1.本发明涉及青瓷加工技术领域,具体为一种青瓷修坯装置。
背景技术:
2.青瓷是一种表面施有青色釉的瓷器,是中国陶瓷烧制工艺的珍品。
3.青瓷色调的形成,主要是胎釉中含有-定量的氧化铁,在还原焰气氛中焙烧所致。但有些青瓷因含铁不纯,还原气氛不充足,色调便呈现黄色或黄褐色。青瓷以瓷质细腻,线条明快流畅、造型端庄浑朴、色泽纯洁而斑斓著称于世。
4.目前在青瓷生产工艺中,初步成型的青瓷毛坯厚薄不均匀且有毛刺,需要进行修坯工序,修坯工序需用到修坯装置。
5.传统修坯主要采用将青瓷毛坯放置于转动板上,在转动板转动的条件下,使修整板和青瓷毛坯接触,从而产生相对运动来对青瓷毛坯进行修整,但是由于修整机构多采用不可调接式的结构,不能根据青瓷毛坯的规格和形状差异做出调整,使得修坯效果较差,并且修坯装置的适用性也较小。
技术实现要素:
6.本部分的目的在于概述本发明的实施方式的一些方面以及简要介绍一些较佳实施方式。在本部分以及本技术的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
7.鉴于上述和/或现有青瓷修坯中存在的问题,提出了本发明。
8.因此,本发明的目的是提供一种青瓷修坯装置,可以适应不同规格和形状的青瓷,适用性广,并且修整机构与青瓷毛坯贴合性更高,提高青瓷的修坯效果。
9.为解决上述技术问题,根据本发明的一个方面,本发明提供了如下技术方案:
10.一种青瓷修坯装置,其包括:
11.工作台,包括台面、支撑台面的底座和垂直架体,该台面具有转盘;
12.抵压机构,安装在垂直架体的顶部,并可升降延伸至放置在转盘上的青瓷瓶内并将青瓷瓶与转盘固定;
13.柔性罩,其顶部安装在抵压机构上,并可跟随抵压机构升降罩设包围青瓷瓶,其中,柔性罩的内表面为磨砂面;
14.锁定组件,安装在所述台面,通过水平旋转将柔性罩的底部锁定在台面上,并使柔性罩、青瓷瓶和台面形成封闭空间;
15.抽吸机构,安装在所述底座内,并延伸至封闭空间内,以持续的抽出该封闭空间内的空气同时驱动所述转盘旋转。
16.作为本发明所述的一种青瓷修坯装置的一种优选方案,其中,所述底座内部为中空,所述垂直架体与所述台面垂直安装,且顶部具有与所述台面平行的折弯部。
17.作为本发明所述的一种青瓷修坯装置的一种优选方案,其中,所述抵压机构包括安装在所述折弯部上的升降驱动部件、安装在升降驱动部件的端部且与所述台面平行的承载平台、安装在所述承载平台底部的抵压杆,其中,低压杆的底部具有与台面平行的抵压面板。
18.作为本发明所述的一种青瓷修坯装置的一种优选方案,其中,所述柔性罩包括顶端与所述承载平台的底部固定且呈圆周排布的带条、设置在相邻两个带条之间呈圆周排布且顶部封口的柔性袋、与所述带条的底端固定且与所述柔性袋底部连接的圆环以及从上往下等距的设置在每个带条的内壁上的转动组件,其中,所述柔性袋呈扇形状,且内表面为磨砂面。
19.作为本发明所述的一种青瓷修坯装置的一种优选方案,其中,所述抵压杆穿过所述柔性罩的顶部,且承载平台的底部设置有位于所述柔性罩与所述抵压杆之间密封环。
20.作为本发明所述的一种青瓷修坯装置的一种优选方案,其中,所述转动组件包括安装在所述带条内壁上的型架、设置在型架的两个端部之间并可相对所述型架旋转的轴杆以及安装在所述轴杆上的球体。
21.作为本发明所述的一种青瓷修坯装置的一种优选方案,其中,所述台面的顶部开设有环绕包围所述转盘且与所述封闭空间连通的通孔;
22.所述抽吸机构包括回型管、一端部与所述回型管连通,另一端部与所述通孔连通的空气输送管、位于所述回型管的底部且顶部与所述回型管内部连通的引风壳、设置在所述引风壳内部的引风扇叶、位于所述引风壳的底部且与所述引风扇叶同轴固定的从动轮、与所述从动轮啮合且被所述从动轮环绕包围的主动轮以及安装在底座的中空腔室内且输出端与所述主动轮键连接,同时顶部与所述的转盘底部固定的驱动电机。
23.作为本发明所述的一种青瓷修坯装置的一种优选方案,其中,所述球体具有弹性且内部为中空状态,所述轴杆的外壁径向等距的设置多个压力传感器,所述压力传感器的传感部与所述体的内壁抵合,压力传感器的传感部与所述球体的内壁的接触点位于所述球体的最大内径的平面上;
