1.本发明涉及材料工程技术领域,特别是涉及一种复合材料的制备方法及复合材料。
背景技术:
2.由导电层和绝缘层组成的复合材料具有诸多优点,绝缘层的击穿电压与其厚度成正比,目前,各种方法制备的绝缘层较为轻薄,难以承受住较大的击穿电压。
技术实现要素:
3.基于此,提供一种在导电层表面制备较厚的绝缘层的复合材料的制备方法及复合材料,以解决复合材料难以承受较大的击穿电压的问题。
4.本技术的一方面,提供一种在导电层表面制备毫米级绝缘层的复合材料的制备方法,方法包括:
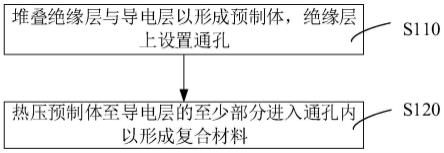
5.堆叠绝缘层与导电层以形成预制体,绝缘层上设置通孔;
6.热压预制体至导电层面向绝缘层的一侧变形并进入通孔内,以形成复合材料。
7.在其中一个实施例中,通孔的径向尺寸与绝缘层的厚度尺寸的比值为0.2-1。
8.在其中一个实施例中,通孔的径向尺寸为0.2毫米-3毫米,绝缘层的厚度尺寸为1毫米-3毫米。
9.在其中一个实施例中,通孔包括多个,全部通孔在与第一方向垂直的平面上的正投影为第一投影;
10.导电层在与第一方向垂直的平面上的正投影为第二投影;
11.第一投影的面积与第二投影的面积的比值为2%-30%。
12.在其中一个实施例中,全部通孔均匀分布。
13.在其中一个实施例中,在热压预制体至导电层的至少部分进入通孔内以形成复合材料具体包括:
14.以预设温度和预设速度热压预制体至导电层的至少部分进入通孔内以形成复合材料;
15.预设温度为480摄氏度-510度,所述预设速度为20米/分钟-100米/分钟。
16.在其中一个实施例中,热压预制体至导电层的至少部分进入通孔内之后,还包括步骤:
17.对通孔进行封孔处理;
18.封孔处理的方法包括热水封闭法、水蒸汽封闭法、重铬酸盐封闭法、水解封闭法或填充封闭法。
19.在其中一个实施例中,导电层的材料包括铝合金、铜合金、镁合金或钛合金;和/或
20.绝缘层的材料包括氧化铝、氮化铝、氮化硼或偏硅酸镁。
21.在其中一个实施例中,在堆叠绝缘层与导电层以形成预制体之前,还包括步骤:
22.通过打孔工艺在绝缘层上设置通孔;
23.打孔工艺包括激光打孔工艺,电火花打孔工艺或钻头打孔工艺。
24.本技术的另一方面,还提供一种复合材料,采用如上述的复合材料的制备方法制备得到。
25.上述复合材料的制备方法及复合材料,通过设置带通孔的绝缘层与导电层热压,使得至少部分导电层进入通孔并与绝缘层连接,以制备具有较厚的绝缘层的复合材料,使复合材料能够承受较大的击穿电压,应用范围更广。
附图说明
26.图1为本技术一实施例的复合材料的制备方法的流程图;
27.图2为本技术另一实施例的复合材料的制备方法的流程图;
28.图3为本技术一实施例的带通孔的绝缘层示意图;
29.图4为本技术一实施例的带通孔的绝缘层与导电层热压过程图;
30.图5为本技术又一实施例的复合材料的制备方法的流程图。
31.附图标记说明:
32.100、复合材料;110、通孔;120、绝缘层;130、导电层;140、导电介质。
具体实施方式
33.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
34.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
35.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
36.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
37.在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示
第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
38.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
