往复式预热系统、方法和设备
背景技术:
1.本公开内容大体上涉及包括预热比如焊丝等填充材料的焊接工艺,更具体地涉及用于预热填充材料以消除电弧偏吹影响的方法和设备。
2.焊接是在所有行业中变得越来越普遍的工艺。焊接就其本质来说是将两块金属结合在一起或沉积附加的金属以构建表面的一种方式。虽然已经出于各种目的实现了很多种焊接系统和焊接控制方案,但焊接使用电力来维持焊接电弧,焊接电弧熔化填充材料和焊接工件以形成所期望的焊缝。
3.虽然焊接在许多应用中非常有效,但基于焊接操作是用“冷”还是“热”的电极或填充材料开始的,焊接可能会经历不同的初始焊接性能。一般而言,“冷”开始是指电极端头、填充材料和相邻金属处于或相对接近环境温度的焊接操作。相比之下,“热”开始通常是电极端头、填充材料和相邻金属中的一个或多个温度高得多,但低于电极焊丝的熔点的焊接操作。
技术实现要素:
4.基本上如结合至少一个附图所展示和描述的,如在权利要求中更完整地阐述的,用于在焊接工艺中预热填充材料的系统、方法和设备。
附图说明
5.这里描述的装置、系统和方法的前述和其他目的、特征和优点将从如附图所示的其特定实施例的以下描述中变得明显;其中相同或相似的附图标记表示相同或相似的结构。附图不一定是按比例绘制的,而是将重点放在解释本文所描述的装置、系统和方法的原理上。
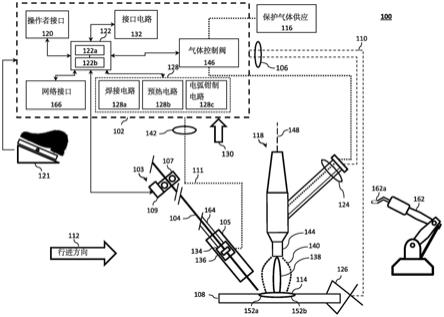
6.图1a展示了根据本公开内容的方面的示例焊接系统,该焊接系统包括被配置为将输入电力转换为焊接电力和预热电力的焊接电力供应器。
7.图1b和图1c展示了图1a的焊接系统在钨极气体保护电弧焊(gtaw)操作期间的焊接电弧的图。
8.图2a和图2b展示了在焊接系统中使用dc预热电力所产生的电磁力的相互作用的图。
9.图3a展示了在焊接系统中使用dc脉冲预热电力所产生的电磁力的相互作用。
10.图3b展示了在焊接系统中使用ac预热电力所产生的电磁力的相互作用。
11.图4a至图4c展示了在焊接系统中使用dc脉冲预热电力所产生的电磁力的平均力的图。
12.图5a至图5c展示了在焊接系统中使用ac预热电力所产生的电磁力的平均力的图。
13.图6a展示了根据本公开内容的方面的用于供应焊接型电力和预热电力的示例异步时序图。
14.图6b和图6c展示了根据本公开内容的方面的在图1a的焊接系统中使用异步切换
技术所产生的电磁力的图。
15.图7是示例异步切换方法的流程图。
16.图8展示了根据本公开内容的方面的使用往复技术向图1a的焊接系统中供应焊接型电力和预热电力的阶段图。
17.图9是示例往复方法的流程图。
具体实施方式
18.对单数项的引用应理解为包括复数项,反之亦然,除非另有明确说明或从上下文中是清楚的。语法上的连词旨在表达相连从句、句子、词语等的任意和所有连接和分隔组合,除非另有说明或从上下文中是清楚的。除非本文另有指示,否则本文中对值的范围的叙述并不旨在限制,而是单独地表示落在该范围内和/或包括该范围的任何和所有值,并且在这种范围内的每个单独的值包括在说明书中,就好像它是在本文中单独叙述的一样。在下面的描述中,应当理解,比如“第一”、“第二”、“顶”、“底”、“侧”、“前”、“后”等术语是出于方便的词语,而不应被解释为限制性术语。例如,虽然在一些示例中,第一侧定位成邻近或靠近第二侧,但术语“第一侧”和“第二侧”并不暗示对这些侧进行排序所依照的任何特定顺序。
19.当后面跟随着数值时,术语“约”、“大约”、“大致”等应被解释为指示如本领域普通技术人员将理解的、为了预期目的操作令人满意的偏差。值和/或数值的范围这里仅作为示例提供,而不构成对所描述实施例的范围的限制。本文提供的任何和所有示例或示例性语言(“例如”、“比如”等)的使用仅旨在更好地展示实施例,而不对实施例的范围构成限制。术语“如”和“例如”引出具有一个或多个非限制性示例、实例或图示的列表。说明书中的任何语言都不应被解释为指示任何未要求保护的元件对于实施例的实践是必不可少的。
20.术语“和/或”是指列表中由“和/或”结合的多个项中的任何一项或多项。例如,“x和/或y”是指三元素集合{(x),(y),(x,y)}中的任何元素。换言之,“x和/或y”是指“x和y中的一个或两个”。作为另一示例,“x、y和/或z”是指七元素集合{(x),(y),(z),(x,y),(x,z),(y,z),(x,y,z)}中的任何元素。换言之,“x、y和/或z”是指“x、y和z中的一个或多个”。
21.如本文所用,术语“焊接型系统”包括能够提供适用于焊接、等离子切割、感应加热、空气碳弧切割(cac-a)和/或热焊丝焊接/预热(包括激光焊接和激光熔覆)的电力的任何装置,包括逆变器、转换器、斩波器、谐振电力供应器、准谐振电力供应器等,以及与之相关联的控制电路系统和其他辅助电路系统。
22.术语“焊接型电力”是指适用于焊接、等离子切割、感应加热、cac-a和/或热焊丝焊接/预热(包括激光焊接和激光熔覆)的电力。如本文所使用的,术语“焊接型电力供应器”和/或“电力供应器”是指在向其施加电力时能够向焊接、等离子切割、感应加热、cac-a和/或热焊丝焊接/预加热(包括激光焊接和激光熔覆)供电的任何装置,包括但不限于逆变器、转换器、谐振电力供应器、准谐振电力供应器等,以及与其相关联的控制电路系统和其他辅助电路系统。
23.术语“电路”和“电路系统”包括任何模拟和/或数字部件、电力和/或控制元件,比如微处理器、数字信号处理器(dsp)、软件等、分立和/或集成的部件,或其部分和/或组合。
24.如本文所使用的,术语“控制电路”和“控制电路系统”可以包括数字和/或模拟电
路系统、分立和/或集成的电路系统、微处理器、数字信号处理器(dsp)和/或其他逻辑电路系统、和/或相关联的软件、硬件和/或固件。控制电路或控制电路系统可以位于形成控制器的一部分或全部的一个或多个电路板上,并且用于控制焊接过程、比如电源或送丝器等装置、运动、自动化、监测、空气过滤、显示器和/或任何其他类型的焊接相关系统。
25.术语“存储器”和/或“存储器装置”是指存储信息以供处理器和/或其他数字装置使用的计算机硬件或电路系统。存储器和/或存储器装置可以是任何合适类型的计算机存储器或任何其他类型的电子存储介质,例如只读存储器(rom)、随机存取存储器(ram)、高速缓存存储器、致密盘只读存储器(cdrom)、电光存储器、磁光存储器、可编程只读存储器(prom)、可擦除可编程只读存储器(eprom)、电可擦除可编程只读存储器(eeprom)、闪速存储器、固态存储器、计算机可读介质等。
26.术语“炬”、“焊炬”、“焊接工具”或“焊接型工具”是指被配置为被操纵以执行焊接相关任务的装置,并且可以包括手持焊炬、机器人焊炬、焊枪或用于形成焊接电弧的其他装置。
