技术特征:
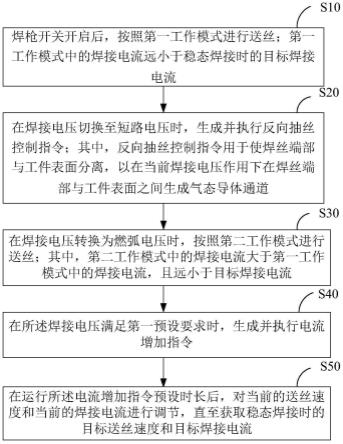
1.一种熔化极焊接的引弧方法,其特征在于,方法包括:焊枪开关开启后,按照第一工作模式进行送丝;所述第一工作模式中的焊接电流远小于稳态焊接时的目标焊接电流;在焊接电压转换为短路电压时,生成并执行反向抽丝控制指令;其中,所述反向抽丝控制指令用于使焊丝端部与工件表面分离,以在当前的焊接电压作用下在焊丝端部与工件表面之间生成气态导体通道;在所述焊接电压转换为燃弧电压时,按照第二工作模式进行送丝;其中,所述第二工作模式中的焊接电流大于所述第一工作模式中的焊接电流,且远小于所述目标焊接电流;在所述焊接电压满足第一预设要求时,生成并执行电流增加指令;在运行所述电流增加指令预设时长后,对当前的送丝速度和当前的焊接电流进行调节,直至获取稳态焊接时的目标送丝速度和目标焊接电流。2.如权利要求1所述的熔化极焊接的引弧方法,其特征在于,所述在所述焊接电压转换为短路电压时,生成并执行反向抽丝控制指令,包括:在所述焊接电压小于第一阈值时,生成反向抽丝控制指令;其中,所述第一阈值用于表征焊丝端部与工件表面接触瞬间的焊接电压值;所述反向抽丝控制指令包括抽丝速度;根据所述抽丝速度进行抽丝。3.如权利要求2所述的熔化极焊接的引弧方法,其特征在于,所述在所述焊接电压转换为燃弧电压时,按照第二工作模式进行送丝,包括:在所述焊接电压大于所述第一阈值时,按照第二工作模式进行送丝;其中,所述第二工作模式中的送丝速度大于或等于所述第一工作模式中的送丝速度。4.如权利要求1所述的熔化极焊接的引弧方法,其特征在于,所述在所述焊接电压满足第一预设要求时,生成并执行电流增加指令,包括:在所述焊接电压重新转换为短路电压时,生成电流增加指令;根据所述电流增加指令,以预设电流调节模式增加焊接电流。5.如权利要求1所述的熔化极焊接的引弧方法,其特征在于,所述在所述焊接电压满足第一预设要求时,生成并执行电流增加指令,包括:在所述焊接电压达到区间峰值时,生成送丝速度增加指令;根据所述电流增加指令,以预设电流调节模式增加焊接电流。6.如权利要求4或5所述的熔化极焊接的引弧方法,其特征在于,所述预设电流调节模式包括:线性调节、阶梯调节以及曲线调节。7.如权利要求1-5任一项所述的熔化极焊接的引弧方法,其特征在于,在运行所述电流增加指令预设时长后,对当前的送丝速度和当前的焊接电流进行调节,直至获取稳态焊接时的目标送丝速度和目标焊接电流,包括:获取当前的送丝速度;根据所述目标送丝速度和当前的送丝速度确定调节次数以及每次调节的送丝幅度;在运行所述电流增加指令预设时长后,以当前的送丝速度为起点,根据所述调节次数以及每次调节的送丝幅度对送丝速度进行调节直至达到所述目标送丝速度;和获取当前的焊接电流;
根据所述目标焊接电流、当前的焊接电流以及当前的送丝速度确定每次调节的电流幅度;在运行所述电流增加指令预设时长后,以当前的焊接电流为起点,根据所述调节次数以及每次调节的电流幅度对焊接电流进行调节直至达到所述目标焊接电流。8.一种熔化极焊接的引弧装置,其特征在于,装置包括:第一送丝模块,用于在焊枪开关开启后,按照第一工作模式进行送丝;所述第一工作模式中的焊接电流远小于稳态焊接时的目标焊接电流;反向抽丝模块,用于在焊接电压转换为短路电压时,生成并执行反向抽丝控制指令;其中,所述反向抽丝控制指令用于使焊丝端部与工件表面分离,以在当前的焊接电压作用下在焊丝端部与工件表面之间生成气态导体通道;第二送丝模块,用于在所述焊接电压转换为燃弧电压时,按照第二工作模式进行送丝;其中,所述第二工作模式中的焊接电流大于所述第一工作模式中的焊接电流,且远小于所述目标焊接电流;第三送丝模块,用于在所述焊接电压满足第一预设要求时,在所述焊接电压满足第一预设要求时,生成并执行电流增加指令;稳态焊接模块,用于在运行所述电流增加指令预设时长后,对当前的送丝速度和当前的焊接电流进行调节,直至获取稳态焊接时的目标送丝速度和目标焊接电流。9.一种熔化极焊接的引弧设备,包括存储器、处理器以及存储在所述存储器中并可在所述处理器上运行的计算机程序,其特征在于,所述处理器执行所述计算机程序时实现如权利要求1至7任一项所述方法的步骤。10.一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,其特征在于,所述计算机程序被处理器执行时实现如权利要求1至7任一项所述方法的步骤。
技术总结
本申请适用于焊接技术领域,提供了一种熔化极焊接的引弧方法、装置、设备及存储介质。该方法包括开启焊枪后,按照第一工作模式进行送丝;在焊接电压转换为短路电压时,生成并执行反向抽丝控制指令;在焊接电压转换为燃弧电压时,按照第二工作模式进行送丝;在焊接电压满足第一预设要求时,生成并执行电流增加指令;在运行电流增加指令预设时长后,对当前的送丝速度和当前的焊接电流进行调节,直至获取稳态焊接时的目标送丝速度和目标焊接电流。该方法通过减少引弧过程中热量输入(利用电场生成气态导体通道,在小电流下生成闪烁电弧)以及热量输入的速度的方式避免了爆裂引弧,提高引弧成功率。成功率。成功率。
技术研发人员:郑兵 乌建雄 吴凯
受保护的技术使用者:深圳市爱达思技术有限公司
技术研发日:2022.10.11
技术公布日:2023/2/3
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。