1.本发明涉及焊接材料领域,尤其涉及一种耐低温耐大气腐蚀焊接用高韧性气体保护焊丝。
背景技术:
2.随着焊接结构在低温环境下服役应用的日益广泛,如低温压力容器、输气管线、石油化工设备、冷冻设备、食品工业以及液态气体储存设备等都需要在低温环境下使用。因此,要求此类钢具有足够的低温韧性以及高的抗低温脆化的能力是首要考虑的。这将对焊接接头的低温韧性,进而对焊接材料和焊接工艺提出了更高的要求。然而在现有的技术中能够满足在-60℃以上低温环境服役设备上使用的气体保护焊丝极少。
3.目前有两种气体保护焊丝的成分。一种焊丝由于s、p含量较高,含ni量较低,不能满足焊缝金属在-60℃环境下的低温韧性要求;另一种焊丝属于埋弧焊焊丝,需要匹配相应的焊剂才能满足焊缝的低温韧性要求,因此不能用作气体保护焊的焊接材料。
技术实现要素:
4.本发明的目的在于提供一种适合于在-60℃以上环境服役的低温钢焊接的气体保护焊丝,焊丝严格控制了c、s、p、o含量,添加适量的ni元素和微量的ti、zr元素,并采用富氩气体保护焊接,使得熔敷金属具有良好的低温韧性和抗低温脆化的能力。
5.为解决上述技术问题,本发明采用如下技术方案:
6.本发明一种耐低温耐大气腐蚀焊接用高韧性气体保护焊丝,所述的焊丝包括以下化学成分且各化学成分的质量百分比:c:0.075~0.10%,si:0.08~0.18%,mn:0.85~1.10%,ni:3.20~3.40%,mo:0.10~0.20%,ti≤0.10%,zr:0.02~0.08%,s≤0.010%,p≤0.010%,o≤0.006%,n:≤0.0070%,余量为fe及不可避免的杂质。
7.进一步的,其化学成分的质量百分比为:c:0.085%,si:0.16%,mn:1.05%,ni:3.3%,mo:0.18%,ti:0.047%,zr:0.032%,s:0.003%,p:0.008%,o:50ppm,n:48ppm,余量为fe及不可避免的杂质。
8.进一步的,其化学成分的质量百分比为:c:0.080%,si:0.15%,mn:1.07%,ni:3.3%,mo:0.18%,ti:0.045%,zr:0.042%,s:0.004%,p:0.007%,o:21ppm,n:53ppm,余量为fe及不可避免的杂质。
9.进一步的,该焊丝焊接时采用体积比为80%ar 20%co2混合气体保护。
10.本发明的焊丝中降低c含量并严格控制s、p、o、n等杂质元素的含量,有利于降低焊缝金属的韧脆转变温度,提高焊缝的低温韧性;
11.加入适量的mn、si元素,可以有很好的脱氧作用,对改善韧性有利,同时mn还有脱s的作用;
12.加入ni元素,固溶于铁素体中,可显著改善焊缝的低温韧性;加入少量的mo可以改善焊缝金属的回火脆性;
13.加入微量的ti、zr元素可以进一步细化焊缝组织,提高焊缝金属的低温韧性。
14.ti、zr与o形成的tio和zro,促进了焊缝针状铁素体组织的形成,同时zr还可与n化合生成氮化锆,降低焊缝中的游离氮,提高焊缝的韧性。
15.与现有技术相比,本发明的有益技术效果:
16.1.本发明焊丝由于含c量低,并加入了适量的mn、ni元素,降低了焊缝的韧脆转变温度。
17.2.本发明焊丝通过添加微量的ti、zr元素,与o形成氧化物形核质点,促使焊缝针状铁素体的形成,进一步提高了焊缝金属的韧性。
18.3.本发明焊丝由于严格控制s、p、o、n等杂质元素,而具有良好的抗裂性能和低温韧性。
19.4.本发明焊丝采用80%ar 20%co2混合气体保护,可焊接在-60℃以上环境服役的低温钢。
具体实施方式
20.下面结合试验数据和实施例对本发明作进一步说明
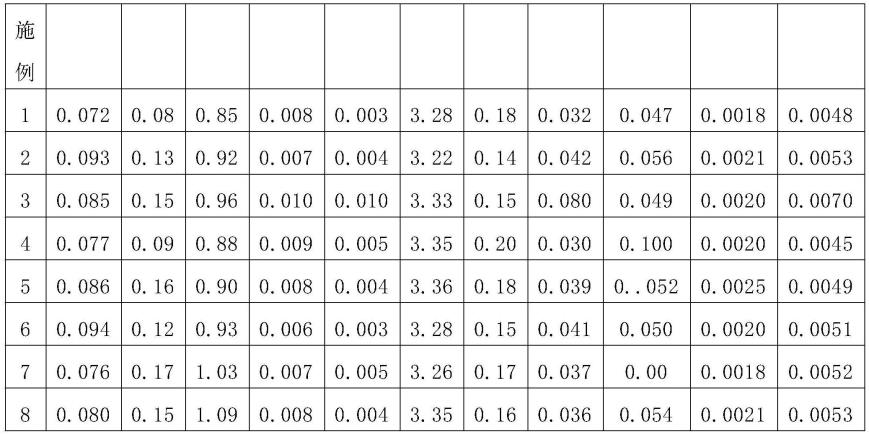
21.根据本发明焊丝的化学成分范围和以下实施例所用的质量百分比,将钢水依次进行浇铸冶炼多炉焊丝钢、钢坯加热、轧制和斯太尔摩风冷制备、再经下游用户拔丝、镀铜和缠轴等工序,加工成了直径1.2mm的成品焊丝,各炉焊丝的化学成分如表1所示。