27.术语“焊接模式”、“焊接过程”、“焊接型过程”或“焊接操作”是指所使用的工艺或输出的类型,比如受电流控制的(cc)、受电压控制的(cv)、脉冲式的、气体保护熔化极电弧焊(gmaw)、助焊剂芯电弧焊(fcaw)、钨极气体保护电弧焊(gtaw)、有保护的金属电弧焊(smaw)、喷涂、短路和/或任何其他类型的焊接过程。
28.可以用硬件、软件、和/或硬件和软件的组合来实现本方法和系统。示例实现方式包括专用集成电路和/或可编程控制电路。可以以集中方式在至少一个计算系统中实现本方法和/或系统,或者以不同的要素遍布在若干互连计算系统上的分布式方式实现本方法和/或系统。适用于执行本文所描述的方法的任何种类的计算系统或其他装置都是适合的。硬件与软件的典型组合可以是具有程序或其他代码的通用计算系统,该程序或其他代码当被加载和执行时控制该计算系统以使得该计算系统执行本文所描述的方法。另一个典型实现方式可以包括专用集成电路或芯片。一些实现方式可以包括非暂时性机器可读(例如,计算机可读)介质(例如,闪存驱动器、光盘、磁存储盘等),该非暂时性机器可读介质上存储有一行或多行代码,所述代码可由机器执行从而使机器执行如本文所描述的过程。
29.在gtaw(也称为钨惰性气体(tig)焊接)中,有利的是可以在进入的填充材料沉积到焊接熔池中之前对其进行预热。如本领域技术人员将理解的,填充材料有时被称为填充焊丝并且预热填充焊丝的gtaw技术有时被称为热焊丝gtaw。
30.热焊丝gtaw系统提供了某些优点。这些优点包括例如减少工件加热量,因为焊接熔池不需要提供那么多的能量来熔化进入的填充材料。这种工件加热的减少提供了许多好处。例如,预热填充材料会减少热影响区的体积、减少低热扩散率材料的变形、减少薄材料烧穿、减小电弧焊电源的尺寸、和/或将热更精确地加到所需位置。此外,预热填充材料提供了能量效率增益,因为来自填充材料的能量损失将小于来自工件的能量损失。
31.然而,热焊丝gtaw遇到的困难是来自施加在焊接电弧上的高电阻预热电力的电磁力的相互作用。在操作中,取决于焊接型电力和预热电力的电流流动方向,这些电磁力可以将焊接电弧朝向填充材料推动或拉动。这种推动和/或拉动效果有时被称为电弧偏吹。在某些情况下,焊接电弧也会受到铁磁性工件的永久磁化的影响。当焊接或预热dc电流与工件磁域对准时,会发生永久磁化。电弧偏吹是不期望的,因为跳跃的焊接电弧使焊接更加困难
并且会导致焊接质量降低。
32.焊接操作者可以采用技术来减轻电弧偏吹的影响。例如,在具有热焊丝配置的dc焊接系统中,电流路径可以在彼此相反的方向(即,相反方向)上被引导以减轻电弧偏吹的影响。在实践中,此电流布置背离填充材料推动焊接电弧,并且允许将填充材料连续送入焊接熔池中而不会回火。在此布置中,填充材料典型地在位于行进方向相反侧的焊接熔池的后边缘处被送入。在ac热焊丝配置中,ac电流以ac热焊丝频率推动和拉动焊接电弧。这具有保持焊接电弧与电极大致同轴的净效果;然而,焊接电弧将扫过使焊接电弧散焦的区域,从而使焊接电弧更柔和。有时需要或有必要维持高度聚拢的“硬”焊接电弧,例如,为了到达内部接头或最小化工件热输入。在需要高度聚拢的焊接电弧的情况下,此ac热焊丝配置是不够的。
33.在机器人焊接操作中,可以在焊炬的速度、角度、位置等方面对焊接操作进行精确控制,但是这些技术无法容易地应用于人类操作者,人类操作者的可预测性较差且无法控制达到与其机器人同行相同的准确度。其他预热系统采用成角度的焊丝引导件和多个接触端头成大角度引入电阻预热的填充材料,然而,这种系统体积更大且更难以手动操作。
34.本主题公开内容提供了一种具有电力转换电路的焊接系统,该电力转换电路具有焊接电路和预热电路,该焊接电路和预热电路串联工作以消除电弧偏吹的影响而不需要附加的硬件,比如电缆和/或接触端头。在一个示例中,预热电路经由单个接触端头联接到填充材料,并且工作电缆(经由工作夹)用作预热电路的回路导体。消除附加的接线和触点使得填充材料能够被更容易地加热和在手动或半自动操作期间经由笔或触筒输送,由此人类操作者操纵填充材料和/或焊炬的位置和/或角度。为了消除电弧偏吹的影响,焊接电路和预热电路经由控制电路异步切换焊接型电力和预热电力。通过使用如下面将讨论的异步切换技术,仅当焊接型电力关闭(或处于本底水平)时才提供预热电力。相反,当焊接型电力活动时,预热电力关闭(或处于本底水平)。换言之,异步切换使焊接型电力和预热电力的供应交替进行。
35.所公开的焊接电力供应器和预热电源提供了许多优点,同时维持了热焊丝gtaw的其他各种好处。例如,填充焊丝可以在焊池中的任何位置沉积而不会受到偏吹影响。进一步,焊接电弧被聚拢并保持与电极同轴。异步切换过程工作在半自动化和自动化应用中。异步切换过程可以进一步与往复技术结合使用,在往复技术中,在焊接操作期间填充材料朝向焊池推进和从焊池收回。异步切换和往复过程可以用于传统焊接操作(例如,经由焊缝来连接金属件)、熔覆、增材制造工艺和其他焊接型系统。
36.根据第一方面,一种用于消除电弧偏吹影响的焊接系统,该焊接系统包括:焊接电路系统,被配置为在焊接操作期间向焊炬的电极提供焊接型电力以在焊接工件与电极之间产生焊接电弧,从而形成焊池;预热电路系统,被配置为提供预热电力以加热填充材料;送丝机构,被配置为在焊接操作期间相对于焊接工件推进和收回填充材料;以及控制电路系统,可操作地联接到焊接电路系统、预热电路系统和送丝机构,其中,控制电路系统被配置为执行往复循环,该往复循环包括以下步骤:经由送丝机构朝向焊接工件推进填充材料,直到填充材料电连接到焊池;当填充材料电连接到焊池时,经由预热电路系统供应预热电力以加热填充材料;经由送丝机构背离焊接工件收回填充材料,直到填充材料不电连接到焊池;以及当填充材料不电连接到焊池时,终止经由预热电路系统向填充材料供应预热电力。
37.根据第二方面,一种在焊接系统中预热填充材料以消除在焊接操作期间电弧偏吹影响的方法包括:在焊接操作期间经由送丝机构朝向焊接工件推进填充材料,直到填充材料电连接到形成在焊接工件上的焊池;当填充材料电连接到焊池时,经由预热电路系统供应预热电力以加热填充材料;经由送丝机构背离焊接工件收回填充材料,直到填充材料不电连接到焊池;以及当填充材料不电连接到焊池时,终止经由预热电路系统向填充材料供应预热电力。
38.根据第三方面,一种消除电弧偏吹影响的焊接系统包括:焊接电路系统,被配置为在焊接操作期间向焊炬的电极提供焊接型电力;预热电路系统,被配置为提供预热电力以加热填充材料;送丝机构,被配置为在焊接操作期间相对于焊接工件推进和收回填充材料;以及控制电路系统,可操作地联接到焊接电路系统、预热电路系统和送丝机构,其中,控制电路系统被配置为执行往复循环,该往复循环包括以下步骤:提供处于第一焊接电力水平的焊接型电力以在焊接工件与电极之间产生焊接电弧,从而形成焊池,其中,焊接电路系统被配置为使焊接型电力在第一焊接电力水平与电力低于第一焊接电力水平的第二焊接电力水平之间交替;经由送丝机构朝向焊接工件推进填充材料直到填充材料电连接到焊池,其中,焊接电路系统被配置为在填充材料电连接到焊池之前将焊接型电力切换到第二焊接电力水平;当填充材料电连接到焊池时,经由预热电路系统供应预热电力以加热填充材料;经由送丝机构背离焊接工件收回填充材料直到填充材料不电连接到焊池,其中,焊接电路系统被配置为当填充材料不再电连接到焊池时将焊接型电力切换到第一焊接电力水平;以及当填充材料不电连接到焊池时,终止经由预热电路系统向填充材料供应预热电力。