39.此外,附图并不是1:1的比例绘制,并且各元件的相对尺寸在附图中仅以示例地绘制,而不一定按照真实比例绘制。
40.为了便于理解本技术的技术方案,在详细展开说明之前,首先对相关技术中导电层和绝缘层的复合材料进行阐述。
41.正如背景技术所言,由导电层和绝缘层组成的复合材料具有诸多优点。导电层具有导热性好、密度小、比强度高等优异特性,在无线通信、航空航天、国防等领域中有广泛应用。然而,导电层本身不绝缘,需增加绝缘层保护,因此通常会在导电层表面制备一层绝缘层,以起到绝缘的效果,同时也提高其抗磨损和耐腐蚀特性。
42.在相关技术的一些实施例中,通过热喷涂制备绝缘层的厚度通常在1毫米以下,并且,多次喷涂增厚绝缘涂层会导致涂层孔隙率显著增加,同时会引入较大内应力,使得绝缘层的服役性能急剧下降。在另一些实施例中,通过微弧氧化技术制得了表面绝缘层,提高了耐磨性能,但由此方法制备获得的绝缘层厚度仅为数十个微米。在又一些实施例中,通过在电解沉积工艺中添加氧化物溶胶和纳米颗粒,显著提高了绝缘层的沉积速率,但绝缘层的厚度仍被限制在微米左右。已知,绝缘层的击穿电压与其厚度成正比,在相关技术中,各种方法制备的绝缘层厚度通常为1毫米以下,难以承受住较大的击穿电压。
43.故有必要提出一种能够在导电层表面制备较厚的绝缘层的复合材料的制备方法,以解决复合材料难以承受较大的击穿电压的问题。
44.为便于描述,附图仅示出了与本技术实施例相关的结构。
45.图1示出了本技术一实施例的复合材料的制备方法的流程图。
46.结合下述一些实施例,可以理解地,通过对预制体加工形成复合材料。提供的预制体包括中间态(即半成品)或者终态(即成品)等产品形态,复合材料包括中间态(即半成品)或者终态(即成品)等产品形态,预制体为复合材料的一个中间态。也即是,复合材料来自于预制体的至少部分。由于本技术实施例所要求保护的重点在于下述一些实施例中所涉及的方法,这里不对形成中间态或者终态的相关具体结构及相关工艺进行赘述。
47.参阅图1,本技术一实施例提供了的复合材料的制备方法,方法包括:
48.s110、堆叠绝缘层与导电层以形成预制体,绝缘层上设置通孔;
49.s120、热压预制体至导电层的至少部分进入通孔内以形成复合材料。
50.在步骤s110中,“绝缘层”是指具有绝缘特性的不导电层,其作用是使复合材料绝缘,提高复合材料的抗磨损、耐腐蚀的特性。“导电层”是指具有金属材料的电导体,其导热性好、密度小,具有较好的支撑力,保证复合材料的强度。
51.在步骤s120中,“热压”是指对预制体边加压边加热,使成型和加压加热同时完成的一种加压方法。热压过程中,通常需要将预制体置于模具内,以便于其成型。“变形”是指
导电层130面向绝缘层120一侧的部分的形状发生改变,结合步骤s110中的示例,金属材料的电导体在受热时,物体因温度改变而发生的膨胀现象被称为“热膨胀”。通常是指外压强不变的情况下,物质在温度升高时,其体积随之增大。在升温过程中,金属发生熔融,熔融是熔化过程中的固液共存状态,此时无论固相金属或是液相金属,均发生“变形”,也即其体积增大,而在模具内,受限于模具的内壁、绝缘层120的自身重力以及其他压力,导电层130变形会经由通孔110进入绝缘体120内部,也即是填充于通孔110,实现导电层130和绝缘层120的复合连接。
52.上述复合材料的制备方法及复合材料,通过设置带通孔的绝缘层120与导电层130热压,使得至少部分导电层130进入通孔110并与绝缘层120连接,以制备具有较厚的绝缘层120的复合材料100,使复合材料100能够承受较大的击穿电压,应用范围更广。
53.图2为本技术另一实施例的复合材料100的制备方法的流程图。
54.如图2所示,本技术一实施例提供了一种复合材料100的制备方法,包括:
55.s210、通过打孔工艺在绝缘层上设置通孔;
56.s220、堆叠绝缘层与导电层以形成预制体,绝缘层上设置通孔;
57.s230、热压预制体至导电层的至少部分进入通孔内以形成复合材料。
