1.本发明涉及一种用于钻具的金属切削刀片,更具体地说,涉及一种具有阶梯状切削刃的金属切削刀片。
2.本发明还涉及一种钻具。
背景技术:
3.在现代减材制造中,钻孔是一项重要的操作,尤其是在金属中钻孔证明是一项要求很高的操作。
4.在金属钻孔中,经常使用带有能够更换金属切削刀片的钻具,尤其是在cnc操作中。前述类型的现代钻具通常包括用于钻出所钻出的孔的中心区域的中心刀片,以及用于去除所钻出的孔的外围区域中的材料的外围刀片。由于不同的切削几何形状,中心刀片和外围刀片通常采用不同的几何形状。中心刀片的最新几何形状采用具有从第一部分刃到第二部分刃的平滑过渡的阶梯状刃。平滑过渡通常被称为过渡刃或过渡区域。从所钻的材料上切削具有预定长度的连续切屑是有利的。切屑控制在现代cnc金属钻孔中至关重要,尤其是切屑排出对所钻出的孔的表面光洁度有很大影响,并且还影响钻头速度。
5.由于从阶梯状切削刃移动到刀片的释放侧上的切削下来的切屑在过渡区域中经历升高的温度,所以使用阶梯状刃的刀片存在问题。这种升高的温度可能对刀片的寿命有不利影响,尤其是对过渡刃的寿命产生不利影响。
6.因此,需要对金属切削刀片进行改进,从而降低过渡区域的温度。
7.因此,本发明的目的是提供一种改进的金属切削刀片,其降低了过渡区域中的温度。
技术实现要素:
8.根据本发明,上述目的通过具有权利要求1中限定的特征的金属切削刀片来实现。
9.本发明人已经认识到,阶梯状刃的过渡区域中升高的温度是由过渡区域中的切屑的压缩引起的。本发明人认识到,除了在刀片的俯视图中看到的常规台阶之外,通过在金属切削刀片的侧视图中结合阶梯状刃的台阶,可以降低这种升高的温度。
10.根据本发明的金属切削刀片包括:相对的顶表面和底表面,切削钻头刀片的对称轴线在顶表面和底表面之间延伸,并且外围侧表面在所述顶表面和所述底表面之间延伸。顶表面包括前刀面,并且侧表面包括间隙面;至少一个阶梯状切削刃被构造用以沿着所述至少一个阶梯状切削刃切削连续的切屑,其中所述至少一个阶梯状切削刃形成在顶表面的前刀面和侧表面的邻接的间隙面的相交处,其中在面向金属切削刀片的顶表面的俯视图中,所述至少一个阶梯状切削刃包括由第一部分刃和第二部分刃之间的过渡刃形成的台阶;其特征在于,在面向金属切削刀片的顶表面的俯视图中,所述台阶相对于对称轴线在径向方向上延伸第一距离h1;并且在面向金属切削刀片的外围侧表面的侧视图中,所述台阶在从底表面朝向顶表面的方向上延伸第二距离h2,其中0.8
·
h2≤h1≤1.2
·
h2。在俯视图
中看到的台阶与在金属切削刀片的侧视图中看到的台阶一致。
11.根据一个实施例,第二距离h2是0.9
·
h1≤h2≤1.1
·
h1。这样,减少了过渡区域中的温度升高。
12.根据一个实施例,第二距离h2是0.95
·
h1≤h2≤1.05
·
h1。这样,过渡区域中的温度升高被进一步减少。
13.根据一个实施例,第一距离h1基本上等于第二距离h2。这样,以优选的方式降低过渡区域中的温度升高。
14.根据一个实施例,阶梯状切削刃包括连接到第一部分刃的拐角刃,并且其中所述拐角刃连接到刀片的另一阶梯状切削刃的第二部分刃。
15.根据一个实施例,拐角部分刃提供了连续刃,该连续刃从阶梯状切削刃的第一部分刃到另一阶梯状切削刃的所述第二部分刃。这样,拐角刃允许围绕整个金属切削刀片形成连续的刃。
16.根据一个实施例,过渡刃具有弯曲刃,其中弯曲刃在所述俯视图和所述侧视图中具有相同的形状。这样,最小的压缩力作用在切屑上,从而降低了过渡区域中的温度。
17.根据一个实施例,刀片包括在刀片的顶表面和底表面之间延伸的通孔,该通孔沿着所述对称轴线对齐,并且延伸穿过相对的顶表面和底表面。
18.根据一个实施例,多个阶梯状切削刃围绕所述对称轴线对称布置。根据一个实施例,当围绕所述金属切削钻头刀片在逆时针方向上沿着所述阶梯状切削刃移动时,所述过渡刃在俯视图中相对于对称轴线在正的径向方向上提供台阶。这样,当金属切削刀片安装在钻具中时,第二部分刃始终为在径向方向上第一部分刃和第二部分刃中的最外侧的刃。
19.本发明还涉及一种金属切削钻具,其包括具有镗孔轴和安装柄的伸长钻体。金属切削钻具进一步包括至少一个根据本文所述实施例的钻头刀片,该钻头刀片安装在镗孔轴的端部。
20.本发明的其它优点将从下面的描述中显现出来。
附图说明
21.现在将参照附图详细描述本发明的实施例,在附图中:
22.图1是根据本发明实施例的金属切削刀片的立体图,
23.图2是图1所示的金属切削刀片的俯视图,
24.图3是图1和图2所示的金属切削刀片的侧视图,
25.图4是根据本发明实施例的金属切削刀片的立体图,
