1.本发明涉及自动涂漆技术领域,具体为一种家具生产用自动涂漆设备及其使用方法。
背景技术:
2.木竹制品的家具在加工成家具之后,一般需要对其表面进行涂漆处理,以防止虫驻、腐朽、污染,保证耐久使用,提高家具的使用寿命,并在一定程度上使家具表面平整光滑具有光洁度。
3.喷漆对于家具制造而言非常重要。喷漆的方式一般有两种,人工喷漆和机械喷漆。人工喷漆的方式是操作人员通过喷头直接向家具的表面进行喷漆,工作效率不高,还需要操作人员准备相应的防护装备,以降低油漆对操作人员带来的损害。
4.机械喷漆是采用喷漆设备来对家具进行喷漆,一般是将家具放置于喷漆点经喷漆设备进行上漆,主要缺点是,在喷漆过程中一般采用过量喷漆的方式,即将大量油漆喷在家具上,以达到覆盖家具的目的,如此能够将油漆覆盖家具的表面,一方面不仅导致油漆的浪费,另一方面容易在喷漆设备的周围形成油漆雾,操作人员吸入油漆雾之后会导致身体的损害,同时取放家具时均需要停止喷漆流程,影响整体生产效率。
5.鉴于此,我们提出一种家具生产用自动涂漆设备及其使用方法。
技术实现要素:
6.本发明的目的在于提供一种家具生产用自动涂漆设备及其使用方法,以解决上述背景技术中提出导致油漆的浪费,容易在喷漆设备的周围形成油漆雾,操作人员吸入油漆雾之后会导致身体的损害,同时取放家具时均需要停止喷漆流程,影响整体生产效率的问题。为实现上述目的,本发明提供如下技术方案:一种家具生产用自动涂漆设备,包括用于作为安装基点的设备支架,所述设备支架的数量为两个,两个所述设备支架呈左右对称设置,且两个设备支架之间设置有两组传送带,两组所述传送带沿设备支架的前后两侧进行设置,且两组传送带之间留有空置区域,所述设备支架上并于空置区域内设置有旋转涂漆组件。
7.优选的,所述旋转涂漆组件包括设置在两个设备支架之间的底座,且底座与设备支架通过螺栓进行固定。
8.所述底座的顶部开设有圆槽,所述圆槽的内壁固定连接有限位环,且圆槽内设置有活动环,所述活动环的外圈开设有与限位环对应的环槽,且活动环通过环槽沿限位环进行转动连接。
9.所述限位环内圈凸起形成t形构造,且限位环的内凸处抵接在环槽内。
10.所述限位环的外表面固定安装有输漆管,且输漆管与环槽进行导通并输入漆液,所述活动环的顶部固定安装有拱架,所述拱架设为中空构造并与环槽连通,且拱架表面的内侧固定安装有若干个喷出其内部漆液的喷嘴。
11.所述底座的内部开设有四个内槽,且四个内槽沿底座的四角处进行分布,所述内槽的两端贯穿底座分别与传送带对应、与圆槽连通,且内槽中转动连接有轴杆,所述轴杆的两端均固定连接有锥齿轮。
12.所述传送带的表面设置有与轴杆对应的齿带,相对齿带一侧的锥齿轮与齿带进行啮合,所述活动环的底缘处呈环状开设有下齿纹,相对下齿纹一侧的锥齿轮与下齿纹进行啮合。
13.所述圆槽中固定设置有漆台,且漆台上设置有被活动环驱动的导输部。
14.优选的,所述导输部包括分别沿漆台前后两侧开设的缺口,两个所述缺口内均转动连接有滚筒,且两个滚筒上套设有输送带。
15.所述漆台的外圈开设有侧口,且侧口的数量、位置与两个滚筒的四个端头一一对应,且滚筒的端头延伸至侧口内并固定连接有锥齿盘,所述活动环内圈的上侧呈环状开设有上齿纹,所述锥齿盘与上齿纹相互啮合。
16.所述漆台的顶部设置有被锥齿盘驱动的扰流部。
17.优选的,所述扰流部包括转动设置在漆台上的四个气筒,且四个气筒分别与四角处的锥齿盘对应。
18.所述气筒的底部固定连接有齿头,且齿头贯穿漆台延伸至侧口内并与锥齿盘相互啮合。