58.步骤s220、步骤s230中,具体可参见前述一些实施例中的内容,在此不再赘述。本实施例中的复合材料100的制备方法,通过在绝缘层120上设置通孔110,使得在热压过程中导电层130挤压变形的部分得以进入通孔110中,从而与绝缘层120连接复合。
59.需要说明的是,在另一些实施例中,在步骤s220之后、步骤s230之前还包括步骤:对导电层130的表面和绝缘层120的表面进行清洁,清洁处理包括通过去离子水、酒精或蒸馏水等,借助于超声波进行清洗,后再进行烘干。
60.具体地,通过超声清洗方法清洗预制体。当清洗液介质中传入一定强度的超声波时,由于超声波疏密相间地向前传导,产生无数的微小气泡,这些气泡是在超声波纵向传播的负压区形成及生长,而在正压区迅速破裂。这种微小气泡的形成、生长、迅速破裂过程称为“空化效应”。在空化效应中,气泡破裂后产生超过10000个大气压的瞬时高压,借助于连续不断产生的瞬时高压,清洗液不断地轰击物体表面,使物体表面污垢迅速脱落,从而达到显著的清洗效果。当然,在其他一些实施方式中,也可以选用手工洗刷、机械振动等方式清洗,在此不作限制。
61.可选地,清洗液可以为去离子水或酒精。其中,去离子水是指除去了呈离子形式杂质后的纯水。去离子水具有强大的离子吸收能力,能够将把离子从零件上的污染物中拉出。可以理解,去离子水本身就是一种非常活跃的清洁剂,去离子水能够提供更佳的清洁效果。当然,在其他实施方式中,也可以为蒸馏水等其他溶液对预制体进行清洗,在此不作限定。
62.进一步地,清洗预制体之后还包括烘干预制体。常见的烘干方法包括机械脱水法、加热干燥法、霍化学除湿法。机械脱水法就是通过对物料加压的方式,将其中一部分水分挤出。常用的有压榨、沉降、过滤、离心分离等方法。加热干燥法是利用热能加热物料,气化物料中的水分从而保持干燥。化学除湿法是利用吸湿剂除去气体、液体、固体物料中的少量水分。如此,能够保证预制体的干燥性,从而提升导电层130和绝缘层120之间复合连接的能力,提高后续的热压的效率,缩短制备周期。
63.在一些实施例中,在绝缘层120上的打孔工艺包括激光打孔工艺,电火花打孔工艺
或钻头打孔工艺。示例性地,电极与金属间放电产生高温腐蚀金属达到穿孔的目的即为电火花打孔工艺。利用钻头在被加工材料表面进行钻孔即为钻头打孔工艺。可选地,采用激光打孔工艺,在激光打孔工艺中,当高功率密度激光束照射被加工材料,使材料很快被加热至汽化温度,蒸发形成孔洞。激光打孔速度快,效率高,经济效益好。可获得较大的深径比,且激光打孔能够在各种材料上进行,没有工具的耗损,能够同时加工多个孔。
64.借助于打孔工艺,能够迅速的在绝缘层120表面加工出指定需求的孔,当然,在其他一些实施方式中,也可以选用手工打孔等方式打孔,还可以在一开始操作时直接选用具有通孔110的绝缘层120进行复合材料100的制备,在此不作限制。
65.在一些实施例中,通孔110的径向尺寸与绝缘层120的厚度尺寸的比值为0.2-1。经发明人研究发现,若通孔110的径向尺寸与绝缘层120的厚度尺寸的比值低于0.2,则说明通孔110的径向尺寸过小或者绝缘层120厚度过大,此情况下,在热压过程中,导电层130被热压变形的部分进入到通孔110中时,由于毛细作用力阻碍导电层130流动,难以填充通孔110,从而使得最终制得的复合材料100性能不佳。若通孔110的径向尺寸与绝缘层120的厚度尺寸的比值高于1,则说明通孔110的径向尺寸过大或者绝缘层120厚度过小,此情况下,在热压过程中,可能使导电层130被热压变形的部分进入到通孔110时完全填充满通孔110或者溢出至绝缘层120背离绝缘层120的一侧表面,导致绝缘失效,并使得复合出的材料强度减小且性能不佳。可以理解地,该比例可以但不限于是0.2、0.3、0.4、0.5、0.6、0.7、0.8、0.9或1。