24.其中,其中,所述压力传感器与控制器电连接,同时该控制器与驱动电机电连接。
25.作为本发明所述的一种青瓷修坯装置的一种优选方案,其中,所述锁定组件包括设置在所述台面上且呈圆周排布的旋转抵压部件以及驱动所述旋转抵压部件旋转的回转驱动部件。
26.作为本发明所述的一种青瓷修坯装置的一种优选方案,其中,所述台面的顶部开设有环槽;
27.所述旋转抵压部件包括与所述台面垂直设置且相对所述台面水平旋转的轴杆、与所述轴杆垂直设置且固定的抵压板和沿径向设置在所述轴杆外侧壁的第一齿部;
28.所述回转驱动部件包括位于所述环槽内的驱动环、设置在驱动环外壁的型支撑把手、与所述支撑把手顶部转动连接的球握和设置在所述环槽的内壁且与所述第一齿部啮合的第二齿部。
29.与现有技术相比,本发明具有的有益效果是:该种青瓷修坯装置,可以满足不同规格和和形状的青瓷修胚,适用性广,并且修整机构与青瓷毛坯贴合性更高,提高青瓷的修坯效果。
附图说明
30.为了更清楚地说明本发明实施方式的技术方案,下面将结合附图和详细实施方式对本发明进行详细说明,显而易见地,下面描述中的附图仅仅是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。其中:
31.图1为本发明一种青瓷修坯装置第一状态的结构示意图;
32.图2为本发明一种青瓷修坯装置第二状态的结构示意图;
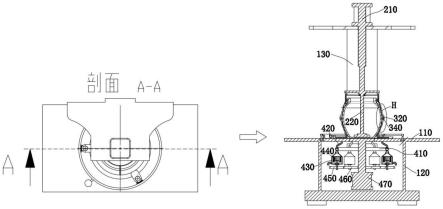
33.图3为本发明一种青瓷修坯装置处于第二状态下的剖面图;
34.图4为本发明一种青瓷修坯装置图3中的部分结构放大图;
35.图5为本发明一种青瓷修坯装置图2中的部分结构示意图;
36.图6为本发明一种青瓷修坯装置的工作台的结构示意图;
37.图7为本发明一种青瓷修坯装置的抵压机构的结构示意图;
38.图8为本发明一种青瓷修坯装置的柔性罩与抵压机构的装配结构示意图;
39.图9为本发明一种青瓷修坯装置的抽吸机构的结构示意图;
40.图10为本发明一种青瓷修坯装置的转动组件的结构示意图;
41.图11为本发明一种青瓷修坯装置的转动组件的部分结构剖面图。
具体实施方式
42.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。
43.其次,本发明结合示意图进行详细描述,在详述本发明实施方式时,为便于说明,表示器件结构的剖面图会不依一般比例作局部放大,而且所述示意图只是示例,其在此不应限制本发明保护的范围。此外,在实际制作中应包含长度、宽度及深度的三维空间尺寸。
44.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明的实施方式作进一步地详细描述。
45.本发明提供一种青瓷修坯装置,可以适应不同规格和形状的青瓷,适用性广,并且修整机构与青瓷毛坯贴合性更高,提高青瓷的修坯效果。
46.图1-图9示出的是发明一种青瓷修坯装置第一种实施方式的结构示意图,请参阅图1-图9,本实施方式的一种青瓷修坯装置,其包括工作台100、抵压机构200、柔性罩300、锁定组件500和抽吸机构400。
47.工作台100包括台面110、支撑台面110的底座120和垂直架体130,该台面110具有转盘110a,转盘110a用于承载青瓷h并带动青瓷h旋转,在本实施方式中,底座120内部为中空,用于安装抽吸机构400,垂直架体130与台面110垂直安装,且顶部具有与台面110平行的折弯部,折弯部用于安装抵压机构200。
48.抵压机构200安装在垂直架体130的顶部,并可升降延伸至放置在转盘110a上的青瓷瓶h内,并且将青瓷瓶h与转盘110a固定,请参阅图7,在本实施方式中,该抵压机构200由升降驱动部件210、承载平台220和抵压面板240a组成,其中,升降驱动部件210安装在垂直架体130的折弯部上,承载平台220安装在升降驱动部件210的端部且与台面110平行,抵压杆240安装在承载平台220底部,抵压杆240的底部具有与台面110平行的抵压面板240a,在