39.在一些方面,往复循环进一步包括经由焊接电路系统供应焊接型电力以在焊接工件与电极之间产生焊接电弧从而形成焊池的步骤。在一些方面,焊接电路系统被配置为使焊接型电力在第一焊接电力水平与电力低于第一焊接电力水平的第二焊接电力水平之间交替。在一些方面,焊接电路系统被配置为当填充材料不电连接到焊池时供应处于第一焊接电力水平的焊接型电力。
40.在一些方面,焊接电路系统被配置为当填充材料电连接到焊池的时供应处于第二焊接电力水平的焊接型电力。在一些方面,提供的处于第一焊接电力水平的焊接型电力比提供的处于第二焊接电力水平的焊接型电力至少大十倍。在一些方面,控制电路系统被配置为以每秒5至100个往复循环的频率执行往复循环。在一些方面,控制电路系统被配置为以每秒15至25个往复循环的频率执行往复循环。
41.在一些方面,控制电路系统被配置为在焊接操作期间将焊接电路系统和预热电路系统在数个电力水平之间异步地切换。在一些方面,预热电力是直流电(dc)或交流电(ac)。在一些方面,电极包括钨。在一些方面,焊接操作是钨极气体保护焊(gtaw)操作。
42.图1a展示了用于在焊接工件108上执行焊接型操作的示例焊接系统100。所示的焊接系统100被配置为执行例如根据本公开内容的方面的热焊丝gtaw。焊接系统100被展示为通常包括电力供应器102、焊炬118和加热器组件134。
43.如图所示,电力供应器102和焊炬118经由导体或导管106联接,而电力供应器102和加热器组件134经由导体或导管142联接。如图所示,加热器组件134和填充物材料104可以经由例如笔或触筒105提供。
44.所示的电力供应器102通常包括控制电路系统122、操作者接口120、接口电路132、
电力转换电路128、网络接口166和一个或多个气体控制阀146。虽然不同部件可以设置在单个外壳中,但电力供应器102的一个或多个部件可以设置在外壳的外部。在一个示例中,一个或多个气体控制阀146可以作为单独的装置提供。
45.端子典型地设置在电力供应器102上以允许导体或导管106、142联接到电力供应器102从而允许将电力和气体从电力供应器102提供到焊炬118或提供到加热器组件134。端子还可以被提供以允许数据在电力供应器102、操作者控制装置(例如,脚踏板121)与远程装置(或甚至焊接系统100的另一个部件)之间交换。例如,电力供应器102可以经由导管106将焊接型电力和保护气体140提供到邻近焊接工件108的位置处的焊炬118,而电力供应器102可以经由导管142向加热器组件134提供预热电力。工作电缆110延伸到焊接工件108以经由工作夹126补全在电力供应器102(例如,焊接电路系统128a和/或预热电路系统128b)与焊接工件108之间的电路。
46.焊接系统100被配置用于要由操作者和/或焊接序列比如经由设置在电力供应器102上的操作者接口120选择的焊接设置(例如,焊接参数,比如电压、送丝速度、电流、气体流率、电感、物理焊接参数、高级焊接程序、脉冲参数等)。操作者接口120可以使用任何输入装置接收输入,比如经由小键盘、键盘、按钮、触摸屏、语音激活系统、无线装置、脚踏板121等。
47.操作者接口120典型地将被结合到电力供应器102的前面板中,并且可以允许选择比如焊接工艺、要使用的焊丝类型、电压和电流设置等的设置。特别地,示例焊接系统100被配置用于允许用穿过焊炬118输送的各种钢焊丝、铝焊丝或其他类型的焊丝进行焊接。将这些焊接设置传送到电力供应器102内的控制电路系统122。该系统可以特别适于实现针对某些电极类型而配置的焊接方案。控制电路系统122操作以控制供应到电极144用于执行所期望焊接操作的焊接电力输出的产生。
48.操作者接口120可以接收指定焊丝材料(例如,钢、铝)、焊丝类型(例如,实心的、包芯的)、焊丝直径、气体类型和/或任何其他参数的输入。在接收到输入后,控制电路系统122确定用于焊接应用的焊接输出。例如,控制电路系统122可以至少部分地基于通过操作者接口120接收的输入来确定焊接过程的焊接电压、焊接电流、送丝速度、电感、焊接脉冲宽度、相对脉冲幅度、波形、预加热电压、预加热电流、预加热脉冲、预加热电阻、预加热能量输入和/或任何其他焊接和/或预加热参数。
49.焊炬118典型地通过焊接电缆124从电力供应器102向电极144施加焊接型电力。类似地,来自保护气体供应器116的保护气体140通过焊接电缆124供给。焊接焊炬118可以是gtaw焊炬,但也考虑其他焊炬(例如,gmaw、fcaw、smaw)。
50.填充材料104可以经由衬套164输送到焊池114,该衬套可以位于焊炬118上或附近。当被配置用于手动或半自动操作(其中人类操作者操纵填充材料104和/或焊炬118的位置和/或角度)时,填充材料104可以经由手持式笔或触筒105提供。脚踏板121还可以被提供以使人类操作者能够开始和停止从焊接电路系统128a到焊炬118的焊接型电力的供应。脚踏板121可以经由操作者接口120连接到焊接系统100,或经由例如导管和/或电连接器(例如,插头)连接到控制电路系统122。
51.焊接电流在电极144与焊接工件108之间流动,由此在焊接操作期间在焊接工件108上的焊池114与电极144之间产生焊接电弧138。例如,电极144可以是钨电极。
52.当在电极144与焊接工件108之间存在焊接电弧138时,电气电路被补全并且焊接电力取决于极性流过电极144,跨过焊接电弧138,跨过(多个)焊接工件108,并经由工作电缆110和工作夹126返回到电力转换电路128。当极性反转时,电流流动方向反转。因此,工作电缆110和工作夹126允许闭合从电力供应器102(例如,电力转换电路128)经过焊接工件108的电气电路。
53.在焊接操作期间,填充材料104被供给到焊池114并且变为焊池的一部分。由于温差,填充材料104被来自最终由焊接电弧138加热的焊池114的热熔化。通过预热填充材料104,产生的焊接电弧138可以具有降低的电弧能量,因为焊池114不需要那么多的热(能量)来熔化进入的填充材料104。
54.控制电路系统122包括控制电力供应器102的操作的一个或多个控制器和/或处理器122a。控制电路系统122接收并且处理与系统的性能和需求相关联的多个输入。(多个)处理器122a可以包括一个或多个微处理器,比如一个或多个“通用”微处理器、一个或多个专用微处理器和/或专用集成电路(asic)、一个或多个微控制器、和/或任何其他类型的处理和/或逻辑器件。例如,控制电路系统122可以包括一个或多个数字信号处理器(dsp)。控制电路系统122可以包括比如继电器电路系统、电压与电流感测电路系统、电力储存电路系统等电路系统和/或其他电路系统,并且被配置为感测由电力供应器102接收的主要电力。
