传送带
1.本发明涉及一种传送带。所述传送带是已知的,并且例如描述于us2005082147a中。传送带,特别是挤出式传送带,需要在使用寿命期间保持平坦,因此需要表现出低翘曲性,以便正常地工作。此外,刮板、齿和/或导引件通常焊接至传送带,这使得能够更有效地运输货物或支持传送带的运动。此外,传送带需要在宽温度范围(例如介于-30℃与 120℃之间)中操作,与此同时仍维持足够的刚度。此外,传送带通常经拼接以创建单件。传送带需要定期清洁,因此需要表现出足够的耐化学性。
2.因此,传送带需要满足各种要求。本发明的目的是提供一种传送带,所述传送带具有足够的焊接性能、较少的翘曲和强到足以承载所需负载的刚度。
3.此目的已通过一种传送带实现,所述传送带包含组合物,所述组合物包含
4.a)(共)聚酯a,所述(共)聚酯a包含含有聚酯的硬链段并且具有根据iso 11357-1/-3(10℃/min)测量的介于200℃与240℃之间的熔融温度t
ma
,其中所述(共)聚酯a以相对于所述组合物的总重量介于1重量%与60重量%之间的量存在;以及
5.b)共聚酯b,所述共聚酯b包含含有聚酯的硬链段,其中所述(共)聚酯b具有根据iso 11357-1/-3(10℃/min)测量的介于100℃与180℃之间的熔融温度t
mb
,其中所述共聚酯b以相对于所述组合物的总重量介于40重量%与99重量%之间的量存在。
6.令人惊讶的是,本发明人已发现根据本发明的传送带表现出良好的焊接性能,与此同时维持足够的耐化学性和刚度。这已通过示例证明。此外,与具有相似刚度的传统共聚酯带相比,所述传送带表现出高得多的拉伸强度和承载能力。
7.优选地,所述传送带具有封闭表面,所述封闭表面在运输食物时特别有益,因为可以减少污染。“封闭表面”在本文中被理解为没有孔的表面。
8.许多塑料已经被认为是用于传送带的合适材料。例如,us2005082147a列出了热塑性材料,例如用于挤出式传送带的聚酯或cope,然而,这些材料中的许多材料都表现出翘曲。许多用作传送带材料的材料在挤出后或在带的使用寿命期间会翘曲。本文中的翘曲是指由于聚合物分子的流动和结晶模式的差异导致包括带在内的挤出材料各向异性地改变尺寸,而导致挤出材料中的冻结张力松弛,从而导致带
‘
翘曲’。这种过程可能在将带切割至所需的宽度和长度时已经开始,并且甚至可能在高温下和/或在带使用期间的(清洁)化学品的影响下随着时间的变化变得更加明显。
9.根据本发明的传送带的另一个优点是它可以在宽温度范围(例如介于-30℃与120℃之间)内操作。这还允许在高温下使用化学品清洁传送带,而不会损坏所述带。令人惊讶的是,根据本发明的传送带也可以在潮湿条件下操作。
10.使用各种清洁剂定期清洁传送带。这些试剂可以是抗菌剂、强酸、过氧化物、消毒剂等。令人惊讶的是,根据本发明的传送带表现出足够的耐化学性。
11.(共)聚酯在本文中是指包括聚酯均聚物和共聚酯两者的聚合物类别。
12.具有一定熔融温度的共聚酯是在本领域中已知的。共聚酯的熔融温度可能受例如共聚酯中硬链段和软链段的量以及硬链段和软链段的化学性质(包括长度和类型)的影响。
13.(共)聚酯a
14.所述传送带包含组合物,所述组合物包含(共)聚酯a,所述(共)聚酯a包含聚酯的硬链段并且具有根据iso 11357-1/-3(10℃/min)测量的介于200℃与240℃之间的熔融温度t
ma
,其中所述(共)聚酯a以相对于所述组合物的总重量介于1重量%与60重量%之间的量存在。
15.所述传送带包含组合物,所述组合物包含“(共)聚酯a”,所述(共)聚酯a包括多于一种类型的包含聚酯的硬链段并且具有介于200℃与240℃之间的熔融温度t
ma
的(共)聚酯a。