升降驱动部件210驱动下降时,抵压杆240跟随升降驱动部件210下降,在下降的过程中延伸至放置在转盘110a上的青瓷h顶部的开口内并继续向下移动,直到抵压面板240a与青瓷h的瓶底抵压接触为止,此时,由于抵压面板240a的抵压,青瓷h被固定在转盘110a上,作为优选,升降驱动部件210可以为电动伸缩杆、液压伸缩杆或者气动伸缩杆,抵压面板240a可以由橡胶材料支撑,以保证青瓷h的瓶底软接触,避免对青瓷h硬接触而造成破坏。
49.柔性罩300的顶部安装在抵压机构200上,并可跟随抵压机构200升降罩设包围青瓷瓶h,如图8所示,在本实施方式中,柔性罩300包括顶端与承载平台220的底部固定且呈圆周排布的带条310、设置在相邻两个带条之间呈圆周排布且顶部封口的柔性袋320、与带条310的底端固定且与柔性袋320底部连接的圆环330以及从上往下等距的设置在每个带条310的内壁上的转动组件340,其中,柔性袋320呈扇形状,且内表面为磨砂面,在本实施方式中,带条310和柔性袋320可以由pvc材料制成,既保证柔软性同时也兼顾韧性,在抵压机构200向下下降对青瓷h抵压的过程中,柔性罩300跟随承载平台220一同下降,对青瓷h包覆罩设,同时圆环330下降落至在台面110上,等待锁定组件500对其对其锁定。
50.锁定组件500安装在台面110,通过水平旋转将柔性罩300的底部锁定在台面上110,并使柔性罩300、青瓷瓶h和台面110形成封闭空间。
51.抽吸机构400安装在底座120内,并延伸至封闭空间内,以持续的抽出该封闭空间内的空气同时驱动转盘110a旋转,如图1、图3和图9所示,台面110的顶部开设有环绕包围转盘110a且与封闭空间连通的通孔110b,抽吸机构400包括回型管410、一端部与回型管410连通,另一端部与通孔110b连通的空气输送管420、位于回型管410的底部且顶部与回型管410内部连通的引风壳430、设置在引风壳430内部的引风扇叶440、位于引风壳430的底部且与引风扇叶440同轴固定的从动轮450、与从动轮450啮合且被从动轮450环绕包围的主动轮460以及安装在底座120的中空腔室内且输出端与主动轮460键连接,同时顶部与的转盘110a底部固定的驱动电机470,在具体修坯过程中,驱动电机470带动主动轮460旋转,同时带动转盘110a旋转,转盘110a主带动青瓷瓶h旋转,主动轮460带动从动轮450同步旋转,在从动轮450转动的过程中,从动轮450带动引风扇叶440在引风壳430内旋转,将引风壳430内的空气高速的向外排出,进而使得引风壳430内部产生负压,通过回型管410和空气输送管420以及通孔110b将封闭空间内的空气持续的向外排出,在封闭空间内的气体持续的向外排出的过程中,柔性罩300的带条310和柔性袋320逐渐向青瓷瓶h的外壁聚拢,直到与青瓷瓶h的外壁贴合,如图4所示,此时柔性袋320的磨砂面与青瓷瓶h的外壁贴合,在青瓷瓶h旋转的过程中,柔性袋320的磨砂面与青瓷瓶h的外壁发生摩擦,将青瓷瓶h上的毛刺摩擦去除并对青瓷瓶h外壁进行修整,并且在修整的过程中,由于柔性罩300、青瓷瓶h和台面110形成封闭空间,青瓷瓶h外壁摩擦下来的毛刺以及粉尘掉落至台面110上,而不会飘散至外部,避免对外界的环境造成污染,并且在本实施方式中,主动轮460的直径要大于从动轮450的直径,使得从动轮450的转速要大于主动轮460的转速,进而时从动轮450带动引风扇叶440在引风壳430内高速旋转。
52.如图1所示,为本发明未工作的状态示意图,在工作时,本发明通过抵压机构200下降将放置在转盘110a上的青瓷瓶h抵压固定在转盘110a上,并且在抵压机构200下降的过程中,柔性罩300跟随抵压机构200一同下降对青瓷h包覆罩设,同时圆环330下降落至在台面110上,锁定组件500对其对其锁定,使柔性罩300、青瓷瓶h和台面110形成封闭空间,在抽吸
机构400启动运行时,抽吸机构400带动转盘110a旋转同时将封闭空间内的气体持续性的向外排出,使封闭空间逐渐变小,使得柔性罩300的带条310和柔性袋320逐渐向青瓷瓶h的外壁聚拢,直到柔性袋320的磨砂面与青瓷瓶h的外壁贴合,在青瓷瓶h旋转的过程中,柔性袋320的磨砂面与青瓷瓶h的外壁发生摩擦,将青瓷瓶h上的毛刺摩擦去除并对青瓷瓶h外壁进行修整,此时本发明的状态如图2、图3和图4所示。