19.所述气筒由两个端盖和若干个叶片组成,两个所述端盖为上下轴向排列,若干个所述叶片固定连接在两个端盖之间,且叶片为倾斜设置,所述叶片的倾斜角度与端盖的直径成负迎角,并与端盖旋进的切线方向成正迎角。
20.所述气筒的外侧活动套接有外壳,且外壳的底端与漆台固定连接,所述外壳表面固定安装有气口,所述气口相对漆台的中心处进行设置,所述外壳表面于气口相背的一侧开设有用于进气的通口。
21.优选的,所述底座表面的左右两侧固定设置有若干个连接座,所述设备支架上的螺栓沿连接座进行固定。
22.优选的,所述圆槽的侧壁与底座四面对应位置设为回漆口。
23.优选的,所述输送带的表面开设有倒梯形凹槽。
24.一种家具生产用自动涂漆设备的使用方法,包括如下步骤:
25.s1、如图1所示,在通过传送带传送如床头柜等家具时,家具会从旋转涂漆组件中穿过;
26.s2、当柜子被推送到漆台上时,通过输漆管向环槽内输漆,并沿拱架由喷嘴向柜子喷出,以进行上漆;
27.s3、在拱架进行喷漆的过程中,跟随传送带同步运动的齿带推动与其啮合的锥齿轮-轴杆-锥齿轮进行转动,并利用下齿纹传动活动环沿限位环进行旋转,使得活动环顶部的拱架沿漆台进行旋转,以此实现喷嘴沿家具的360
°
喷漆;
28.s4、活动环沿限位环旋转的过程中,其上侧的上齿纹驱动漆台上的锥齿盘及滚筒,使得输送带位于两个传送带之间进行接替式的家具移动,配合实现了家具在传送过程中的快速喷漆;
29.s5、锥齿盘转动过程中可驱动齿头及气筒进行旋转,气筒于外壳内转动时,由于叶
片跟随端盖于外壳内沿切线运动,造成叶片与实际气流形成一定的正迎角,以此将外部空气推挤入气筒内,但气筒靠近气口的一侧,由于空气流道被限制成水平状,叶片于此处旋转时,面对的实际来流方向变成了水平方向和切线方向,因此导致叶片和实际来流形成了较大的正迎角,使得此处叶片失速、气流减弱,让气筒中心处的涡流向着气口方向偏移,由于越靠近涡流中心处气流速度越快,导致向气口一侧偏移的涡流带动旁边的空气形成了弧形的贯通流,使得靠近气口侧的叶片与气流保持着合适的正迎角,继续推动空气顺着气口离开,以此维持稳定的贯通流,可将喷漆过程中弥散的漆雾自喷漆点外侧进行抽吸,并将漆雾再次喷向漆台上的柜子。
30.与现有技术相比,本发明的有益效果:
31.本发明中,通过随传送带同步运动的齿带推动与其啮合的锥齿轮-轴杆-锥齿轮进行转动,并利用下齿纹传动活动环沿限位环进行旋转,使得活动环顶部的拱架沿漆台进行旋转,以此实现喷嘴沿家具的360
°
喷漆,保证了上漆的全面性。
32.本发明中,通过活动环上侧的上齿纹驱动漆台上的锥齿盘及滚筒,使得输送带位于两个传送带之间进行接替式的家具移动,不仅配合实现了家具在传送过程中的快速喷漆,而且不会对活动环及拱架的旋转造成干扰,方便了上漆家具从喷漆点的外送,实现了家具的持续性喷漆工序,无需停漆上下卸柜。
33.本发明中,通过活动环沿限位环进行转动,其表面环槽与限位环之间的漆液可在上述过程中得到一定的研磨、搅拌,一方面辅助提高了漆液的匀度,另一方面避免漆液沉积。