16.聚酯的硬链段可以例如是聚对苯二甲酸乙二醇酯(polyethylene terephthalate,pet)、聚对苯二甲酸丙二醇酯(polypropylene terephthalate,ppt)、聚对苯二甲酸丁二醇酯(polybutylene terephthalate,pbt)、聚间苯二甲酸丁二醇酯(pbi)、聚间苯二甲酸乙二醇酯(pei)、聚萘二甲酸乙二醇酯、聚萘二甲酸丁二醇酯和聚萘二甲酸丙二醇酯,以及它们的组合。优选地,(共)聚酯a的硬链段是pbt,因为pbt是易获得的。(共)聚酯a可以由pbt的硬链段组成并且在这种情况下也被称为pbt本身,并且因此是聚酯均聚物。(共)聚酯a还可包含多于一种硬链段,例如pbt和pbi,并且则是共聚酯。
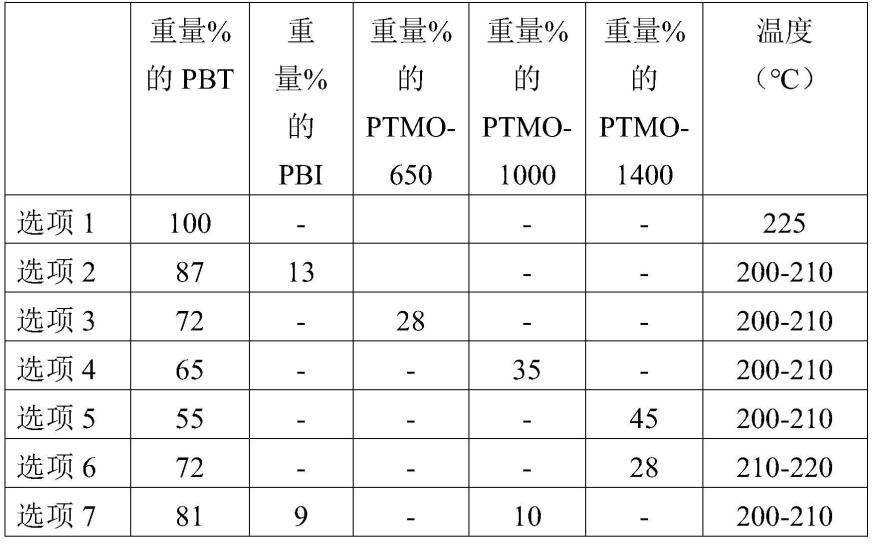
17.(共)聚酯a也可包含软链段,所述软链段可选自多种聚合物并且包括例如聚四亚甲基氧化物(polytetramethylene oxide,ptmo)、聚环氧乙烷(polyethylene oxide,peo)、聚环氧丙烷(polypropylene oxide,ppo)、聚(环氧乙烷)和聚(环氧丙烷)的嵌段共聚物、直链脂肪族聚碳酸酯、聚己二酸丁二醇酯(polybutylene adipate,pba)和二聚脂肪酸或二聚脂肪酸二醇的衍生物、直链脂肪族聚酯,以及它们的组合。优选地,(共)聚酯a包含含有聚四亚甲基氧化物(ptmo)的软链段。(共)聚酯a中硬链段和任选的软链段的优选量可以变化并且取决于链段的类型和应用所需的刚度。下表1显示了根据本发明的各种(共)聚酯a的选项,所述(共)聚酯a具有例如通过在(共)聚酯a的化学结构中使用具有不同长度的pbi或ptmo或仅pbt达到的不同熔融温度(tm)。为避免疑义,(共)聚酯a包括多种(共)聚酯,并不限于表1中提及的那些。
18.表1合适的(共)聚酯a的示例
terephthalate,pet)、聚对苯二甲酸丙二醇酯(polypropylene terephthalate,ppt)、聚对苯二甲酸丁二醇酯(polybutylene terephthalate,pbt)、聚间苯二甲酸丁二醇酯(pbi)、聚间苯二甲酸乙二醇酯(pei)、聚萘二甲酸乙二醇酯、聚萘二甲酸丁二醇酯和聚萘二甲酸丙二醇酯,以及它们的组合。优选地,共聚酯b的硬链段是pbt,更优选地所述硬链段是pbt和pbi的组合,因为这是容易获得的并且允许(共)聚酯b的较低熔融温度。
31.共聚酯b也可包含软链段,所述软链段可选自多种聚合物并且包括例如聚四亚甲基氧化物(ptmo)、聚环氧乙烷(peo)、聚环氧丙烷(ppo)、聚(环氧乙烷)和聚(环氧丙烷)的嵌段共聚物、直链脂肪族聚碳酸酯、聚己二酸丁二醇酯(pba)和二聚脂肪酸或二聚脂肪酸二醇的衍生物、直链脂肪族聚酯,以及它们的组合。优选地,共聚酯b包含含有聚四亚甲基氧化物(ptmo)的软链段,这被批准用于fda食物接触。共聚酯b中硬链段和任选的软链段的优选量可以变化并且取决于链段的类型和应用所需的刚度。下表2显示了熔融温度介于100℃与180℃之间的共聚酯b的合适示例。为避免疑义,共聚酯b包括多种共聚酯,并不限于表2中提及的那些。
32.pbi硬链段可以相对于共聚酯b的总量,介于0重量%与50重量%之间,优选地介于5重量%与40重量%之间的量存在。ptmo软链段可以相对于共聚酯b的总量,介于0重量%与80重量%之间,优选地介于30重量%与70重量%之间的量存在。硬链段和软链段的量和类型可以通过红外光谱法或核磁共振光谱法确定。
33.表2共聚酯b的合适示例
[0034][0035]
重量%是相对于共聚酯的总重量给出的。
[0036]
共聚酯b的熔融温度t
mb