53.图1、图2、图5和图6还示出了本发明一种青瓷修坯装置第二种实施方式的结构示意图,请参阅图1、图2、图5和图6,在上述第一种实施方式的基础上,锁定组件500包括设置在台面110上且呈圆周排布的旋转抵压部件510以及驱动旋转抵压部件510旋转的回转驱动部件520,旋转抵压部件510包括与台面110垂直设置且相对台面110水平旋转的轴杆510a、与轴杆510a垂直设置且固定的抵压板510b和沿径向设置在轴杆510a外侧壁的第一齿部510c,回转驱动部件520包括位于环槽110c内的驱动环520a、设置在驱动环520a外壁的l型支撑把手520b、与支撑把手520b顶部转动连接的球握520c和设置在环槽110c的内壁且与第一齿部510c啮合的第二齿部520d,在未锁定的状态下,如图1所示,此时旋转抵压部件510与回转驱动部件520之间的夹角处于较小的状态,在柔性罩300的圆环330落至台面110时,通过手持球握520c并推动,此时驱动环520a在环槽110c发生旋转,通过第二齿部520d和第一齿部510c带动轴杆510a旋转,进而使得抵压板510b跟随轴杆510a旋转,将圆环330压合在台面110上,压合状态如图2所示。
54.图10和图11还示出了本发明一种青瓷修坯装置的第三种实施方式的结构示意图,请参阅图10和图11,与上述实施方式不同的是,本实施方式的青瓷修坯装置的转动组件340包括安装在带条310内壁上的c型架340a、设置在c型架340a的两个端部之间并可相对c型架340a旋转的轴杆340b以及安装在轴杆340b上的球体340c,球体340c具有弹性且内部为中空状态,轴杆340b的外壁径向等距的设置多个压力传感器340d,压力传感器340d的传感部与体340c的内壁抵合,压力传感器340d的传感部与球体340c的内壁的接触点位于球体340c的最大内径的平面上,其中,压力传感器340d与控制器电连接,同时该控制器与驱动电机470电连接,由于目前的修坯装置虽然对青瓷毛坯进行修整,但是青瓷毛坯外壁修整的平滑度普遍是根据工人的经验自行判断,得不到精确的控制,容易导致修坯过度或者看似毛刺去除,但是修坯完成后,光滑度不够,为此,本发明通过设置转动组件340,在青瓷瓶h转动与柔性袋320的磨砂面摩擦修坯的过程中,球体340c与青瓷瓶h的外壁贴合,持续性的跟随青瓷瓶h的外壁同步旋转,在球体340c旋转的过程中,球体340c最大直径的径向外壁上不同部位与青瓷瓶h的同一平面上的外壁的不同部位接触,如果青瓷瓶h在该平面上的某个部位还存在毛刺时,而其他位置已经光滑没有毛刺时,此时当该青瓷瓶h具有毛刺的部位与球体340c接触后会对球体340c接触的位置造成挤压,球体340c挤压的位置发生变形后给予与该位置抵合的压力传感器340d的传感部造成抵压力,而青瓷瓶h同一平面内已经光滑没有毛刺的其他部位与球体340c接触后不会对球体340c造成挤压,因而对应其他部位的球体340c内的压力传感器340d不会收到抵压力,因而该球体340c内的安装的压力传感器340d的压力值会不同,如果青瓷瓶h在该平面上的所有的部位均不具有毛刺时,此时,安装在同一球体340c内的同一平面内的所有的压力传感器340d向控制器传输的压力值均相同,说明该平面内的青瓷瓶h的外壁已经处于光滑的状态,当每个球体340c内的压力传感器340d传输的压力值相等时,说明青瓷瓶h与球体340c接触的部位均处于光滑的状态,此时控制器即控制驱动电
机470停机,停止对青瓷瓶h进行修坯,避免修坯过度。
55.虽然在上文中已经参考实施方式对本发明进行了描述,然而在不脱离本发明的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本发明所披露的实施方式中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本发明并不局限于文中公开的特定实施方式,而是包括落入权利要求的范围内的所有技术方案。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