26.图5是图4所示的金属切削刀片的俯视图,
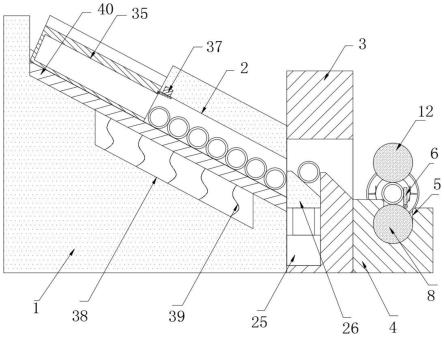
27.图6是图4和图5所示的金属切削刀片的侧视图,
28.图7是根据本发明实施例的钻具的侧视图,以及
29.图8是图7所示的钻具的端视图。
具体实施方式
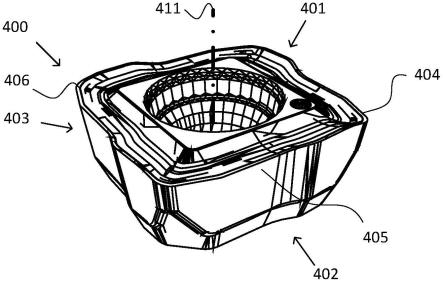
30.现在参考图1-图3,图1-图3示出了根据本发明的第一实施例。在这些图中,公开了一种用于钻具的金属切削钻头刀片,总体上用100表示,并且在图4中用400表示。金属切削
钻头刀片100包括相对的顶表面101、401和底表面102、402,其中该切削钻头刀片的对称轴线在该顶表面和该底表面之间延伸,并且外围侧表面103、403在所述顶表面和所述底表面之间延伸。顶表面101、401包括前刀面104、404,并且侧表面103、403包括间隙面105、405。该金属切削钻头刀片进一步包括至少一个阶梯状切削刃106、406,该至少一个阶梯状切削刃被构造用以沿着所述至少一个阶梯状切削刃切削连续的切屑。该至少一个阶梯状切削刃形成在顶表面101、401的前刀面104、404和侧表面103、403的邻接的间隙面105、405的相交处。在面向该金属切削刀片的顶表面的俯视图中,所述至少一个阶梯状切削刃包括由第一部分刃108、508和第二部分刃109、509之间的过渡刃107、507形成的台阶。
31.金属切削钻头刀片的特征在于,参见图2,在面向金属切削刀片100、400的顶表面101、401的俯视图中,所述台阶相对于该对称轴线在径向方向上延伸第一距离h1。参见图3,在面向金属切削刀片100、400的外围侧表面103、503的侧视图中,所述台阶在从该底表面朝向该顶表面的方向上延伸第二距离h2,其中0.8
·
h1≤h2≤1.2
·
h1。通过在俯视图和侧视图中都具有台阶,避免了切屑的压缩,并且从而显著降低了温度。
32.在俯视图中看到的台阶与在金属切削刀片的侧视图中看到的台阶一致。
33.在另一个实施例中,第二距离h2是0.9
·
h1≤h2≤1.1
·
h1。
34.在又一个实施例中,第二距离h2是0.95
·
h1≤h2≤1.05
·
h1。
35.在优选实施例中,第一距离h1基本上等于第二距离h2。理论上,这将是针对与过渡刃上的切屑排出相关联的最佳温度降低的最佳台阶高度。这将提供要形成的连续切屑和减少的过渡刃磨损。
36.现在参考图4-图6,图4-图6示出了金属切削钻头刀片的第二实施例,总体用400表示。该金属切削钻头刀片的第二实施例与上文参照图1-图3描述的第一实施例的不同之处在于,第二实施例包括阶梯状切削刃406,该阶梯状切削刃406包括连接到第一部分刃508的拐角刃(510),并且其中所述拐角刃510连接到刀片500的另一阶梯状切削刃(406’)的第二部分刃(509’)。
37.拐角刃510允许围绕刀片500形成连续的阶梯状切削刃。拐角部分刃提供了连续刃,该连续刃从阶梯状切削刃的第一部分刃到另一阶梯状切削刃的所述第二部分刃。
38.现在参考图5和图6。在图5中,根据第二实施例的金属切削刀片以俯视图公开,并且在图6中,相同的刀片以侧视图公开。过渡刃507具有弯曲刃,其中该弯曲刃在图5的所述俯视图中和图6的所述侧视图中具有相同的形状。
39.金属切削钻头刀片500包括在该刀片的顶表面401和底表面402之间延伸的通孔511,该通孔沿着对称轴线411对齐,并且延伸穿过相对的顶表面401和底表面402。
40.在图5中,多个阶梯状切削刃406、406’围绕该对称轴线对称布置。
41.此外,图5公开了,当沿着所述阶梯状切削刃406、406’在逆时针方向上围绕所述金属切削钻头刀片移动时,所述过渡刃507在俯视图中相对于该对称轴线在正的径向方向上提供台阶。
42.在图7中,公开了根据一个实施例的金属切削钻具,总体上用700表示。钻具700包括伸长的钻体701,该钻体701具有以纵向轴线704为中心的镗孔轴702和安装柄703。钻具700还进一步包括至少一个根据前述权利要求中任一项所述的钻头刀片100、100’、400、400’,该钻头刀片安装在镗孔轴702的端部。
43.该镗孔轴还展现有与每个刀片相关联的钻槽705、705’,该钻槽用于有效的切屑排出和切屑控制。
44.在图8中,公开了面向具有刀片的镗孔轴的端部的视图,其中钻具700被构造成围绕纵向轴线704在逆时针方向上旋转,如图中r所标示的那样。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。