端指向所述
加工支撑组件,所述冲孔组件用于在料带上冲孔;
16.切断组件,所述切断组件设置在所述安装板上,所述切断组件用于切断料带;
17.料带进给组件,所述料带进给机构设置在所述支撑板上,所述料带进给组件用于将料带送入所述加工支撑组件。
18.优选的,所述加工支撑组件包括置在所述安装板上的整平块,所述整平块内设置有整平槽,所述整平块远离所述安装板的一侧设置有冲孔块,所述冲孔块内设置有冲孔槽,所述冲孔槽的一侧设置有废料孔,所述冲孔块上设置有废料清除组件,所述废料清除组件的传动端指向所述废料孔,所述冲孔块远离所述安装板的一侧设置有成型组件,所述整平槽、冲孔槽以及成型组件相连通;
19.优选的,所述废料清除组件包括吸附气缸,所述吸附气缸的传动端连接有支撑杆,所述支撑杆内设置有吸附管,所述支撑杆运动后插入所述废料孔内。
20.优选的,所述成型组件包括设置在所述安装板上的上滑动模组,所述上滑动模组的传动端端设置有上部块,所述上部块的下方设置有上部槽;
21.还包括设置爱所述安装板上的下滑动模组,所述下滑动模组的传动端设置有有下部块,所述下部块的上方设置有下部槽。
22.优选的,所述整平组件包括设置在所述安装板上的整平滑动模组,所述整平滑动模组的滑块上设置有整平板,所述整平板上设置有按压块,所述按压块滑动连接在所述加工支撑组件内,所述按压块上设置有微调凸起。
23.优选的,所述冲孔组件包括设置在所述安装板上的冲孔滑动模组,所述冲孔滑动模组的传动端连接有冲孔板,所述冲孔板上设置有冲孔刀,所述冲孔刀设置在所述冲孔板上。
24.优选的,所述料带进给组件包括设置在所述支撑板上的若干伸缩杆,所述伸缩杆的顶端连接有料带板,所述料带板上设置有料带槽,有所述料带槽一侧设置有辅助块,所述辅助块上设置有定位槽,还包括推动气缸,所述推动气缸传动端指向所述辅助块,所述推动气缸的传动端设置有进给板,所述进给板指向所述辅助块的一端设置有推动滚轮,所述推动滚轮上设置有定位凸起,所述进给板上设置有送料电机,所述送料电机的传动端通过涡轮蜗杆减速机连接在所述推动滚轮上,料带进给时,所述定位凸起将料带压在所述定位槽内。
25.优选的,所述切断组件包括设置在所述安装板上的切断滑动模组,所述切断滑动模组的滑块上设置有切断刀,所述切断刀指向所述加工支撑组件。
26.相较于现有技术本发明具有以下有益效果:
27.1.本发明通过对机械机构的设计,省去了现有技术中的模具按压加工,无需在进行衬套加工前对模具进行设计,在进行衬套的制做工程中,可以做到在不浪费材料的同时保证连续性,可进行流水线式的加工,在加工时只需要一次进给,不需要多次分批进给,减少了运输时间,进而大幅提高了机器的利用效率,并且缩短了工艺流程,工序简单,提高了产品的合格率。
28.2.本发明中,为了避免由于料带表面褶皱导致加工错位,在所述冲孔组件工序之前设置了整平组件,在料带加工前,保证了料带表面的平整,提高了产品加工的合格率。
29.3.本发明中,通过设置所述进给组件,在料带进给时通过所述定位凸起以及所述
定位槽对料带进行定位,确保料带的进给方向,防止料带在进给时发生方向偏移,增加了产品的生产合格率。
附图说明
30.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
31.图1为本发明的流程示意图;
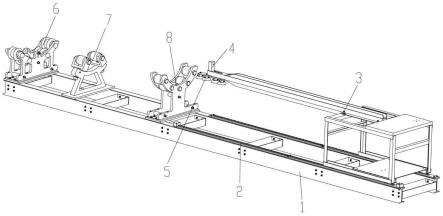
32.图2为本发明整体结构示意图;
33.图3本发明左视结构示意图;
34.图4为本发明图3的a处放大图;
35.图5为本发明整平组件剖视示意图;
36.图6为本发明冲孔组件剖视示意图;
37.图7为本发明加工支撑组件剖视示意图;
38.图8为本发明俯视示意图;
39.图9为本发明推动组件示意图;
40.图10为本发明料带进给组件剖视示意图;
41.图11为本发明产品结构示意图;
