1.本发明涉及激光切割技术领域,具体涉及一种用于激光切割设备的耐高温材料及其制备方法。
背景技术:
2.在加工切割领域的广泛应用中,激光切割技术的发展速度日益加快。激光切割的功率由低功率逐步向高功率快速发展,切割金属板材的厚度也由原来的几个毫米逐渐发展为几十甚至上百毫米。尽管激光切割行业如火如荼地快速发展,但目前普遍缺乏对激光切割设备床身保护的关注,激光切割设备用耐高温材料的研究跟不上激光切割的快速发展,导致昂贵的激光切割设备损坏,对企业造成较大损失。
3.现阶段,激光切割行业所使用的耐高温材料主要以高铝耐火砖、石墨板、铸铁板及碳钢板为主。高铝耐火砖虽然经过高温烧制成型,耐温性能优异,但是其缺陷也是非常明显的。高铝耐火砖通常大小是固定的(230mm
×
114mm
×
20mm),不能根据所需要的尺寸进行调整;而且在保证其厚度的把情况下,增加长宽,难以成型,在烧制过程中更容易出现裂纹、断裂等问题,在激光切割行业中,激光切割设备往往比较大,因此需要保护的床身面积也较大,需要大量的耐火砖进行拼装,耐火砖与耐火砖之间的缝隙较多且较宽,当大量的金属残渣喷溅在耐火砖表面时,金属溶液容易流到缝隙中将耐火砖包裹,导致清渣困难。石墨板虽能起到隔热、导热的作用,但由于断裂韧性较差,清理熔渣时易碎,需要经常更换。金属的铸铁板、碳钢板虽然弥补了石墨板的易碎缺点,但是激光切割过程中温度过高,容易将铸铁板、碳钢板熔化,与金属残渣彼此相融,冷却后会形成一个整体,难以分离;而且铸铁板、碳钢板受热影响严重,长时间处于该工况下易发生严重变形,从而影响其作用。
4.因此,提供一种可以定制尺寸、易于清渣、耐高温性能优异的耐高温材料及其制备方法对激光切割行业具有重要的意义。
技术实现要素:
5.针对现有耐高温材料不能同时满足激光行业在尺寸定制、易清理、耐高温、防激光击穿以及稳定性优异等方面的性能要求的技术问题,本发明提供一种用于激光切割设备的耐高温材料及其制备方法,利用金属材料与无机非金属材料在物理化学性质上具有不相容性的特点,保证了耐高温材料在使用时难以与金属残渣形成稳定的结合;利用金属材料与无机非金属材料在热膨胀系数上的明显区别,激光切割过程实际就是无机非金属材料与金属材料不断加热冷却的过程。综上所述,本发明提供的以无机非金属为主的耐高温材料保证了金属残渣便于清理,且因其相比金属材料具有更小的热膨胀系数和更优秀的隔绝热影响的能力,本发明耐高温材料可以更好地保护激光切割设备,降低热应力影响程度,减少床身变形,提高切割精准度。
6.第一方面,本发明提供一种用于激光切割设备的耐高温材料的制备方法,包括如下步骤:
7.(1)将50-65重量份的铝矾土,5-15重量份的硅酸盐水泥、5-15重量份的防火沙、10-20重量份的al2o3粉末和5-15重量份的水混合均匀,得到浆料;
8.(2)在模具内平铺耐高温钢丝网,将浆料倒入模具中,置于恒温环境中干燥成型,得到复合硅凝防烧板;
9.(3)在成型后的32-72h内,每8h向复合硅凝防烧板洒水一次,提高复合硅凝防烧板的水化过程,以提高材料强度;
10.(4)脱模,即得耐高温材料。
11.进一步的,铝矾土为al2o3含量大于85%的特级铝矾土。
12.进一步的,铝矾土为大、中、小三种粒径铝矾土按照4:4:2的质量比复配的混合物。