66.在一些实施例中,通孔110的径向尺寸为0.2毫米-3毫米,绝缘层120的厚度尺寸为1毫米-3毫米。在实际生产中制备本技术的复合材料100时,通孔110的径向尺寸和绝缘层120的厚度应该考虑到实际生产的需求,绝缘层120和导电层130都不宜选用面积过大的材料。当通孔110的径向尺寸过大或者过小、绝缘层120的厚度过大或者过小,都容易导致导电层130与绝缘层120的复合连接效果不佳,具体在上段有详细论述。经发明人研究发现,保证通孔110的径向尺寸为0.2毫米-3毫米,绝缘层120的厚度尺寸为1毫米-3毫米是最适合的参数,在该范围内制备的复合材料100的性能佳,强度高。可以理解地,通孔110的径向尺寸可以但不限于是0.2毫米、0.6毫米、1.0毫米、1.4毫米、1.8毫米、2.2毫米、2.6毫米或3毫米。绝缘层120的厚度尺寸可以但不限于是1毫米、2毫米或3毫米。
67.在一些实施例中,通孔110包括多个,全部通孔110在与第一方向垂直的平面上的正投影为第一投影,导电层130在与第一方向垂直的平面上的正投影为第二投影,第一投影的面积与第二投影的面积的比值为2%-30%。当第一投影的面积与第二投影的面积的比值小于2%时,则说明通孔110数量太少或者通孔110的径向尺寸太小,在这种情况下可能导致导电层130与绝缘层120的复合难以紧密连接,从而影响制备出的整个复合材料100的性能。当第一投影的面积与第二投影的面积的比值大于30%时,绝缘层120的实体部分减小,使得绝缘层120的强度减小,性能下降。可以理解地,第一投影的面积与第二投影的面积的比值包括但不限于2%、6%、10%、14%、18%、22%、26%或30%。
68.图3示出了本发明一实施例的带通孔的绝缘层示意图。
69.在一些实施例中,全部通孔110均匀分布。通孔110包括多个,均匀的分布在绝缘层120表面。可选地,均匀分布可以是阵列式分布,还可以是交错分布、环状分布等其他均匀分布方式。结合图3,具体至本技术的实施例中,绝缘层120为铝合金板,其上具有阵列式均匀
分布的16个通孔。均匀分布的作用是使绝缘层120和导电层130在热压复合的过程中,导电层130的各个部位都能渗入到通孔110中,使绝缘层120和导电层130之间的结合力分布更均匀,结合效果更好,即均匀分布效果更佳。
70.在一些实施例中,在步骤s230中具体包括:以预设温度和预设速度热压预制体至导电层130的至少部分进入通孔110内以形成复合材料100。在热压过程中,导电层130面向绝缘层120的一侧受高温产生形变,从而使导电层130的部分能够进入到通孔110中并与绝缘层120连接复合。需要说明的是,热压工艺中的温度与速度与导电层130自身的熔点相关,在实际生产中可根据实际情况选择所需的预设温度和预设速度。
71.图4示出了本技术一实施例的带通孔的绝缘层与导电层热压过程图。
72.在一些实施例中,预设温度为480摄氏度-510摄氏度,预设速度为20米/分钟-100米/分钟。具体至本技术图4所示的导电层130为铝合金板、绝缘层120为氧化铝陶瓷板的复合材料100,当预设温度低于480摄氏度、预设速度低于20米/分钟时,温度过低铝合金没有软化,难以挤压成形,挤压速度过低,铝合金板材料无法流动进入通孔110。当预设温度高于510摄氏度、预设速度高于100米/分钟时,温度过高会达到铝合金熔点,使得铝合金板熔化,挤压速度过高,容易出现挤压裂纹或缩尾等缺陷。可以理解地,预设温度包括但不限于是480摄氏度、490摄氏度、500摄氏度或510度,预设速度包括但不限于是20米/分钟、40米/分钟、60米/分钟、80米/分钟或100米/分钟。
73.图5示出了本技术又一实施例的复合材料100的制备方法的流程图。
74.如图5所示,本技术一实施例提供了的一种复合材料100的制备方法,包括:
75.s310、通过打孔工艺在绝缘层上设置通孔;
76.s320、堆叠绝缘层与导电层以形成预制体,绝缘层上设置通孔;
77.s330、热压预制体至导电层的至少部分进入通孔内以形成复合材料
‘
78.s340、对通孔进行封孔处理。
