1.本发明涉及加工制造技术领域,尤其涉及一种基于非标加工的工件自适应定位抓取控制方法。
背景技术:
2.在材料加工领域,除了标准加工产品外,一些外形特征非标准的产品,现有技术在加工制造时无法准确定位,无法采用自动上下料方式进行作业,因此,亟需一种基于非标加工的工件自适应定位抓取控制方法,用于在面对无法准确定位的非标加工产品时,自动适应生成抓取轨迹,解决产品抓取时的定位问题,完成非标加工产品的抓取,从而实现非标加工产品的上料的自动化。
技术实现要素:
3.针对现有技术的不足,本发明提供一种基于非标加工的工件自适应定位抓取控制方法,用于在面对无法准确定位的非标加工产品时,自动适应生成抓取轨迹,解决产品抓取时的定位问题,完成非标加工产品的抓取,从而实现非标加工产品的上料的自动化。
4.一种基于非标加工的工件自适应定位抓取控制方法,包括:获取工件的位置信息和轮廓信息,根据预设抓取规则、位置信息和轮廓信息确定抓取机构的抓取轨迹,根据抓取轨迹完成抓取操作。
5.作为本发明的一种实施例,获取工件的位置信息,包括:根据预先固定设置在抓取机构抓取范围内的工件流水线内部的重量感应装置确定工件的位置信息。
6.作为本发明的一种实施例,获取工件的轮廓信息,包括:根据预先固定设置在抓取机构抓取范围内的工件流水线上方的轮廓传感装置确定工件的轮廓信息。
7.作为本发明的一种实施例,根据预设抓取规则、位置信息和轮廓信息确定抓取机构的抓取轨迹,包括:根据位置信息确定抓取机构运动到工件上方所需最短距离的第一运动轨迹;根据位置信息、轮廓信息和预设抓取规则确定抓取机构的最佳抓取位置;根据最佳抓取位置调整第一运动轨迹,得到抓取轨迹。
8.作为本发明的一种实施例,一种基于非标加工的工件自适应定位抓取控制方法,还包括:抓取完成后,根据工件的轮廓信息和预设轮廓信息确定调整角度,根据调整角度控制抓取机构对抓取工件进行对应调整,得到轮廓信息符合预设轮廓信息的抓取工件。
9.作为本发明的一种实施例,种基于非标加工的工件自适应定位抓取控制方法,还包括:调整完成后,根据预设下料位置,控制抓取机构对抓取工件进行下料操作。
10.作为本发明的一种实施例,一种基于非标加工的工件自适应定位抓取控制方法,还包括:下料完成后,根据调整角度确定恢复角度,根据恢复角度控制抓取机构进行角度恢复后复位。
11.作为本发明的一种实施例,一种基于非标加工的工件自适应定位抓取控制方法,还包括:获取工件流水线类型,若工件流水线类型为多类型工件混合流水线,根据工件的轮
廓信息确定第一工件类型;若存在多种第一工件类型,根据预先固定设置在抓取机构抓取范围内的工件流水线上方的图像获取装置获取工件的随机抓拍图像,根据工件的随机抓拍图像和第一工件类型确定第二工件类型;若仅存在一种第一工件类型,根据第一工件类型选取对应的预设抓取规则完成抓取操作;若存在多种第一工件类型,根据第二工件类型选取对应的预设抓取规则完成抓取操作。
12.作为本发明的一种实施例,根据工件的随机抓拍图像和第一工件类型确定第二工件类型,包括:预先构建不同类型的非标加工工件的工件三维模型,并进行工件特征分析和提取,生成多个工件的标准颜色特征数据;根据工件的随机抓拍图像,确定工件的实际颜色特征数据;基于所有第一工件类型对应的标准颜色特征数据,对工件的实际颜色特征数据进行特征相似度匹配,筛选得到与工件的实际颜色特征数据相似度最高的标准颜色特征数据作为目标颜色特征数据;获取目标颜色特征数据对应的第一工件类型作为第二工件类型。
13.作为本发明的一种实施例,一种基于非标加工的工件自适应定位抓取控制方法,还包括:若抓取机构同时存在多个抓取模块,当预设时间内,轮廓传感装置采集到多个工件的轮廓信息时,获取第一抓取模拟信息;其中,第一抓取模拟信息中包括与多个工件一一对应的抓取轨迹和轨迹移动指令;根据第一抓取模拟信息执行同步抓取模拟,每个抓取模块根据抓取轨迹移动下一预设单位距离前,判断移动下一预设单位距离的指令是否能够立即执行,若是,则开始执行移动下一预设单位距离的指令,若否,判断是否能立即执行移动方向调整指令,若是,执行移动方向调整指令,若否,等待至能够立即执行移动下一预设单位距离的指令或立即执行移动方向调整指令后,执行移动下一预设单位距离的指令或立即执行移动方向调整指令;完成同步抓取模拟,得到指令修改的第二抓取模拟信息;根据第二抓取模拟信息控制多个抓取模块完成抓取操作。