13.进一步的,步骤(1)将铝矾土、硅酸盐水泥、防火沙、al2o3粉末和水置于搅拌机中,以200-500r/min的转速搅拌10-60min,此转速搅拌可以使化学键充分破坏和重新结合,产生均衡状态。
14.进一步的,模具根据激光切割设备所需耐高温材料的尺寸设计,模具的四周为可拆卸挡板,便于脱模。
15.进一步的,步骤(2)中,耐高温钢丝网平铺于模具厚度方向的中间位置。
16.进一步的,步骤(2)中,浆料倒入模具后,先用抹泥刀抹平浆料,然后在振动台上进行振动,提高材料的致密性,减少成品孔洞,振动后对不满足水平要求的表面再进行抹平。浇注浆料必须振动充分,确保将浆料内的气体充分驱逐出来,内部结构均匀,不允许表面出现气泡状干燥颗粒。
17.进一步的,步骤(4)为洒水完成后,继续静置,然后脱模。
18.第二方面,本发明提供一种采用上述制备方法生产的用于激光切割设备的耐高温材料,该耐高温材料的主要成分为复合硅凝材料,即含铝氧化物和含硅氧化物,含铝氧化包括各等级铝矾土、氧化铝粉末,含硅氧化物包括二氧化硅或含有二氧化硅的固体,如:二氧化硅粉末、硅酸盐水泥以及防火沙等。
19.本发明的有益效果在于:本发明所使用的铝矾土和防火沙的熔点高,在该材料中作为主要的成型物质,能够保证该材料具有较高的耐火性;硅酸盐水泥是以石灰石、粘土(铝硅酸盐)、铁矿石和石膏为主要成分经过高温烧制成型的物质,具有很好的粘接性、吸附性和润滑性,在此材料中作为粘结剂使用;al2o3的熔点为2054℃,折光系数高,高温稳定性好,可以增加材料的反射性能,也可以与含硅固体结合,极大地提高材料的断裂韧度、热传导性及耐高温性能,此外al2o3粉末还有较大的润湿角,可以降低后期金属熔渣与复合硅凝防烧板的结合力,方便清渣,提高客户的体验;耐高温钢丝网作为复合硅凝防烧板的结构骨架,能够增加材料的强度,避免材料脆性大导致的易碎等问题,进一步保证材料裂而不断,保证其耐高温、耐激光性能不受影响。这些原料相互配合、协同作用,克服了现有防烧材料存在的强度、韧性、耐高温以及防激光击穿性能难以同时满足使用需求的技术问题,使复合硅凝防烧板具备了结构牢靠、高强度,高耐高温性能和良好的导热性能,可有效保护激光设备床身免受高温影响,延长机床的使用寿命,提高切割加工的精确度。当浆料各组分的用量超出本发明限定的相应范围时,浆料的流动性发生变化,会导致耐高温材料之间的结合力下降,进一步影响防烧性能。且由于本耐高温材料原料大部分为无机材料,高温下环境下无特殊气味产生,无浓烟、无有害气体产生,对操作人员不会产生危害。
20.本发明提供激光切割设备上使用的耐高温材料的制备方法方便操作、设备简单、对于企业来说成本较低,符合实际生产需求。
附图说明
21.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
22.图1是本发明复合硅凝防烧板的结果示意图。
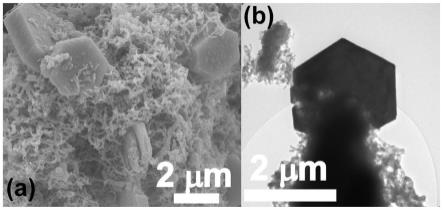
23.图2是本发明实施例1耐高温材料的表面形貌照片。
24.图3是本发明实施例1耐高温材料在激光切割设备上使用10天后的表面形貌照片。
25.图4是本发明实施例2耐高温材料在激光切割设备上使用10天后的表面形貌照片。
26.图5是本发明实施例3耐高温材料在激光切割设备上使用10天后的表面形貌照片。
27.图6是本发明实施例4耐高温材料在激光切割设备上使用10天后的表面形貌照片。