42.其中,1、支撑板;101、安装板;102、卷边滑动模组;103、卷边板;104、连接块;105、转动轴;106、成型轮;107、滑轨滑块机构;2、加工支撑组件;201、整平块;202、整平槽;203、冲孔块;204、冲孔槽;205、废料孔;3、整平组件;301、整平滑动模组;302、整平板;303、按压块;304、微调凸起;4、冲孔组件;401、冲孔滑动模组;402、冲孔板;403、冲孔刀;5、料带进给组件;501、伸缩杆;502、料带板;503、料带槽;6、废料清除组件;601、吸附气缸;602、支撑杆;603、吸附管;7、成型组件;701、上滑动模组;702、上部块;703、上部槽;704、下滑动模组;705、下部块;706、下部槽;8、推动组件;801、辅助块;802、定位槽;803、推动气缸;804、进给板;805、推动滚轮;806、定位凸起;807、送料电机;808、涡轮蜗杆减速机;9、切断组件;901、切断滑动模组;902、切断刀;10、产品衬套。
具体实施方式
43.针对现有技术的不足,本发明提出一种覆有pet不锈钢衬套成型方法,优选的,包括
44.s1:通过进料设备将料带送入加工设备中,将料带盘为料带卷,采用按压料带的送料方式将料带送入加工机构。
45.s2:通过按压设备进行料带的平整度调整;料带通过料带进料设备运输至所述按压设备前方,为了防止在运输过程中料带产生一些不必要的褶皱,由所述按压设备进行工作,进而其传动端压在料带上,将料带压平。
46.s3:通过冲孔设备在料带上冲孔,所述冲孔设备在料带上冲出衬套所需的工艺孔,作为一种实施例可以增加去废料设备。
47.s4:通过折弯设备折弯加工将料带形状调整为圆形,料带形状调整时是通过所述s1中的进料设备将料带推动至所述折弯设备上,作为一种实施例,料带压在折弯设备随着
进料设备推动料带料带渐渐发生弯曲形变,最终料带弯曲成为衬套的形状。
48.s5:通过裁切设备将折弯好的料带切断形成衬套,通过切断将成形的衬套切下,不浪费材料。
49.针对现有技术的不足,本发明提出一种覆有pet不锈钢衬套成型方法的设备,参考图,包括支撑板1,所属支撑板1上设置有料带进给组件5,所述支撑板1上还设置有安装板101,所述安装板101上设置有加工支撑组件2,所述加工支撑组件2四周设置有整平组件3、冲孔组件4以及切断组件9等。
50.参考图,所述加工支撑组件2设置在所述安装板101上,用于加工时支撑料带,所述加工支撑组件2包括置在所述安装板101上的整平块201,所述整平块201内设置有整平槽202,所述整平组件3进行整平工作时其传动断压在所述整平槽202上,确保料带进入后续加工机构时保持平整,所述整平块201远离所述安装板101的一侧设置有冲孔块203,所述冲孔块203
51.参考图,所述冲孔块203内设置有冲孔槽204,料带经过所述整平槽202后进入所述冲孔槽204,所述冲孔槽204的一侧设置有废料孔205,所述废料孔205用于清除被切除的废料,所述冲孔块203上设置有废料清除组件6,所述废料清除组件6的传动端指向所述废料孔205,所述废料清除组件6包括吸附气缸601,所述吸附气缸601的传动端连接有支撑杆602,所述支撑杆602内设置有吸附管603,所述支撑杆602运动后插入所述废料孔205内,在进行裁切时,首先所述吸附气缸601开始工作,带动连接在其传动端的支撑杆602运动至所述废料孔205内,进而所述冲孔组件4开始工作,将料带压在所述支撑杆602上对料带进行裁切,在裁切后,所述吸附管603通过外部连接的吸附气泵或其他机构将被切下的废料吸附在所述支撑杆602上,进而所述吸附气缸601开始工作,带动连接在其上的支撑杆602运动出所述废料孔205,进而所述吸附管603停止吸附,废料从所述冲孔槽204中被取出,所述整平槽202、冲孔槽204以及成型组件7相连通。
52.参考图,所述冲孔块203远离所述安装板101的一侧设置有成型组件7,所述成型组件7包括设置在所述安装板101上的上滑动模组701,所述上滑动模组701的传动端端设置有上部块702,所述上部块702的下方设置有上部槽703,还包括设置爱所述安装板101上的下滑动模组704,所述下滑动模组704的传动端设置有有下部块705,所述下部块705的上方设置有下部槽706,在进行加工时,通过所述上滑动模组701以及所述下滑动模组704调整所述上部槽703以及所述下部槽706的位置,进而去确保料带从所述冲孔槽204穿出后,恰好位于上部槽703以及所述下部槽706内,防止了料带由于自身重量发生弯曲进而出现位置偏移,影响加工质量。