55.示例控制电路系统122包括一个或多个存储器装置122b。(多个)存储器装置122b可以包括易失性和/或非易失性存储器和/或存储装置,比如随机存取存储器(ram)、只读存储器(rom)、闪存、硬盘驱动器、固态存储装置和/或任何其他合适的光学、磁性和/或固态存储介质。(多个)存储器装置122b存储数据(例如,与焊接应用相对应的数据)、指令(例如,用于执行焊接过程的软件或固件)和/或任何其他适当的数据。用于焊接应用的存储数据的示例包括焊炬的姿态(例如,取向)、接触端头与工件之间的距离、电压、电流、焊接装置设置等等。例如,存储器装置122b可以存储供(多个)处理器122a执行的机器可执行指令(例如,固件或软件)。附加地或可替代地,用于各种焊接过程的一种或多种控制方案连同相关联的设置和参数可以与机器可执行指令一起存储在(多个)存储器装置122b中,机器可执行指令被配置为在操作期间提供特定输出(例如,开始送丝、允许气体流动、捕捉焊接电流数据、检测短路参数、确定飞溅物的量)。
56.电力转换电路128联接到控制电路系统122。电力转换电路128将来自如箭头130所示的电力源的输入电力转换成输出焊接型电力和/或预热电力中的一个或两个,焊接型电力和预热电力分别输出到焊炬118和加热器组件134。例如,如图所示,电力转换电路128可以包括焊接电路系统128a、预热电路系统128b和电弧钳制电路128c。例如,焊接型电力可以从焊接电路系统128a传递到焊炬118的电极144,经过焊接工件108,并且经由工作电缆110和工作夹126返回到焊接电路系统128a以维持焊接电弧138。类似地,预热电力可以从预热电路系统128b传递到填充材料104(例如,经由加热器组件134的接触端头136),经过焊接工件108,并且经由工作电缆110返回到预热电路系统128b和工作夹126以在焊接操作期间预热填充材料104。
57.电弧钳制电路128c与控制电路系统122结合,可以用于控制电力转换电路128的焊接电路系统128a和/或预热电路系统128b的操作。如所本文中使用的电弧钳制电路128c是指通过提供替代电弧的电流路径来限制电力供应器102的输出电压从而使得电弧熄灭、防
止电弧形成或以其他方式控制电弧的电路。电弧钳制电路128c可以是无源的,其中它不受控制地运行,或者是有源的,其中它响应于一个或多个控制信号而运行。
58.这种电弧钳制电路128c可以包括二极管和/或晶体管。例如,电弧钳制电路128c可以包括瞬态电压抑制器(tvs)和/或多个二极管,被布置成使得电弧钳制电路128c两侧的压降将电弧中的电流限制在示例中电弧钳制电路128c两侧的期望电压。tvs包括被设计为对突然或瞬时过电压状况作出反应的模块或装置。例如,引线和/或电路系统可以连接在电弧钳制电路128c与电极144和接触端头136之一或两者之间以向控制电路系统122提供反馈信号。可以使用包括电流和/或电压传感器的反馈电路。可以响应于从这些和/或其他传感器测量的电流和/或电压来控制电弧钳制电路128c。在一个示例中,可以使用控制回路来监测预热型电力随时间的平均电压,其中当检测到相对于平均电压的不想要或不期望的偏离时,调整预热型电力(例如,将其降低、关闭等)。在一些示例中,电弧钳制电路128c可以用于通过将电压钳制为小于起弧电压来控制在填充材料104与焊接工件108之间电弧的形成。
59.在操作中,控制电路系统122从电弧钳制电路128c接收信息以通过提供替代电流路径来控制电弧上的电压和/或控制穿过电弧的电流。控制电路系统122可以防止电压或电流上升到预定阈值水平以上,和/或经由电弧钳制电路128c控制在填充材料104与焊接工件108之间的电弧或短路。例如,在预热的情况下,电弧钳制电路128c可以将电流流动改向,使得来自预热电路系统128b的部分或全部电流绕过具有填充材料104的现有路径,使得电压和/或电流水平不超过阈值。
60.加热器组件134可以与例如用于手动或半自动操作的笔或触筒105整合在一起。为了便于说明,在图1a中将触筒105、加热器组件134和衬套164的一部分剖切显示。如图所示,在一些示例中,加热器组件134可以包括将预热电路系统128b电连接到填充材料104的单个接触端头136。在操作中,预热电路系统128b经由电力电缆111(例如,经由导管142)向加热器组件134供应预热电力,电力电缆在接触端头136与工作电缆110之间经由填充材料104传递预热电力以加热填充材料104。在一个示例中,预热电力从电力电缆111经由接触端头136进入填充材料104并且经由工作电缆110离开(或者反之亦然,取决于电流流动方向)。流过填充材料104的电流通过被称为电阻预热的技术加热填充材料104。
61.使用工作电缆110作为回路避免了在预热电路系统128b与加热器组件134之间铺设多根电缆的需要,从而使操作者更容易操纵填充材料104(例如,触筒105)。因此,此布置非常适合手动和半自动操作,其中人类操作者控制笔或触筒105和焊炬118的位置和/或角度。在一些示例中,虽然焊炬118和加热器组件134被展示为单独的部件,但加热器组件134可以联接到焊炬118或与该焊炬集成在一起,其中填充材料104经由衬套164被供给到焊池114。在某些方面,可以使用送丝器供应填充材料104。
62.在一些示例中,无论是手动、半自动还是全自动操作,填充材料104可以从源(例如,焊丝源,比如线轴)经由送丝机构103分配。在一个示例中,送丝机构103可以包括由电机109驱动的驱动辊107。在一些示例中,电机109被配置为控制例如供应到焊池114的填充材料104的方向和速度。电机109可以由控制电路系统122根据一个或多个焊接参数(比如电压、电流、焊道尺寸、焊池宽度、行进速度等)来控制。为此,电机109可以被配置为向控制电路系统122提供反馈(例如,电机位置、速度、方向等)。
63.在一个示例中,如将结合图8和9所描述的,送丝机构103可以被配置为在焊接操作
期间推进和收回填充材料104以在供给填充材料104的同时实现往复运动。例如,除了更一般地将填充材料104供给到焊池114中之外,送丝机构103可以将填充材料104推进和收回进出焊池114。为此,送丝机构103可以向前和向后驱动电机109(例如,改变电机的旋转方向)以提供往复运动。在另一个示例中,往复运动可以通过将电机109(和驱动机构,比如驱动辊107)安装到凸轮机构上来实现。在又一个示例中,可以引入其他间歇驱动机构以在供给填充材料104的同时实现往复运动,比如槽轮机构、残缺齿轮、压电线性致动器、使填充材料104振动的谐振子(或驱动辊107),等等......。