34.本发明中,通过锥齿盘驱动齿头及气筒进行旋转,由于叶片跟随端盖于外壳内沿切线运动,造成叶片与实际气流形成一定的正迎角,以此将外部空气推挤入气筒内,但气筒靠近气口的一侧,由于空气流道被限制成水平状,叶片于此处旋转时,面对的实际来流方向变成了水平方向和切线方向,因此导致叶片和实际来流形成了较大的正迎角,使得此处叶片失速、气流减弱,让气筒中心处的涡流向着气口方向偏移,由于越靠近涡流中心处气流速度越快,导致向气口一侧偏移的涡流带动旁边的空气形成了弧形的贯通流,使得靠近气口侧的叶片与气流保持着合适的正迎角,继续推动空气顺着气口离开,以此维持稳定的贯通流,可将喷漆过程中弥散的漆雾自喷漆点外侧进行抽吸,并将漆雾再次喷向漆台上的柜子,一方面降低了漆雾的弥散污染,另一方面可减少漆液无效损耗,并利用回收的漆雾进行补充喷漆。
附图说明
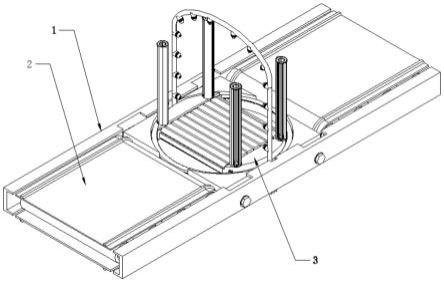
35.图1为本发明的立体结构示意图;
36.图2为本发明图1的爆炸图;
37.图3为本发明图2中旋转涂漆组件的局部立体结构示意图;
38.图4为本发明图3中限位环与活动环的立体结构示意图;
39.图5为本发明图4中限位环与活动环的局部立体结构剖视图;
40.图6为本发明图3的局部爆炸图;
41.图7为本发明图6中漆台的立体结构示意图;
42.图8为本发明图7中a处的放大图;
43.图9为本发明气筒的立体结构剖视图。
44.图中:1、设备支架;2、传送带;3、旋转涂漆组件;31、底座;32、圆槽;33、限位环;34、活动环;35、环槽;36、输漆管;37、拱架;38、喷嘴;39、内槽;310、轴杆;311、锥齿轮;312、齿带;313、下齿纹;314、漆台;315、导输部;3151、缺口;3152、滚筒;3153、输送带;3154、侧口;3155、锥齿盘;3156、上齿纹;3157、扰流部;31571、气筒;31571-1、端盖;31571-2、叶片;31572、齿头;31573、外壳;31574、气口;31575、通口。
具体实施方式
45.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术工作人员员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
46.请参阅图1至图9,本发明提供一种技术方案:一种家具生产用自动涂漆设备,包括用于作为安装基点的设备支架1,设备支架1的数量为两个,两个设备支架1呈左右对称设置,且两个设备支架1之间设置有两组传送带2,两组传送带2沿设备支架1的前后两侧进行设置,且两组传送带2之间留有空置区域,设备支架1上并于空置区域内设置有旋转涂漆组件3,通过传送带2传送如床头柜等家具时,家具会从旋转涂漆组件3中穿过进行涂漆。
47.本实施例中,如图1、图2、图3、图4、图5至图9所示,旋转涂漆组件3包括设置在两个设备支架1之间的底座31,且底座31与设备支架1通过螺栓进行固定;
48.底座31的顶部开设有圆槽32,圆槽32的内壁固定连接有限位环33,且圆槽32内设置有活动环34,活动环34的外圈开设有与限位环33对应的环槽35,且活动环34通过环槽35沿限位环33进行转动连接;
49.限位环33内圈凸起形成t形构造,且限位环33的内凸处抵接在环槽35内;
50.限位环33的外表面固定安装有输漆管36,且输漆管36与环槽35进行导通并输入漆液,活动环34的顶部固定安装有拱架37,拱架37设为中空构造并与环槽35连通,且拱架37表面的内侧固定安装有若干个喷出其内部漆液的喷嘴38,通过输漆管36向环槽35内输漆,并沿拱架37由喷嘴38向柜子喷出,以进行上漆;