79.步骤s310、步骤s320和步骤330中,具体可参见前述一些实施例中的内容,在此不再赘述。需要说明的是,在步骤340中,“封孔处理”是指对热压后的复合材料100上的通孔110进行进一步封闭处理,防止通孔110内容物渗出,同时提高复合材料100的耐磨性、耐晒性、耐蚀性和绝缘性。封孔处理可以平整表面且降低孔隙率、加固复合,提高了复合材料100的绝缘性能,为后续复合材料100的进一步加工打下基础。
80.在一些实施例中,封孔处理的方法包括热水封闭法、蒸汽封闭法、重铬酸盐封闭法、水解封闭法或填充封闭法。具体至本技术图4所示的导电层130为铝合金板、绝缘层120为氧化铝陶瓷板的复合材料100。蒸汽封闭法和热水封闭法的原理相同,蒸汽封闭法需要蒸缸设备。重铬酸盐封闭是利用强氧化性的重铬酸盐,当经过阳极氧化的铝制件转入封孔液之后,在较高温度下与氧化膜作用生成碱式铬酸铝及碱式重铬酸铝沉淀以及氧化铝的水合物,从而填充和封闭了铝氧化膜的微孔中。水解封闭法是指镍盐、钴盐的极稀溶液被氧化膜吸附后,发生水解反应生成的氢氧化镍或氢氧化钴沉积在氧化膜的微孔中,而将孔封闭。填充封闭法采用有机物质,如透明清漆、熔融石蜡、各种树脂和干性油对通孔110进行填充封闭。
81.可选地,在热压完铝合金板和氧化铝陶瓷版后,使用热水封闭法进行封孔。热水封闭法是氧化膜表面和孔壁的氧化铝在热水中发生水合反应,生成水合氧化铝,使原来氧化
膜的体积增加33%~100%。氧化膜体积的膨胀使膜孔显著缩小,从而达到封孔的目的,热水封闭法不需要其它操作装置,能够更高效操作更简单的完成封孔。
82.需要说明的是,使用热水封闭法封孔时应用蒸馏水或去离子水,若用自来水,水垢容易被吸附在氧化膜孔中,从而使皮膜透明度下降。
83.在一些实施例中,导电层130的材料包括铝合金、铜合金、镁合金或钛合金。一方面上述金属材料导热性好、比强度高,能够提高复合材料100的强度。另一方面上述金属材料延展性好,密度小,在热压过程中能够使导电层130与绝缘层120更好的连接复合,进而增强了复合材料100的稳定性。
84.在一些实施例中,绝缘层120的材料包括氧化铝、氮化铝、氮化硼或偏硅酸镁。上述材料的机械性能好,导热性能好,各种电性能优良,能够承受热压压力,最终制备形成的复合材料100的导热率更高,性能更优良。
85.基于同样的发明构思,本技术的另一方面,还提供一种复合材料100,采用如上述的复合材料100的制备方法制备得到。通过采用上述制备方法制备得到的复合材料100,因复合材料100中的绝缘层120更厚、且在绝缘层120上设置通孔110,将导电层130的至少部分热压至绝缘层120并与其连接复合,使得绝缘层120和导电层130的结合更紧密,有效提高了复合材料100的强度和适用范围,使复合材料100能够承受较大的击穿电压,应用范围更广。
86.在一些实施例中复合材料100包括沿第一方向层叠设置的导电层130及复合层,复合层包括绝缘层120和填充于绝缘层120的通孔110内的导电介质140,其中,导电介质140由导电层130面向复合层的一侧变形形成。
87.结合图4,在图4所示出的一实施例中,以导电层130为铝合金板、绝缘层120为氧化铝陶瓷板为例进行说明。当热压氧化铝陶瓷板和铝合金板时,铝合金板受热挤压变形,铝合金板的部分渗入通孔110中,渗入通孔110中的部分铝合金即为导电介质140,导电介质140与氧化铝陶瓷板连接复合。由于导电介质140本身就是铝合金板的一部分,这样在没有借助其它连接工具的情况下,使用铝合金板本身的材料与氧化铝陶瓷板连接复合,能够使得铝合金板和氧化铝陶瓷板的连接更加紧密,更稳固。
88.需要说明的是,在热压过程中,导电介质140在通孔110中的存在形式是均匀的,换言之,导电介质140任一水平截面的形状都是相同的。
89.在一些实施例中,导电介质140背离导电层130的一端,与绝缘层120背离导电层130的一侧表面之间具有间距。
90.结合图4,在图4所示出的一实施例中,以导电层130为铝合金板、绝缘层120为氧化铝陶瓷板为例进行说明。在图4中,导电介质140背离导电层130的一端与绝缘层120背离导电层130的一侧表面之间具有间距,如此设置能够使导电介质140不至于填充满整个通孔110从而使整个复合材料100都能够导电,保证了复合材料100的绝缘性能。