28.图7是本发明实施例5耐高温材料在激光切割设备上使用10天后的表面形貌照片。
29.图8是本发明实施例6耐高温材料在激光切割设备上使用10天后的表面形貌照片。
30.图中,1-复合硅凝材料,2-耐高温钢丝网。
具体实施方式
31.为了使本技术领域的人员更好地理解本发明中的技术方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
32.一种用于激光切割设备的耐高温材料的制备方法,包括如下步骤:
33.(1)按照4∶4∶2的质量比称量大(1.5-3.5mm)、中(0.5-1.5mm)、小(0.074-0.5mm)三种粒径的特级铝矾土(al2o3>85%)共计50-65重量份放入搅拌机中,称量5-15重量份的硅酸盐水泥、5-15重量份的防火沙、10-20重量份的al2o3粉末和5-15重量份的水放入搅拌机中,以200-500r/min的转速搅拌10-60min,将各组分混合均匀,得到浆料;
34.(2)在模具中间平铺耐高温钢丝网,使耐高温钢丝网距离模具上下表面的距离各为10mm,将浆料均匀地倾倒入模具中,使用抹泥刀将浆料抹平,并在振动台上振动,振动后对不满足水平要求的表面再进行抹平,然后置于恒温环境中进行干燥,等待成型,得到复合硅凝防烧板;
35.(3)浇注成型后,在32-72h内,每8h向复合硅凝防烧板洒水一次;
36.(4)静置一段时间,然后脱模获得复合硅凝防烧板,复合硅凝防烧板结构如图1所示。
37.按照上述制备方法生产用于激光切割设备的耐高温材料(实施例1-6),各实施例的浆料组分配比如下表1所示,工艺参数如下表2所示。
38.表1各实施例的浆料组分配比(单位:重量份数)
39.组分实施例1实施例2实施例3实施例4实施例5实施例6
特级铝矾土506060605050硅酸盐水泥151510151515防火沙5551055al2o3粉末101010151010水10105101010
40.表2各实施例的工艺参数
41.工艺参数实施例1实施例2实施例3实施例4实施例5实施例6搅拌速度(r/min)300300300300200500搅拌时间(min)303030306010振动时间(min)101010101510洒水次数(次)666664静置时间(h)969696969672
42.可以看出,实施例1-4所采用的制备方法是一致的,区别主要体现在浆料组分配比上。与实施例1相比,实施例2采用的特级铝矾土的份数有所增加;实施例3与实施例2相比,硅酸盐水泥与水的份数有所减少;实施例4与实施例2相比,实施例4针对防火沙和al2o3粉末的份数有所增加。实施例5、方案6与方案1在原材料上保持一致,在制备方法上进行了调整。实施例5与实施例1主要区别在于降低了搅拌速度、延长了搅拌时间和振动时间;实施例6与其他实施例区别较大,提高了搅拌速度,缩短了搅拌时间,减少了洒水次数,缩短了静置时间,从整体上缩短时间。
43.对实施例1-6以及现有的耐火砖、铸铁板相关性能进行测试,测试条件为将耐高温材料置于激光切割设备的机床床身上,激光切割设备模拟正常切割环境,切割功率从6-22kw不等,分别对不同厚度的碳钢板、不锈钢板、铝板或铜板进行切割,设备正常运行10工作日,观察记录测试材料的表面形貌、清渣难易程度、破损情况等。结果如图2-8及下表3所示。