51.底座31的内部开设有四个内槽39,且四个内槽39沿底座31的四角处进行分布,内槽39的两端贯穿底座31分别与传送带2对应、与圆槽32连通,且内槽39中转动连接有轴杆310,轴杆310的两端均固定连接有锥齿轮311;
52.传送带2的表面设置有与轴杆310对应的齿带312,相对齿带312一侧的锥齿轮311与齿带312进行啮合,活动环34的底缘处呈环状开设有下齿纹313,相对下齿纹313一侧的锥齿轮311与下齿纹313进行啮合,跟随传送带2同步运动的齿带312推动与其啮合的锥齿轮311-轴杆310-锥齿轮311进行转动,并利用下齿纹313传动活动环34沿限位环33进行旋转,使得活动环34顶部的拱架37沿漆台314进行旋转;
53.圆槽32中固定设置有漆台314,且漆台314上设置有被活动环34驱动的导输部315。
54.本实施例中,如图1、图2、图3、图4、图5至图9所示,导输部315包括分别沿漆台314前后两侧开设的缺口3151,两个缺口3151内均转动连接有滚筒3152,且两个滚筒3152上套设有输送带3153;
55.漆台314的外圈开设有侧口3154,且侧口3154的数量、位置与两个滚筒3152的四个端头一一对应,且滚筒3152的端头延伸至侧口3154内并固定连接有锥齿盘3155,活动环34内圈的上侧呈环状开设有上齿纹3156,锥齿盘3155与上齿纹3156相互啮合,活动环34沿限位环33旋转的过程中,其上侧的上齿纹3156驱动漆台314上的锥齿盘3155及滚筒3152,使得输送带3153位于两个传送带2之间进行接替式的家具移动;
56.漆台314的顶部设置有被锥齿盘3155驱动的扰流部3157。
57.本实施例中,如图1、图2、图3、图4、图5至图9所示,扰流部3157包括转动设置在漆台314上的四个气筒31571,且四个气筒31571分别与四角处的锥齿盘3155对应;
58.气筒31571的底部固定连接有齿头31572,且齿头31572贯穿漆台314延伸至侧口3154内并与锥齿盘3155相互啮合;
59.气筒31571由两个端盖31571-1和若干个叶片31571-2组成,两个端盖31571-1为上下轴向排列,若干个叶片31571-2固定连接在两个端盖31571-1之间,且叶片31571-2为倾斜设置,叶片31571-2的倾斜角度与端盖31571-1的直径成负迎角,并与端盖31571-1旋进的切线方向成正迎角,使得叶片31571-2旋转时向前并向内推挤静止的空气,以此自外向气筒31571内吹风,并在气筒31571中心处形成涡流;
60.气筒31571的外侧活动套接有外壳31573,且外壳31573的底端与漆台314固定连接,外壳31573表面固定安装有气口31574,气口31574相对漆台314的中心处进行设置,外壳31573表面于气口31574相背的一侧开设有用于进气的通口31575,由于叶片31571-2跟随端盖31571-1于外壳31573内沿切线运动,造成叶片31571-2与实际气流形成一定的正迎角,以此将外部空气推挤入气筒31571内,但气筒31571靠近气口31574的一侧,由于空气流道被限制成水平状,叶片31571-2于此处旋转时,面对的实际来流方向变成了水平方向和切线方向,因此导致叶片31571-2和实际来流形成了较大的正迎角,使得此处叶片31571-2失速、气流减弱,让气筒31571中心处的涡流向着气口31574方向偏移,由于越靠近涡流中心处气流速度越快,导致向气口31574一侧偏移的涡流带动旁边的空气形成了弧形的贯通流,使得靠近气口31574侧的叶片31571-2与气流保持着合适的正迎角,继续推动空气顺着气口31574离开,以此维持稳定的贯通流。