64.可以采用各种电力转换电路作为电力转换电路128的一部分,包括斩波器、升压电路系统、降压电路系统、逆变器、转换器和/或其他开关模式电力供应器电路系统、和/或任何其他类型的电力转换电路系统。焊接电路系统128a适于形成焊接型电力,比如施加到焊炬118处的电极144的脉冲波形。预热电路系统128b适于提供预热电力,预热电力经由一个或多个开关和加热器组件134以“脉冲”的形式供应到填充材料104。虽然焊接电路系统128a和预热电路系统128b被展示为相同电力转换电路128的部件,但焊接电路系统128a和预热电路系统128b可以作为单独的装置或电路被提供。
65.电力转换电路128联接至如箭头130指示的电力源。在一些示例中,由电力转换电路128接收的电力是在大约110v与575v之间、在大约110v与480v之间或者在大约110v与240v之间的ac电压。施加到电力转换电路128的电力可以源自电网,但是也可以使用其他电力源,比如由发动机驱动的发电机、电池、燃料电池或其他替代源产生的电力。示例电力转换电路系统128可以实现一个或多个受控电压控制回路、一个或多个受控电流控制回路、一个或多个受控电力控制回路、一个或多个受控焓控制回路和/或一个或多个受控电阻控制回路,以控制输出到焊接电路和/或到预加热电路的电压和/或电流。如下文更详细描述的,电力转换电路128可以使用一个或多个转换器电路来实现,比如多个转换器电路,其中焊接型电力和预热电力中的每一个是使用单独的转换器电路产生的(例如,焊接电路系统128a和预热电路系统128b)。
66.在一些示例中,电力转换电路128可以包括极性反转电路系统。当由控制电路系统122引导时,极性反转电路系统反转输出焊接型电力的极性。例如,一些焊接工艺(比如gtaw)可以在电极具有负极性(称为dc电极负极(dcen))时实现所需的焊接。当电极具有正极性(称为dc电极正极(dcep)时,其他焊接工艺(比如smaw或gmaw焊接)可以实现所需的焊接。当在gtaw工艺与gmaw工艺之间切换时,极性反转电路系统可以被配置为将极性从dcen反转到dcep。
67.虽然焊接系统100非常适合手动操作,但本公开内容可以应用于机器人电弧焊系统。在一些示例中,焊炬118可以是机器人电弧焊系统的一部分,其中机械臂162通过操纵焊炬118来控制电极144的位置和操作。在此示例中,焊炬118可以联接到机械臂162的工作端162a。加热器组件134和/或衬套164可以联接到焊炬118或机械臂162或与其整合在一起。机械臂162(例如,其各种马达、致动器等)的操作和触发电流流动的开始和停止可以由控制电路系统122(例如,而不是脚踏板121)控制。在另一个示例中,可以提供单独的机器人控制电路,其被配置为控制机械臂162并且经由接口电路132或网络接口166通信地联接到控制电路系统122。
68.图1a中所示的电力供应器102还可以包括接口电路132,接口电路被配置为允许控
制电路系统122与其他装置交换信号。电力供应器102可以包括网络接口166,网络接口被配置为(经由其网络接口166)与另一个装置交换数据(例如,测量值、命令等);另一个装置可以是远程服务器、计算机等。
69.填充材料104被展示为在焊池114的后边缘152a供给,该后边缘在行进方向112的相反侧上,其中行进方向112的一侧被称为前边缘152b。如可以理解的,焊接电弧138在电极144与焊池114之间形成的角度可以受到由穿过电极144、焊池114和/或填充材料104的电流形成的电磁力的相互作用的影响。为了简化说明,有时在图中使用一个或多个箭头来表示焊接电弧138的电弧向量150(例如,角度)和各种电流流动方向。
70.现在将在各种场景下描述和说明电磁力的相互作用。图1b和图1c展示了在使用未加热(例如冷)填充材料104的gtaw操作期间焊接系统100的焊接电弧138的图。换言之,焊接型电力经过电极144以形成焊接电弧138,但由于在此示例中不涉及预热,因此预热电力不经过填充材料104。如图1b所示,当填充材料104与焊池114分离时,焊接电弧138的电弧向量150与电极144同轴。因此,在没有填充材料104的情况下,当焊炬118(以及因此,电极144)在行进方向112上移动以形成焊缝时,焊接电弧138的电弧向量150保持同轴。具体地,如图所示,电弧向量150与由电极144的纵轴限定的电极中心148同轴。然而,将填充材料104引入焊池114中会产生预热效果。如图1c的示例所示,当填充材料104被引入焊池114时,焊接电弧138的电弧向量150不再与电极144同轴,而是焊接电弧138如电弧向量150的箭头方向所示被朝向填充材料104拉动。
71.图2a和图2b展示了在焊接系统100中使用dc预热电力所产生的电磁力的相互作用的示例图。如图例中所示,箭头用于表示焊接型电力和预热电力的电流流动方向,而“x”符号表示进入平面的磁场,并且“.”符号表示离开平面的磁场。
72.如图2a的示例所示,用于形成焊接电弧138的焊接型电力的焊接电流路径154如箭头所示从电极144行进到焊接工件108,同时用于加热填充材料104的预热电力的预热电流路径156如箭头所示背离焊接工件108行进。焊接电流路径154和预热电流路径156形成斥力。因此,在此示例配置中,电弧向量150将提供沿如箭头所指示的行进方向112(例如,背离填充材料104)的电弧偏吹。因此,焊池中心158可以引导电极中心148,并且填充材料104可以进入焊池114的后边缘152a。然而,反转dc预热电力的极性(即,反转电流流动的方向)将影响电弧向量150。例如,如图2b所示,用于形成焊接电弧138的焊接型电力的焊接电流路径154仍然如由箭头指示从电极144行进到焊接工件108,但是用于加热填充材料104的预热电力的预热电流路径156已经反转以如箭头指示朝向焊接工件108行进。在此示例中,焊接电流路径154和预热电流路径156产生吸引力。因此,在此配置中,电弧向量150将朝向行进方向112偏吹。焊池中心158可以尾随电极中心148,并且填充材料104可以进入焊池114的前边缘152b。
73.可以采用机械和/或电气技术以通过平衡电磁力来减轻这种电弧偏吹。例如,可以使用机械方法降低预热电力,从而降低其电磁力。可以通过使用较小直径的焊丝作为填充材料104、将焊接过程限制为高电阻材料和/或延长填充材料104的伸出长度来降低预热电力。在另一个示例中,填充材料104相对于电极144的供给角度和位置可以经由例如宽角度焊丝引导件来调整以抵消电弧偏吹。在又一个示例中,电极144可以布置得更靠近焊池114以限制焊接电弧138的长度,从而减少电弧偏吹量。