介于100℃与180℃之间,优选地介于140℃与175℃之间。
[0037]
共聚酯b的量为相对于组合物的总重量,介于40重量%与99重量%之间,优选地介于50重量%与95重量%之间,并且甚至更优选地介于60重量%与93重量%之间。所述传送带包含组合物,所述组合物包含“共聚酯b”,所述共聚酯b包括多于一种类型的共聚酯b。如果存在多于一种共聚酯b,则上述量是指所有共聚酯b的总量。
[0038]
优选地,共聚酯b具有根据iso 11357-1/-3(10℃/min)测量的为至多175℃,更优
选地至多170℃的熔融温度t
mb
,因为这提高了与其他零件的可焊性。
[0039]
优选地,挤出式传送带包含共聚酯b,其中所述共聚酯b表现出根据iso 1628-5:1998于25℃以间甲酚作为溶剂测量的为至少2.0,更优选地至少2.2,甚至更优选地至少2.5的rsv。rsv可能高达例如4.0。
[0040]
共聚酯可以通过本领域中已知的方法,例如在“handbook of thermoplastics”marcel dekker,inc,1997,pages 399-401中描述的方法制备。
[0041]
根据本发明的传送带的组合物优选地具有表现出至少两个峰的双峰熔融特性,一个峰p1在介于200℃与240℃之间并且另一个峰p2在介于100℃与180℃之间。“双峰熔融特性”在本文中被理解为根据本发明的传送带的组合物的熔融曲线表现出在限定区域中的至少两个峰,并且明确地包括具有多于两个峰的熔融曲线。优选地,p1-p2为至少40℃,更优选地至少50℃,并且最优选地至少60℃。
[0042]
优选地,如在1ba注射成型的拉伸棒上测量和根据iso 527-1/-2测试的,根据本发明的传送带的组合物表现出至少50%,更优选地至少100%,甚至更优选地至少150%的断裂伸长率,因为这允许柔韧的传送带。
[0043]
优选地,根据本发明的传送带的组合物具有双峰熔融特性,所述双峰熔融特性表现出至少两个如上所公开的峰,其中t
ma
与t
mb
之间的差值为至少40℃,更优选地至少50℃,并且最优选地至少60℃,因为这确保(共)聚酯a与共聚酯b相之间的有限的酯交换或没有酯交换,这导致优点为挤出后良好的rf可焊接性和有限的翘曲特性。如果t
ma
与t
mb
之间的差值和/或p1与p2之间的差值较低,则这是发生了过多酯交换的指示,这对焊接是不利的。
[0044]
根据本发明的传送带可以通过现有技术中已知的方法制备。优选地,传送带是通过至少包括以下步骤的方法制备的:
[0045]
a)提供组合物,所述组合物包含
[0046]
·
(共)聚酯a,所述(共)聚酯a包含聚酯的硬链段并且具有根据iso 11357-1/-3(10℃/min)测量的介于200℃与240℃之间的熔融温度t
ma
,其中所述(共)聚酯a以相对于所述组合物的总重量介于1重量%与60重量%之间的量存在;以及
[0047]
·
共聚酯b,所述共聚酯b包含聚酯的硬链段并且具有根据iso 11357-1/-3(10℃/min)测量的介于100℃与180℃之间的熔融温度t
mb
;
[0048]
其中所述共聚酯b以相对于所述组合物的总重量介于40重量%与99重量%之间的量存在;
[0049]
b)使组合物达到介于230℃与290℃之间的温度以形成熔体;
[0050]
c)将所述熔体通过模具挤出;
[0051]
d)冷却所述挤出的熔体以形成传送带;
[0052]
e)任选地将零件焊接至所述传送带上。
[0053]
这种方法也被称为挤出方法,并且提供挤出式传送带。令人惊讶的是,这种方法产生了表现出较少翘曲的传送带。因此,本发明还涉及一种包含如本文所公开的组合物的挤出式传送带。在步骤d)之后,可以将冷却的挤出熔体切割和切片至所需的宽度、长度和/或尺寸,并且可以拼接以形成环形带。