61.本实施例中,如图1、图2、图3、图4、图5至图9所示,底座31表面的左右两侧固定设置有若干个连接座,设备支架1上的螺栓沿连接座进行固定。
62.本实施例中,如图1、图2、图3、图4、图5至图9所示,圆槽32的侧壁与底座31四面对应位置设为回漆口,沿限位环33与活动环34间隙渗出的漆液可由此进行流出收集。
63.本实施例中,如图1、图2、图3、图4、图5至图9所示,输送带3153的表面开设有倒梯形凹槽,输送带3153到达滚筒3152曲面时张开倒梯形凹槽,离开时进行夹扣,可对柜子的柜脚进行一定的固定,提高移动稳定性。
64.一种家具生产用自动涂漆设备的使用方法,包括如下步骤:
65.s1、如图1所示,在通过传送带2传送如床头柜等家具时,家具会从旋转涂漆组件3中穿过;
66.s2、当柜子被推送到漆台314上时,通过输漆管36向环槽35内输漆,并沿拱架37由喷嘴38向柜子喷出,以进行上漆;
67.s3、在拱架37进行喷漆的过程中,跟随传送带2同步运动的齿带312推动与其啮合
的锥齿轮311-轴杆310-锥齿轮311进行转动,并利用下齿纹313传动活动环34沿限位环33进行旋转,使得活动环34顶部的拱架37沿漆台314进行旋转,以此实现喷嘴38沿家具的360
°
喷漆,保证了上漆的全面性;
68.s4、活动环34沿限位环33旋转的过程中,其上侧的上齿纹3156驱动漆台314上的锥齿盘3155及滚筒3152,使得输送带3153位于两个传送带2之间进行接替式的家具移动,不仅配合实现了家具在传送过程中的快速喷漆,而且不会对活动环34及拱架37的旋转造成干扰,方便了上漆家具从喷漆点的外送,实现了家具的持续性喷漆工序,无需停漆上下卸柜;
69.s5、锥齿盘3155转动过程中可驱动齿头31572及气筒31571进行旋转,气筒31571于外壳31573内转动时,由于叶片31571-2跟随端盖31571-1于外壳31573内沿切线运动,造成叶片31571-2与实际气流形成一定的正迎角,以此将外部空气推挤入气筒31571内,但气筒31571靠近气口31574的一侧,由于空气流道被限制成水平状,叶片31571-2于此处旋转时,面对的实际来流方向变成了水平方向和切线方向,因此导致叶片31571-2和实际来流形成了较大的正迎角,使得此处叶片31571-2失速、气流减弱,让气筒31571中心处的涡流向着气口31574方向偏移,由于越靠近涡流中心处气流速度越快,导致向气口31574一侧偏移的涡流带动旁边的空气形成了弧形的贯通流,使得靠近气口31574侧的叶片31571-2与气流保持着合适的正迎角,继续推动空气顺着气口31574离开,以此维持稳定的贯通流,可将喷漆过程中弥散的漆雾自喷漆点外侧进行抽吸,并将漆雾再次喷向漆台314上的柜子,一方面降低了漆雾的弥散污染,另一方面可减少漆液无效损耗,并利用回收的漆雾进行补充喷漆。
70.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术工作人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的仅为本发明的优选例,并不用来限制本发明,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。