74.此外,可以通过电路系统和/或软件使用和实现各种控制和/或驱动方案。例如,预热电力可以被提供为脉冲dc预热电力或ac预热电力。在将结合图6a至图6c描述的另一个示例中,预热电力和焊接型电力可以异步切换。在将结合图8描述的又一个示例中,填充材料104可以通过往复运动被推进和收回。
75.当预热电力不流过填充材料104时,焊接电弧138将朝向填充材料104拉动,但是当预热电力流过填充材料104时,焊接电弧138将背离填充材料104偏吹。可以平衡这两种力以提供更好的电弧方向控制并且保持焊接电弧138与电极144同轴。图3a和图3b展示了表示焊接系统100中的电磁力相互作用的图,以使用预热电力(分别为dc脉冲预热电力和ac预热电力)维持平均同轴电弧。例如,可以使用脉冲dc预热电力(例如,接通和断开dc电流)或使用ac预热电力(在正与负之间正弦切换)来平衡电磁力。dc脉冲预热电力与ac预热电力之间的选择可能取决于几何形状和电气设置。
76.图4a、图4b和图4c展示了表示使用dc脉冲预热电力使力变得平均的图。具体地,图4a展示了当预热电力不流过填充材料104时的电弧向量150,而图4b展示了当预热电力流过填充材料时的电弧向量150。在操作中,焊接系统100将在图4a和图4b的电弧向量150之间振荡以有效地产生图4c的平均同轴电弧向量150。焊接电弧138的振荡运动将扫过使焊接电弧138散焦的区域,从而使焊接电弧更软,如虚线箭头所示;然而,如上所述,有时需要或有必要维持高度聚拢的焊接电弧。
77.图5a、图5b和图5c展示了表示使用ac预热电力使力变得平均的图。图5a展示了在ac正弦波形的第一半周期期间的电弧向量150,而图5b展示了在ac正弦波形的第二半周期期间的电弧向量150。如从图中可以理解的,预热电流路径156在ac正弦波形的第一与第二半周期之间改变方向。在操作中,焊接系统100将在图5a和图5b的电弧向量150之间振荡以有效地产生图5c的平均同轴电弧向量150。与dc脉冲预热一样,焊接电弧138的振荡运动将扫过使焊接电弧138散焦的区域,从而使焊接电弧更软,如虚线箭头所示。
78.图6a展示了根据本公开内容的一个方面的用于供应焊接型电力602和预热电力604的示例异步时序图600。在此示例中,焊接型电力602和预热电力604在数个电力水平(例如,数个电力模式或状态)之间异步切换(例如,“脉冲变化”)。焊接型电力602和预热电力604在数个电力水平之间异步切换,使得焊接型电力602和预热电力604不会同时“接通”(即,它们交替供应焊接型电力和预热电力)。
79.如图所示,焊接型电力602和预热电力604中的每一个可以在焊接操作期间“接通”和“断开”。值得注意的是,焊接型电力602和预热电力604异步切换以提供同轴聚拢电弧向量150,同时避免了附加的硬件、电缆和/或相对于电极144成大角度供应填充材料104的需要。填充材料104在触筒105(或其他焊丝输送装置)与电极144之间的角度较小情况下沉积到焊池114中。结果,焊炬118可以更紧凑,因为填充焊丝输送系统没有为了获得更大角度的弯曲部。消除弯曲部还通过减少拖曳和消除焊丝投垂(cast)来改善送丝。
80.当焊接型电力602在焊接操作期间被“断开”时,少量的本底电力仍可以流过电极144以避免必须重新启动焊接电弧138。重新启动焊接电弧138会造成复杂情况并且可能导致焊接电弧138摆动直到它可以重新稳定。少量的本底电力仅对整个系统贡献微不足道的电磁力,但是免了与重新启动焊接电弧138相关联的障碍。因此,当焊接电力602从高焊接电力水平602a至低焊接电力水平602b切换(例如,有效地“断开”)时,本底电力可以被提供以
保持焊接电弧138。
81.鉴于前述内容,在焊接操作期间,焊接型电力602可以在高焊接电力水平602a(即,第一焊接电力水平)与低焊接电力水平602b(即,第二焊接电力水平)之间切换。在一个示例中,处于低焊接电力水平602b、作为本底电力提供的焊接型电力602的量可以是高焊接电力水平602a的焊接型电力量的大约5%到20%、或大约10%,以保持焊接弧138,同时最小化电磁力的量。换言之,提供的处于高焊接电力水平602a的焊接型电力602可以比提供的处于低焊接电力水平602b的焊接型电力大至少十倍。
82.在焊接操作期间,预热电力604可以类似地在高预热电力水平604a(即,第一预热电力水平)与低预热电力水平604b(即,第二预热电力水平)之间切换;然而,如图所示,预热电力604可以在低预热电力水平604b期间完全关闭,因为预热电力604对于保持焊接电弧138不是必需的。换言之,当切换到低预热电力水平604b时,预热电路系统128b不需要提供预热电力604。
83.现在转向图6a,如由周期a表示的,当焊接型电力602被接通到高焊接电力水平602a时(即,焊接型电力602正被供应给电极144),预热电力604被断开到低预热电力水平604b。反之,如周期b所示,当焊接型电力602被断开到低焊接电力水平602b时(即焊接型电力602此时未供应至电极144),预热电力604被接通到高预热电力水平604a(即,预热电力604被供应至填充材料104)。相比上述dc脉冲或ac方法,异步切换的好处在于,焊接电弧138被聚拢,因为它不振荡,并且因此提供由磁收缩效果产生的增加的聚拢。
84.在一个示例中,焊接系统100可以被配置为消除电弧偏吹在gtaw操作中的影响,其中焊接系统100包括焊接电路系统128a、预热电路系统128b和控制电路系统122,该控制电路系统被配置为在焊接操作期间在多个电力水平之间异步切换焊接电路系统128a和预热电路系统128b。为此,焊接电路系统128a可以被配置为在焊接操作期间向焊炬118的钨电极144提供焊接型电力602以在焊接工件108与钨电极144之间产生焊接电弧138从而形成焊池114。焊接电路系统128a被配置为使焊接型电力602在第一焊接电力水平602a与电力低于第一焊接电力水平602a的第二焊接电力水平602b之间交替。例如,第二焊接电力水平602b可以是第一焊接电力水平602a的5%到20%、或大约10%。预热电路系统128b被配置为提供预热电力604以加热填充材料104并且被配置为使预热电力604在第一预热电力水平604a与电力低于第一预热电力水平604a的第二预热电力水平604b之间交替。控制电路系统122被配置为在多个电力水平之间异步切换焊接电路系统128a和预热电路系统128b,使得当焊接电路系统128a切换到第一焊接电力水平602a时预热电路系统128b切换到第二预热电力水平604b,而当焊接电路系统128a切换到第二焊接电力水平602b时预热电路系统128b切换到第一预热电力水平604a。