53.参考图,所述安装板101上还设置有卷边滑动模组102,所述卷边滑动模组102的滑块上连接有卷边板103,所述卷边板103通过滑轨滑块机构107滑动连接在所述安装板101上,所述卷边板103上设置有连接块104,所述连接块104上设置有转动轴105,所述转动轴105上转动连接有成型轮106,进行料带卷曲时,所述成型轮106运动至所述加工支撑组件2的前方,料带从所述成型组件7穿出后顶在所述成型轮106上,进而所述成型轮106随着料带推动以所述转动轴105为中心发生转动,同时带动料带发生弯曲,使料带弯曲形成衬套该有的弧形。
54.参考图,所述料带进给机构设置在所述支撑板1上,所述料带进给组件5用于将料
带送入所述加工支撑组件2中,所述料带进给组件5包括设置在所述支撑板1上的若干伸缩杆501,所述伸缩杆501为现有技术不再详述,所述伸缩杆501的顶端连接有料带板502,所述料带板502上设置有料带槽503,料带置于所述料带槽503中,所述料带板502上设置有至少两组推动组件8,两组料带推动组件8防止料带在进给过程中发生偏移。
55.所述推动组件8包括设置在所述料带槽503一侧的辅助块801,所述辅助块801上设置有定位槽802,还包括推动气缸803,作为一种实施例所述推动气缸803设置在所述料带板502上,所述推动气缸803传动端指向所述辅助块801,所述推动气缸803的传动端设置有进给板804,所述进给板804指向所述辅助块801的一端设置有推动滚轮805,所述推动滚轮805上设置有定位凸起806,所述进给板804上设置有送料电机807,所述送料电机807传动端通过涡轮蜗杆减速机808连接在所述推动滚轮805上,料带进给时,所述定位凸起806将料带压在所述定位槽802内,在进行料带进给时,所述推动气缸803首先开始工作将料带压在所述辅助快上,此时,所述所述定位凸起806将料带压在所述定位槽802内进而所述送料电机807开始工作,带动连接在其传动端的推动滚轮805进行转动,进而所述转动滚轮推动料带进行运动,将料带推入所述加工支撑组件2中,在进给的过程中将料带表面形成工艺凹槽。
56.参考图,所述整平组件3设置在所述安装板101上,所述整平组件3用于压平料带,所述整平组件3包括设置在所述安装板101上的整平滑动模组301,所述整平滑动模组301的滑块上设置有整平板302,所述整平板302上设置有按压块303,所述按压块303滑动连接在所述加工支撑组件2内,所述按压块303上设置有微调凸起304,进行整平工作时,所述整平滑动模组301开始工作带动连接在其传动端的按压块303向着所述整平槽202进行运动,最终将料带按压在所述整平槽202上,此时所述微调凸起304在料带表面的工艺凹槽中,若料带有轻微偏移通过微调凸起304插入所述工艺凹槽调整料带的位置。
57.参考图,所述冲孔组件4设置在所述安装板101上,所述冲孔组件4的传动端指向所述加工支撑组件2,所述冲孔组件4包括设置在所述安装板101上的冲孔滑动模组401,所述冲孔滑动模组401的传动端连接有冲孔板402,所述冲孔板402上设置有冲孔刀403,所述冲孔刀403连接在所述冲孔板402上,进行冲孔时,首先所述冲孔滑动模组401开始工作,进而所述冲孔滑动模组401带动所述冲孔板402进行运动,进而带动所述冲孔刀403压在所述支撑杆602上,完成料带上的工艺孔的裁切。
58.参考图,所述切断组件9包括设置在所述安装板101上的切断滑动模组901,所述切断滑动模组901的滑块上设置有切断刀902,所述切断刀902指向所述加工支撑组件2,所述切断组件9工作时,首先所述切断滑动模组901开始工作,带动连接在其滑块上的切断刀902进行运动,进而所述切断刀902切断料带后由所述切断滑动模组901带动切断刀902进行复位。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。