[0054]
优选地,t
ma
与t
mb
之间的差值为至少40℃,更优选地至少50℃差值,并且最优选地至少60℃差值。附加优点是传送带可以使用更高的挤出输出量来制备,这减少了传送带的
生产时间。在传送带的制备中可以采用进一步的处理步骤,例如将端部拼接在一起以形成连续带。令人惊奇的是,通过使用如上所公开的用于传送带的组合物可以有利地采用拼接。
[0055]
焊接可以通过就其本身而言已知的焊接技术(例如射频焊接(rf焊接(radio-frequency-welding))、振动焊接)执行。优选地,执行射频或高频(high frequency,hf)焊接,因为这由于其卓越的可靠性、再现性(品质)和多功能性而是传送带行业使用的优选技术。其他零件可以由不同的材料制成,但是优选地由与带相同的组合物制成。
[0056]
所述组合物可以通过分开地提供单独的成分在步骤a)中提供,例如通过在分开的进料器中进料(共)聚酯a和共聚酯b。所述组合物还可以在步骤a)中作为共混物提供,所述共混物可以通过例如干混或熔融混合(共)聚酯a和共聚酯b获得,这些方法是本领域技术人员已知的方法。熔融混合例如可以在挤出机中执行,并且可以任选地之后是造粒步骤。这有利于组合物的进一步加工。
[0057]
优选地,该方法是用具有低水分含量,例如相对于(共)聚酯a的总重量为至多0.02重量%,优选地至多0.01重量%的水分含量的(共)聚酯a进行的。优选地,该方法是用具有低水分含量,例如相对于共聚酯b的总重量为至多0.02重量%,优选地至多0.01重量%的水分含量的共聚酯b进行的。甚至更优选的是,(共)聚酯a和共聚酯b都显示出低水分含量,例如如上所公开的。这具有限制粘度降低的优点。优选地,在使(共)聚酯a和共聚酯b达到介于230℃与290℃之间的温度以形成熔体之前,使(共)聚酯a和/或共聚酯b经受干燥步骤以降低(共)聚酯a和/或共聚酯b的水分含量。干燥可以通过已知方式进行。
[0058]
根据本发明的传送带的组合物可以进一步包含在行业中就其本身而言通常已知的成分,并且包含例如成核剂、着色剂、阻燃剂、聚四氟乙烯(polytetrafluoroethylene,ptfe)、稳定剂、增强填料(例如玻璃纤维)等。成核剂例如包括苯甲酸钠。对于食物应用,传送带优选地不包含玻璃纤维。优选地,传送带包含基本上由(共)聚酯a、共聚酯b和任选的着色剂组成的组合物,因此(共)聚酯a和共聚酯b以及任选的添加剂的量加总为相对于组合物的总量为至多100重量%。
[0059]
本发明还涉及一种用于运输食物的方法,所述方法至少包括以下步骤:
[0060]
a.在传送带上提供食物;
[0061]
b.使带有食物的传送带在所需方向上移动;
[0062]
其中所述传送带是如上所公开的根据本发明的传送带。令人惊讶的是,与其中使用例如热塑性聚氨酯(tpu)或聚醚嵌段酰胺(也称为)的传送带的方法相比,这种方法允许在清洁后更少的降解。另一个优点是传送带可以在其使用寿命结束时回收利用。
[0063]
传送带
[0064]
根据本发明的传送带可以具有宽范围的宽度,例如从低至20cm至宽至3m的宽度,并且往往取决于所述带的预期用途。令人惊讶的是,具有较高宽度(例如至少100cm)的传送带仍然表现出低翘曲。
[0065]
传送带的厚度也可能变化并且可以例如介于1mm与10mm之间,并且还取决于所述带的预期用途。任选的刮板和侧壁可以存在并且优选地包含与传送带相同的组合物,因为这有利于传送带在使用后的回收。
[0066]
优选地,根据本发明的传送带是整体式的,因此由如上所公开的组合物组成。
[0067]
优选地,根据本发明的传送带是挤出式传送带,因此是通过挤出制备的。