85.所公开的异步切换技术和相关联的焊接系统100非常适合人类操作者,因为即使在存在操作者不确定性(例如,偏差、操作者错误、移动等)的情况下,它也消除了电弧偏吹。例如,虽然机器人系统可以在焊炬118的速度、角度、位置和/或填充材料104等方面进行精确控制,但人类操作者可预测性较差并且无法控制达到与其机器人同行相同的准确度。因此,与通过精确控制(例如,运动、角度等)消除机器人系统中的电弧偏吹的其他解决方案相比,所公开的异步切换技术特别适合手动操作。如上所述,所公开的异步切换技术还允许工作电缆110和工作夹126用作预热电路系统128b的电回路而不会引入电弧偏吹,从而消除对
附加接触端头(例如,双接触预热布置)和相关联的布线的需要,以提供更紧凑且更易于操作的组件。
86.基于所讨论的各种焊接参数,比如使用的材料、电流、电压等,可以调整周期a和b的持续时间(例如,时间长度)以实现期望的电弧向量150。例如,如果需要,可以调整(增加或减少)每个脉冲的持续时间以产生定向电弧向量150。阶段图被展示为具有周期a和b,这些周期共同表示电力循环。例如,焊接系统100可以在数个电力循环上周期性地(例如,以规则间隔)异步切换直到焊接操作完成(例如,松开脚踏板121)。焊接系统100可以每秒5至100个电力循环(即5-100hz)或每秒约15至25个电力循环(即15-25hz)的频率实现异步切换技术。
87.进一步,虽然周期a和b的脉冲持续时间在图6a中展示为相同的持续时间,但可以设想到,如果操作者希望在特定的方向上引导电弧向量150,则周期a和b可以具有不同的持续时间。例如,周期a可以相对于周期b增加或减少以朝向或背离填充材料104地引导焊接电弧138。
88.图6b展示了在焊接型电力602切换到高焊接电力水平602a并且预热电力604切换到低预热电力水平604b时的周期a期间电磁力所产生的电弧向量150。如图所示,焊接电弧138如电弧向量150所示的那样附接到填充材料104。所产生的电磁力类似于上文结合图1c描述的冷焊丝。图6c展示了在焊接型电力602切换到低焊接电力水平602b(例如,仅存在本底电流)并且预热电力604切换到高预热电力水平604a时的周期b期间电磁力所产生的电弧向量150。如图所示,焊接电弧138如电弧向量150所示的那样从填充材料104偏转。异步切换产生聚拢且不振荡的焊接电弧138;因此,行进方向无关紧要,因为填充材料104可以在焊池114的前边缘或后边缘上被引入而不影响焊接电弧138。
89.图7是示例异步切换方法700的流程图。更具体地,一种在焊接系统100中预热填充材料104以消除在焊接操作期间的电弧偏吹的影响的方法700。如将理解的,方法700经由控制电路系统122在数个电力水平之间异步切换焊接电路系统128a和预热电路系统128b。例如,如结合图6a所说明的,当焊接电路系统128a切换到第一焊接电力水平602a时预热电路系统128b处于第二预热电力水平604b,而当焊接电路系统128a切换到第二焊接电力水平602b时预热电路系统128b处于第一预热电力水平604a。方法700在通过例如致动脚踏板、触发器或其他操作者装置开始焊接操作时开始于步骤702。
90.在步骤704,预热电路系统128b提供处于第一预热电力水平604a的预热电力604以加热填充材料104。预热电路系统128b被配置为使预热电力604在第一预热电力水平604a与电力低于第一预热电力水平604a的第二预热电力水平604b之间交替。
91.在步骤706,控制电路系统122切换预热电路系统128b来提供处于第二预热电力水平604b的预热电力604。
92.在步骤708,焊接电路系统128a向焊炬118的电极144提供处于第一焊接电力水平602a的焊接型电力602,以在焊接工件108与电极144之间产生焊接电弧138从而形成焊池114。焊接电路系统128a被配置为使焊接型电力602在第一焊接电力水平602a与电力低于第一焊接电力水平602a的第二焊接电力水平602b之间交替。
93.在步骤710,控制电路系统122切换焊接电路系统128a以提供处于第二焊接电力水平602b的焊接型电力602。
94.在步骤712,控制电路系统122确定焊接操作是否终止。焊接操作可以通过例如松开脚踏板、触发器或其他操作装置来终止。如果焊接操作在步骤712终止,则该方法在步骤714结束,否则,方法700返回到步骤704以重复该过程。
95.在将结合图8描述的另一个示例中,填充材料104可以使用一种或多种往复运动技术通过往复运动被推进和收回。焊接型电力602和预热电力604也可以根据填充材料104的位置和/或运动(例如,填充材料104是被推进还是收回、静止还是移动等)来调整。例如,焊接型电力602和预热电力604可以异步切换。这种往复技术提供了优势。例如,焊炬118和焊丝引导件(例如,由触筒105提供)可以更紧凑。所公开的往复运动技术进一步提高了焊丝供给和焊丝就位精度,同时通过消除焊丝引导弯曲度来降低对电机109的要求。例如,现有的gtaw焊炬,比如在机器人应用中使用的那些焊炬,典型地使用联接到焊炬的焊丝引导件,该焊丝引导件被成形(例如,弯曲)以将焊丝改向成使得它相对于焊炬成较大角度(例如,相对于焊接工件108为15-30
°
)进入焊接电弧或焊池。这种弯曲的焊丝引导件,虽然有效,但体积大并且在狭小空间中和在手动与半自动操作中不太实用。相反,参考图6a和图6b,填充材料104可以经由本焊接系统100相对于钨电极144成小于15度的角度(角α)或相对于焊接工件108成大于75度的角度(角β)被供应到焊池114。此布置使焊炬118更加紧凑,因为填充材料104可以通过焊炬118的筒体被供给。虽然所描述的往复运动技术可以与上面公开的异步切换结合使用,但往复运动技术也可以是应用于不采用异步切换的焊接技术。
96.图8展示了根据本公开内容的方面的使用往复技术向图1a的焊接系统100供应焊接型电力602和预热电力604的阶段图800。阶段图800被展示为具有阶段a到f,这些阶段共同表示往复循环。虽然往复循环被展示为采用六个阶段(即,阶段a到f)来推进和收回填充材料104,但是往复循环中可以包括附加或更少的阶段。例如,焊接电路系统128a和/或预热电路系统128b可以在一个或多个所示阶段a至f期间或在往复循环的附加阶段期间进一步调整所供应的电压、电流、极性等。
97.在操作中,填充材料104可以使用例如由电机109驱动的驱动辊107被推进和从焊池114收回。电机109可以提供实时(或接近实时)反馈到控制电路系统122以指示填充材料104当前是否推进到焊池、从焊池114收回或相对于焊池移动。在一些示例中,控制电路系统122可以继而基于来自电机109的反馈、经由焊接电路系统128a和/或预热电路系统128b来调整焊接型电力602和预热电力604的异步切换。例如,控制电路系统122可以被配置为在焊接操作期间经由一个或多个开关在数个电力水平之间异步地切换焊接电路系统128a和预热电路系统128b。