91.在一些实施例中,导电介质140的外周面至少部分与通孔110的孔壁相贴合。结合图4,在图4所示出的一实施例中,以导电层130为铝合金板、绝缘层120为氧化铝陶瓷板为例进行说明。图示中导电介质140的外周壁与通孔110的内周壁无缝隙地紧密贴合。如此设置使得导电介质140与绝缘层120的结合更加紧密,复合材料100的性能更好。
92.本技术实施例提供的复合材料100的制备方法及复合材料100,通过设置带通孔110的绝缘层120与导电层130热压,使得至少部分导电层130进入通孔110并与绝缘层120连
接,以制备具有较厚的绝缘层120的复合材料100,使复合材料100能够承受较大的击穿电压,应用范围更广。
93.本技术示例性地,提供一种制备6063铝合金板和氧化铝陶瓷层的复合材料的制备方法:
94.在本实施例中,导电层130为6063铝合金板,绝缘层120为氧化铝陶瓷板。首先取1毫米厚的氧化铝陶瓷板,使用激光打孔的方法加工出孔径为0.5毫米的通孔共16个,通孔在氧化铝陶瓷板上以4
×
4阵列分布。再将6063铝合金板和氧化铝陶瓷板表面清洁后堆叠以形成预制体,平铺放入模具中。加热模具至于480摄氏度,以20米/分钟的挤压速度压合预制体,使6063铝合金板至少部分进入通孔中。最后取制备好的复合材料使用热水封闭法封孔,获得表面平整的氧化铝陶瓷层。
95.本技术示例性地,还提供一种制备6061铝合金板和氧化铝陶瓷层的复合材料的制备方法:
96.在本实施例中,导电层130为6061铝合金板,绝缘层120为氧化铝陶瓷板。首先取3毫米厚的氧化铝陶瓷板,使用电火花打孔工艺的方法加工出孔径为2毫米的通孔共24个,通孔在氧化铝陶瓷板上以4
×
6阵列分布。再将6061铝合金板和氧化铝陶瓷板表面清洁后堆叠以形成预制体,平铺放入模具中。加热模具至于500摄氏度,以40米/分钟的挤压速度压合预制体,使6061铝合金板至少部分进入通孔中。最后取制备好的复合材料使用热水封闭法封孔,获得表面平整的氧化铝陶瓷层。
97.需要说明的是,上述阐述的一些技术方案在实际实施过程中可以作为独立实施例来实施,也可以彼此之间进行组合并作为组合实施例实施。上述阐述的一些技术方案为示例性的方案,具体如何进行组合来实施,可以根据实际需要来进行选择,本技术实施例不作具体地限制。另外,在对上述本技术实施例内容进行阐述时,仅基于方便阐述的思路,按照相应顺序对不同实施例进行阐述,如按照实际实施过程中的要求预设的顺序,而并非是对不同实施例之间的执行顺序进行限定。相应地,在实际实施过程中,若需要实施本技术实施例提供的多个实施例,则不一定需要按照本发明阐述实施例时所提供的执行顺序,而是可以根据需求安排不同实施例之间的执行顺序。
98.应该理解的是,虽然图1、图2和图5的流程图中的各个步骤按照箭头的指示依次显示,但是这些步骤并不是必然按照箭头指示的顺序依次执行。除非本文中有明确的说明,这些步骤的执行并没有严格的顺序限制,这些步骤可以以其它的顺序执行。而且,图1、图2和图5中的至少一部分步骤可以包括多个步骤或者多个阶段,这些步骤或者阶段并不必然是在同一时刻执行完成,而是可以在不同的时刻执行,这些步骤或者阶段的执行顺序也不必然是依次进行,而是可以与其它步骤或者其它步骤中的步骤或者阶段的至少一部分轮流或者交替地执行。
99.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
100.以上实施例仅表达了本技术的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对申请专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术构思的前提下,还可以做出若干变形和改进,这些都属于本技术的保护范围。
因此,本技术专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。