[0102]
肖氏d硬度(3s):70(iso 868)
[0103]
rsv(间甲酚,1g/100ml):2.3(iso 1628-5:1998和iso307)
[0104]
共聚酯b-i
[0105]
基于pbt和pbi两者作为硬链段和ptmo为软链段的共聚醚酯,含有65m/m%的硬链段和35m/m%的软链段。
[0106]
熔体体积流率(t=230℃,重量=2.16kg):根据iso1133为25cm3/10min
[0107]
熔融温度(10℃/min):根据iso11357-1/-3为165℃
[0108]
吸水率:0.65重量%(iso 62)
[0109]
吸湿性:0.20重量%(iso 62)
[0110]
密度:根据iso1183为1190kg/m3[0111]
rsv(间甲酚,1g/100ml):2.8(iso 1628-5:1998和iso307)
[0112]
组合物的制备
[0113]
组合物是以如表3中所列的配方通过在注射成型之前以给定比率手动混合颗粒而制成的。
[0114]
表3组合物
[0115][0116]
重量%是相对于组合物的总重量的。
[0117]
通过注射成型制备测试饰板和1ba拉伸棒
[0118]
在适用的情况下,使用iso 294-1标准。
[0119]
尺寸为120
×
120
×
4.0mm的饰板是用预干燥的材料模制而成的。将材料用真空和n2吹扫干燥6小时/120℃。干燥后的水分含量低于最大水分规范(《500ppm)。将材料在夹紧力150吨且螺杆直径40mm的arburg牌注射成型机上加工。所测量的熔融温度为247℃和248℃。所测量的模具温度介于40℃与43℃之间。所生产的饰板的厚度经测量介于3.97mm与4.0mm之间。将零件模制后在密封袋中干燥包装。
[0120]
尺寸为80
×
80
×
1mm的饰板是用预干燥的材料模制而成的。将材料用真空和n2吹扫干燥6小时/120℃。干燥后的水分含量低于最大水分规范(《500ppm)。将材料在夹紧力120吨且螺杆直径25mm的arburg牌注射成型机上加工。所测量的熔融温度为246℃和247℃。所测量的模具温度介于17℃与27℃之间。所生产的饰板的厚度经测量为1.02mm。将零件模制后在密封袋中干燥包装。
[0121]
拉伸棒iso 527-1ba是用预干燥的材料模制而成的。将材料用真空和n2吹扫干燥6
小时/120℃。干燥后的水分含量低于最大水分规范(《500ppm)。将材料在夹紧力70吨且螺杆直径20mmarburg牌注射成型机上加工。所测量的熔融温度介于229℃与236℃之间。所测量的模具温度介于46℃与51℃之间。所生产的饰板的厚度经测量介于2.04mm与2.05mm之间。将零件模制后在密封袋中干燥包装。
[0122]
相对溶液粘度
[0123]
根据iso 1628-5:1998,于25℃在1.0克材料在100ml间甲酚中的溶液中测定相对溶液粘度。
[0124]
机械特性
[0125]
根据iso527,在配备有2,5kn测力传感器、标距长度为25mm的zwick multisens型接触式伸长计和夹持距离为58mm的zwick8297型气动夹具的zwick//roell z010拉伸试验机上测试1ba型拉伸棒。在施加0.5n的前负荷后,测试以1mm/min的测试速度开始,以确定e模量(0.05%-0.25%),之后以500mm/min的测试速度进行测试直至断裂。使用伸长计测量到应变为高达60%的应变,之后进行横向位移直至断裂。拉伸强度(mpa)被确定为测试期间发现的最高应力。测试进行五次。试样在测试期间是“模制干燥的”,并且测试是在23℃的测试温度下进行的。“模制干燥的”在本文中被理解为在模制后立即将试样置于防潮容器中并于(23