22.各炉焊丝均采用体积80%ar 20%co2富氩气体保护,对同样部件进行同一人同样焊接,焊接完成后相同时间使用相同设备在相同条件下对其进行相同机械性能测试,所得熔敷金属的机械性能如表2所示。
23.表1各实施例以及各例中焊丝的化学成分(质量百分比%,所列化学成份中余量为fe及不可避免的杂质)
[0024][0025][0026]
表2各实施例焊丝熔敷金属的机械性能
[0027]
序号抗拉强度rm/mpa屈服强度rel/mpa延伸率a%a
kv-60℃
/j
1608498281022617524269836044902811046255302590559049128125660549827120761851426130862053126126
[0028]
注:表中晶粒度为平均晶粒度。
[0029]
由此可见,本发明中s、p含量高,并严格控制c含量,添加适量的ni元素和微量的ti、zr元素,且s≤0.010,p≤0.010,o≤0.0025,n≤0.0070,完全可满足焊接金属在-60℃环境下的低温韧性要求。
[0030]
在80%ar 20%co2富氩气体保护进行焊接,由表2可看出,采用本化学成分的焊丝,机械性能好,保证金属焊缝具有优异的低温韧性。
[0031]
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
技术特征:
1.一种耐低温耐大气腐蚀焊接用高韧性气体保护焊丝,其特征在于,所述的焊丝包括以下化学成分且各化学成分的质量百分比:c:0.075~0.10%,si:0.08~0.18%,mn:0.85~1.10%,ni:3.20~3.40%,mo:0.10~0.20%,ti≤0.10%,zr:0.02~0.08%,s≤0.010%,p≤0.010%,o≤0.006%,n:≤0.0070%,余量为fe及不可避免的杂质。2.根据权利要求1所述的耐低温耐大气腐蚀焊接用高韧性气体保护焊丝,其特征在于,其化学成分的质量百分比为:c:0.085%,si:0.16%,mn:1.05%,ni:3.3%,mo:0.18%,ti:0.047%,zr:0.032%,s:0.003%,p:0.008%,o:50ppm,n:48ppm,余量为fe及不可避免的杂质。3.根据权利要求1所述的耐低温耐大气腐蚀焊接用高韧性气体保护焊丝,其特征在于,其化学成分的质量百分比为:c:0.080%,si:0.15%,mn:1.07%,ni:3.3%,mo:0.18%,ti:0.045%,zr:0.042%,s:0.004%,p:0.007%,o:21ppm,n:53ppm,余量为fe及不可避免的杂质。4.根据权利要求1所述的耐低温耐大气腐蚀焊接用高韧性气体保护焊丝,其特征在于,该焊丝焊接时采用体积比为80%ar 20%co2混合气体保护。
技术总结
本发明公开了一种耐低温耐大气腐蚀焊接用高韧性气体保护焊丝,所述的焊丝包括以下化学成分且各化学成分的质量百分比:C:0.075~0.10%,Si:0.08~0.18%,Mn:0.85~1.10%,Ni:3.20~3.40%,Mo:0.10~0.20%,Ti≤0.10%,Zr:0.02~0.08%,S≤0.010%,P≤0.010%,O≤0.006%,N:≤0.0070%,余量为Fe及不可避免的杂质。本发明的是适合于在-60℃以上环境服役的低温钢焊接的气体保护焊丝,使得熔敷金属具有良好的低温韧性和抗低温脆化的能力。的能力。
技术研发人员:杨鲁明 吕刚 赵晓敏 王刚
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:2022.11.16
技术公布日:2023/2/3
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。