14.作为本发明的一种实施例,
15.本发明的有益效果为:
16.本发明提供一种基于非标加工的工件自适应定位抓取控制方法,用于在面对无法准确定位的非标加工产品时,自动适应生成抓取轨迹,解决产品抓取时的定位问题,完成非标加工产品的抓取,从而实现非标加工产品的上料的自动化。
17.本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书以及附图中所特别指出的结构来实现和获得。
18.下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
附图说明
19.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
20.图1为本发明实施例中一种基于非标加工的工件自适应定位抓取控制方法的流程图;
21.图2为本发明实施例中一种基于非标加工的工件自适应定位抓取控制方法中抓取轨迹的确定流程图;
22.图3为本发明实施例中一种基于非标加工的工件自适应定位抓取控制方法中第二工件类型的确定流程图。
具体实施方式
23.以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
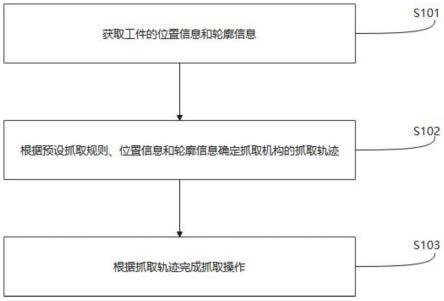
24.请参阅图1,本发明实施例提供了一种基于非标加工的工件自适应定位抓取控制方法,包括:s101、获取工件的位置信息和轮廓信息,s102、根据预设抓取规则、位置信息和轮廓信息确定抓取机构的抓取轨迹,s103、根据抓取轨迹完成抓取操作;
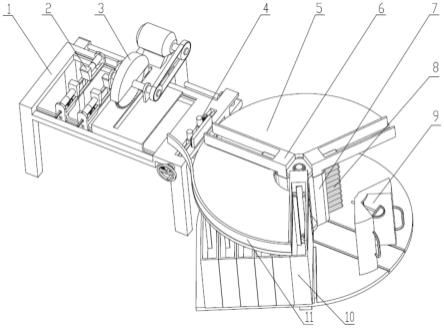
25.上述技术方案的工作原理为:在一个具体实施例中,一种基于非标加工的工件自适应定位抓取控制方法可用于一种自适应抓取装置,该抓取装置包括锥形导向结构、吸取机构和滑块机构,其中,该锥形导向结构基于工件的位置信息和轮廓信息,与该工件对应结构相配合,并根据预设抓取规则、位置信息和轮廓信息将吸取机构通过滑块机构导向至要求位置,从而实现对工件的拾取;
26.上述技术方案的有益效果为:用于在面对无法准确定位的非标加工产品时,自动适应生成抓取轨迹,解决产品抓取时的定位问题,完成非标加工产品的抓取,从而实现非标加工产品的上料的自动化。
27.在一个实施例中,获取工件的位置信息,包括:根据预先固定设置在抓取机构抓取范围内的工件流水线内部的重量感应装置确定工件的位置信息;
28.上述技术方案的有益效果为:上述技术方案有益于辅助定位工件的位置。
29.在一个实施例中,获取工件的轮廓信息,包括:根据预先固定设置在抓取机构抓取范围内的工件流水线上方的轮廓传感装置确定工件的轮廓信息;
30.上述技术方案的有益效果为:上述技术方案有益于辅助定位抓取工件的抓取位置。
31.请参阅图2,在一个实施例中,根据预设抓取规则、位置信息和轮廓信息确定抓取机构的抓取轨迹,包括:s201、根据位置信息确定抓取机构运动到工件上方所需最短距离的第一运动轨迹;s202、根据位置信息、轮廓信息和预设抓取规则确定抓取机构的最佳抓取位置;s203、根据最佳抓取位置调整第一运动轨迹,得到抓取轨迹;
32.上述技术方案的工作原理为:优选以抓取机构初始点为原点,根据位置信息提供的坐标确定抓取机构运动到工件上方所需最短距离的第一运动轨迹,若产品流水线在抓取产品时任处于运行状态,那么在计算抓取机构运动到工件上方所需最短距离的第一运动轨迹时还需加入损失函数,该损失函数用于计算抓取机构从运行至抓取到产品所花费的时间内根据产品流水线的运行速度位置信息发生的变化损失;由于非标加工流水线上的产品种类繁多,例如玻璃、陶瓷、蓝宝石、金属等材料均存在非标加工产品,若所有产品的抓取位置均相同的话,则可能存在抓取时抓取物平衡性不佳,导致下料困难的问题,例如,在抓取金属时,为使得抓取牢靠,通常会选择在金属材料四角同时吸附,而在抓取玻璃时,若选择在钢化玻璃材料四角同时吸附,则可能会导致钢化玻璃材料损坏,同样的,在抓取蓝宝石时,由于蓝宝石与金属材料的大小相差过大,仅需要对蓝宝石进行中心吸附便可使得抓取牢靠,因此,在选择抓取位置时需要根据位置信息、轮廓信息和预设抓取规则确定抓取机构的