±
2)℃储存至少24小时,并且水分含量《0.2%(质量分数)。
[0126]
动态机械分析(dma)
[0127]
从150mm
×
150mm
×
4.0mm的注射成型饰板,执行扭转dma,所述扭转dma通常描述于astm d5279中。将用于测量的样品锯成合适的长度(10mm
×
55mm),平行于并且垂直于注射成型中的熔体流。尺寸是用经校准的海德汉(heidenhain)厚度计测量的。在测量之前,将样品在110℃和150mbar氮气压力下干燥4h。使用频率为1hz的ta ares测试系统并且在范围为-130℃至250℃的温度下以3℃/min的加热速率进行动态力学分析。在测量期间,储能模量(g')、损耗模量(g”)和正切δ(tanδ)被确定为温度的函数。
[0128]
可焊接性
[0129]
在80mm
×
80mm
×
1.0mm注射成型饰板上执行焊接。将两个饰板彼此重叠放置。在具有立式压力机装置的16kw rf焊机上执行焊接。使用75
×
10mm2的黄铜电极。将主区块的温度控制在200℉(93.3℃)。不控制接触板的温度,但通常测量为110℉(43.3℃)。每个rf焊接周期由以下组成:在施加压力时预热1.0秒;施加安培数达2.5秒;2.0秒的冷却周期。所述安培数由最大功率的百分比控制。使用如下所述的工序执行180
°
剥离测试以量化焊缝的最大剥离力。
[0130]
将经焊接的饰板放入温度范围为23 /-2℃、50 /-10%rh的室内环境中3天;将宽度为10mm的饰板用记号笔标记并用剪刀手工剪切;将测试参数例如前负荷*、夹持距离(50mm)、测试速度(50mm/min)输入软件;测量试样的厚度和宽度并输入测试软件;将棒的非焊接部分的外侧夹在夹具中,在此之后可以开始剥离测试;在剥离测试后,将试样从夹具上取下;测试环境:23 /-2℃、50 /-10%rh。表4中报告了最大剥离力(以牛顿为单位)。
[0131]
*前负荷(在开始测试后该值不归零):精确值是基于每个样品在开始测试之前刚被夹在夹具中时的初始负载来设置的。
[0132]
翘曲
[0133]
通过从4mm的挤出板沿流动方向和反向流动方向在该挤出板的宽度的不同位置处
切割例如100mm
×
40mm的测试样品,并将这些测试样品于100℃暴露24hr来测试翘曲。尺寸变化可以目视地记录并定性地评定。尺度范围从根本不翘曲,因此完全平坦为“ ”,经由在边缘处卷曲“ /
‑”
,至用
“‑‑‑”
表示的最终完全扭曲。结果在表4中给出。
[0134]
耐化学性
[0135]
为了评定如实施例2和实施例3所述的组合物的耐受性,评估了耐化学性。使1ba拉伸棒在75%乙醇(23℃)、30%磷酸水溶液(60℃)、3%磷酸水溶液(60℃)、14% naclo水溶液(23℃)、200ppm的naclo水溶液(23℃)和2000ppm的过乙酸水溶液(23℃)中经受672h的老化。在上述化学品中均未观察到机械特性下降(借助于断裂伸长率)。根据iso527执行机械测试。
[0136]
表4结果
[0137][0138]
*试图测量剥离力,但是焊接强度非常差,因此该值设置为小于0.5;n.d.=未测定。
[0139]
令人惊讶的是,在室温下具有类似的g'(其为传送带的刚度的量度)的根据本发明的传送带显示出高得多的拉伸强度。令人惊讶的是,即使是软得多的挤出式传送带(实施例3),仍然表现出高拉伸强度和高剥离强度(此由高剥离力指示)的组合。根据本发明的传送带表现出低翘曲,因此是基本上平坦的与高剥离强度的组合。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。