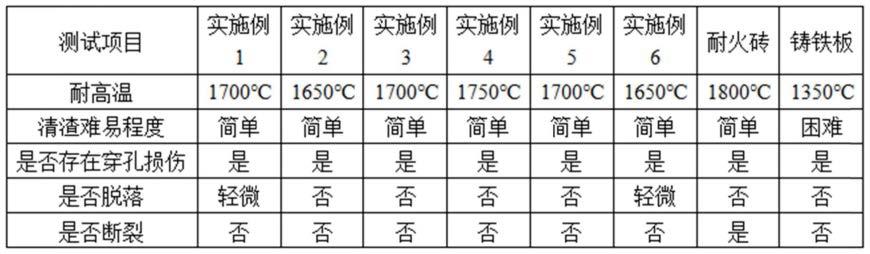
44.表3各实施例及耐火砖、铸铁板的性能测试结果
[0045][0046]
可以看出,耐火砖在测试过程中发生了断裂,这是由于耐火砖热导率低,受到急冷急热时,耐火砖的表面和内部产生温差,砖体内的温度梯度大,差异膨胀的存在导致耐火砖砌体内部产生应力,而其强度又相对较低,当应力聚积到一定程度后而产生的断裂。铸铁板清渣困难主要是由于强烈的激光能量迅速将铸铁板熔化,切割的金属熔渣与熔化的铸铁板迅速结合,在急冷急热的环境下,形成统一整体,难以清渣。
[0047]
进一步对实施例1-6进行对比分析。
[0048]
对比实施例1与实施例2,在图3中清晰反映出复合硅凝防烧板的轻微脱落现象,同
时也看到了少量被激光烧灼的痕迹,这是激光切割设备在切透板材的瞬间留下的痕迹。与图4比较,发现图4中激光烧灼的现象更加明显,但是并未发生脱落现象。这说明了实施例2的复合硅凝防烧板的耐瞬时温度能力不如实施例1,但持久耐温性能更加优异。
[0049]
对比实施例2与实施例3,如图5圈中所示,图中仍然存在部分激光切割留下的激光烧灼痕迹,但并未发现复合硅凝防烧板的脱落现象。这意味着适量的减少硅酸盐水泥以及水的添加量并不会影响复合防烧板的耐高温性能。
[0050]
对比实施例2与实施例4,随着防火沙以及al2o3用量的增加,材料的耐火性能得到提高,al2o3凭借较大的润湿角使得复合硅凝防烧板与金属残渣溶液更难以结合,结合力较小,使得清渣简单,不存在脱落现象,这在图6中可以得到反馈。
[0051]
对比实施例1与实施例5、6,无论是提高搅拌速度、缩短搅拌时间,还是降低搅拌速度、延长搅拌时间,对复合硅凝防烧板都是有一定的影响的,但不会影响对激光切割设备的保护。结合表1、表2与图7、图8,对比发现快速搅拌并压缩搅拌时间会导致搅拌不够充分,化学键的破坏与重新结合并未达到理想程度,因此在图8中可以发现轻微的脱落现象,这就是结合不够稳定造成的。同样的,当搅拌速度较慢、搅拌时间过长时,在搅拌过程中化学键已经完全破坏,彼此的结合力也相对较强,这就使得该工艺下生产的复合硅凝防烧板不易发生脱落,但是整体时间有所增加。
[0052]
实施例1-6清理残渣过程均非常顺利,这是由于金属残渣与复合硅凝防烧板的热膨胀系数差别较大、在反复的急冷急热环境下,逐渐在金属熔渣与复合硅凝防烧板之间形成间隙,随着时间的增加,间隙有扩大的趋势,当间隙达到一定程度时,金属使用扁平工具(如平口螺丝刀)轻轻撬动,便可分离,轻松便捷。此外高温环境下无特殊气味产生,无浓烟、无有害气体产生,对操作人员身心不会产生危害。
[0053]
综上所述,实施例1-6制备的复合硅凝防烧板克服了现有防烧材料存在的强度、韧性、耐高温以及防激光击穿性能难以同时满足使用需求的技术问题,使复合硅凝防烧板具备了结构牢靠、高强度,高耐高温性能和良好的导热性能,可有效保护激光设备床身免受高温影响。
[0054]
尽管通过参考附图并结合优选实施例的方式对本发明进行了详细描述,但本发明并不限于此。在不脱离本发明的精神和实质的前提下,本领域普通技术人员可以对本发明的实施例进行各种等效的修改或替换,而这些修改或替换都应在本发明的涵盖范围内/任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。