98.一旦开始焊接操作,过程在在阶段a开始,并且经过阶段a到f以完成往复循环,然后返回阶段a以开始另一个往复循环之前。在一个示例中,焊接操作可以经由例如脚踏板121或另一个开关、按钮或触发器来启动和结束。在另一个示例中,焊接操作可以经由例如控制电路系统122(例如,作为机器人系统的一部分)自动启动和结束。在一些示例中,往复循环继续直到焊接操作结束。焊接系统100可以每秒5至100次往复循环(即5-100hz)或每秒约15至25次往复循环(即15-25hz)的频率实现往复运动技术。
99.在阶段a,填充材料104相对于焊池114是静止的并且位于焊池114上方(例如,上死点中心)。在阶段a期间,焊接电路系统128a将焊接型电力设置在高焊接电力水平602a以形成(或维持)焊接电弧138,并且预热电路系统128b将预热电力604设置在低预热电力水平
604b。如上所述,在低预热电力水平604b期间,预热电力604可以完全关闭或处于本底电力水平。例如,当焊接操作开始并且第一往复循环开始时,可以在例如致动脚踏板121时形成焊接电弧138。如果焊接操作已经在进行中并且在阶段f之后焊接操作循环回到后继的往复循环,焊接电弧138已经形成,
100.在阶段b,填充材料104开始朝向焊池114推进。在阶段b期间,焊接电路系统128a将焊接型电力维持在高焊接电力水平602a以维持焊接电弧138,并且预热电路系统128b将预热电力604维持在低预热电力水平604b。
101.在阶段c,填充材料104继续朝向焊池114推进并且最终与焊接工件108形成短路(例如,填充材料104经由焊池114与焊接工件108电接触)。在阶段c期间,焊接电路系统128a将焊接型电力从高焊接电力水平602a转变为低焊接电力水平602b,使得焊接电弧138处于本底。预热电路系统128b将预热电力604从低预热电力水平604b转变为高预热电力水平604a以加热填充材料104。例如,预热电路系统128b可以增加或开始供应预热电力604。
102.在阶段d,填充材料104相对于焊池114是静止的并且位于电极144下方(例如,下死点中心)。在阶段d期间,焊接电路系统128a将焊接型电力维持在低焊接电力水平602b以维持本底电弧,并且预热电路系统128b将预热电力604从高预热电力水平604a转变为低预热电力水平604b。例如,预热电路系统128b可以减少或停止供应预热电力604。
103.在阶段e,填充材料104开始从焊池114收回,但仍与焊接工件108保持短路。在阶段e期间,焊接电路系统128a将焊接型电力维持在低焊接电力水平602b,并且预热电路系统128b将预热电力604维持在低预热电力水平604b。
104.在阶段f,填充材料104继续从焊池114收回并且最终断开与焊接工件108的短路(例如,填充材料104经由焊池114与焊接工件108电断开)。在阶段f期间,焊接电路系统128a将焊接型电力从低焊接电力水平602b转变到高焊接电力水平602a,并且预热电路系统128b将预热电力604维持在低预热电力水平604b。往复过程然后返回到阶段图800的阶段a以开始随后的往复循环直到焊接操作完成(例如,通过松开脚踏板121)。
105.在一个示例中,焊接系统100可以被配置为使用往复技术在gtaw操作中消除电弧偏吹的影响,焊接系统100包括例如焊接电路系统128a、预热电路系统128b和控制电路系统122,该控制电路系统可操作地联接到焊接电路系统128a、预热电路系统128b和驱动辊107。焊接电路系统128a可以被配置为在焊接操作期间向焊炬118的电极144提供焊接型电力602。预热电路系统128b可以被配置为提供预热电力604以加热填充材料104。驱动辊107被配置为在焊接操作期间相对于焊接工件108推进和收回填充材料104。在操作中,控制电路系统122可以被配置为执行往复循环,该往复循环包括以下步骤:提供处于第一焊接电力水平602a的焊接型电力602以在焊接工件108与电极144之间产生焊接电弧138从而形成焊池114,其中,焊接电路系统128a被配置为使焊接型电力602在第一焊接电力水平602a与电力低于第一焊接电力水平602a的第二焊接电力水平602b之间交替;经由驱动辊107朝向焊接工件108推进填充材料104,直到填充材料104电连接至焊池114,其中,焊接电路系统128a被配置为在填充材料104电连接到焊池114之前将焊接型电力602切换到第二焊接电力水平602b;当填充材料104电连接至焊池114时,经由预热电路系统128b供应预热电力604以加热填充材料104;经由驱动辊107背离焊接工件108收回填充材料104,直到填充材料104不电连接到焊池114,其中,焊接电路系统128a被配置为当填充材料104不再电连接到焊池114时将
焊接型电力602切换到第一焊接电力水平602a;以及当填充材料104不电连接到焊池114时,经由预热电路系统128b终止向填充材料104供应预热电力604。
106.图9是示例往复方法的流程图。更具体地,一种在焊接操作期间在焊接系统100中预热填充材料104以消除电弧偏吹的影响的方法900。一旦通过例如致动脚踏板、触发器或其他操作者装置开始焊接操作,方法900开始于步骤902。在步骤904,驱动辊107朝向焊接工件108推进填充材料104,直到填充材料104电连接到在焊接操作期间形成在焊接工件108上的焊池114。在步骤906,当填充材料104电连接到焊池114时,预热电路系统128b供应预热电力604以加热填充材料104。在步骤908,驱动辊107背离焊接工件108收回填充材料104,直到填充材料104不电连接到焊池114。在步骤910,当填充材料104不电连接到焊接焊池114时,预热电路系统128b终止向填充材料104供应预热电力604。在步骤912,控制电路系统122确定焊接操作是否终止。焊接操作可以通过例如松开脚踏板、触发器或其他操作装置来终止。如果焊接操作在步骤912终止,则该方法在步骤914结束,否则,方法900返回到步骤904以重复该过程。
107.虽然上面公开的示例方法和设备提供了用于焊丝预热的能源和用于焊接电弧的能源,但其他示例方法和设备可以包括附加的和/或不同的工艺能源,比如一个或多个激光器、具有对应预热能量(例如,电阻加热的预热能量、感应加热的预热能量等)的附加预热焊丝、具有对应电弧能量的附加电弧和/或任何其他能源。
108.尽管已经参考某些实现方式描述了本方法和/或系统,但是本领域技术人员将理解,在不脱离本方法和/或系统的范围的情况下,可以进行各种改变并且可以用等效物替代。附加地,在不脱离本公开内容范围的情况下,可以做出许多修改以使特定情况或材料适应于本公开内容的教导。例如,所公开的示例的框和/或部件可以被组合、分割、重新布置和/或以其他方式被修改。因此,本方法和/或系统不限于所公开的特定实现方式。替代地,本方法和/或系统将包括无论是从字面上还是依据等同原则都落入所附权利要求的范围内的所有实现方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