最佳抓取位置,其中,预设抓取规则优选根据对应产品流水线上的产品类型进行确定,最后根据最佳抓取位置对第一运动轨迹进行微调,得到抓取轨迹,在一个具体实施例中,该抓取机构优选为上述一种自适应抓取装置;
33.上述技术方案的有益效果为:通过上述技术方案,在面对无法准确定位的非标加工产品时,自适应生成抓取轨迹,有益于解决非标加工产品的定位问题。
34.在一个实施例中,一种基于非标加工的工件自适应定位抓取控制方法,还包括:抓取完成后,根据工件的轮廓信息和预设轮廓信息确定调整角度,根据调整角度控制抓取机构对抓取工件进行对应调整,得到轮廓信息符合预设轮廓信息的抓取工件;
35.上述技术方案的工作原理为:当抓取完成后,为便于后续下料,根据工件的轮廓信息和预设轮廓信息确定调整角度,调整角度为工件的轮廓信息旋转为预设轮廓信息的角度变化步骤,该预设轮廓信息优选为用户根据产品类型指定的下料方式,再根据调整角度控制抓取机构对抓取工件进行对应调整,得到轮廓信息符合预设轮廓信息的抓取工件;在一个具体实施例中,一种基于非标加工的工件自适应定位抓取控制方法可用于一种自适应抓取装置,该自适应抓取装置还包括自动回复结构,当抓取完成后,自动回复结构会将工件调整至预设位置;
36.上述技术方案的有益效果为:通过上述技术方案,使得抓取时产品的位置误差不影响抓取后放置产品的精度,实现产品的精准放置。
37.在一个实施例中,一种基于非标加工的工件自适应定位抓取控制方法,还包括:调整完成后,根据预设下料位置,控制抓取机构对抓取工件进行下料操作;
38.上述技术方案的有益效果为:通过上述技术方案有益于实现产品的精准放置。
39.在一个实施例中,一种基于非标加工的工件自适应定位抓取控制方法,下料完成后,根据调整角度确定恢复角度,根据恢复角度控制抓取机构进行角度恢复后复位;
40.上述技术方案的工作原理为:在一个具体实施例中,一种基于非标加工的工件自适应定位抓取控制方法可用于一种自适应抓取装置,该自适应抓取装置还包括回转系统,内部设有自动回复结构,当下料完成后,回转系统会控制锥形导向结构、吸取机构和滑块机构自动复位,等待下次抓取操作;
41.上述技术方案的有益效果为:通过上述技术方案,下料完成后自动复位等待下次上料,从而实现非标加工产品的上下料自动化。
42.在一个实施例中,一种基于非标加工的工件自适应定位抓取控制方法,还包括:获取工件流水线类型,若工件流水线类型为多类型工件混合流水线,根据工件的轮廓信息确定第一工件类型;若存在多种第一工件类型,根据预先固定设置在抓取机构抓取范围内的工件流水线上方的图像获取装置获取工件的随机抓拍图像,根据工件的随机抓拍图像和第一工件类型确定第二工件类型;若仅存在一种第一工件类型,根据第一工件类型选取对应的预设抓取规则完成抓取操作;若存在多种第一工件类型,根据第二工件类型选取对应的预设抓取规则完成抓取操作;
43.上述技术方案的工作原理为:在实际情况中,由于不同公司的资金问题,为节约成本,对非标加工工件进行拾取的流水线可能仅设置一条或两条,此时,随着该流水线上的工件种类增多,仅采取在每条流水线设置预设抓取规则的方法已不再实用,为节约公司成本,提高抓取精准度,当确定工件流水线类型为多类型工件混合流水线时,根据工件的轮廓信
息确定第一工件类型,该确定方法优选为根据轮廓信息与预存的本公司所有非标加工工件的标准轮廓信息进行比对,这样的比对方式可以快速确定当前工件的工件类型,从而快速选择抓取规则;但由于同一家公司生产的非标工件大多都是大同小异,因此很有可能存在不同类型的工件的轮廓信息相同或相似,那么,当存在多种第一工件类型时,根据预先固定设置在抓取机构抓取范围内的工件流水线上方的图像获取装置获取工件的随机抓拍图像,根据工件的随机抓拍图像和第一工件类型确定第二工件类型;其中,图像获取装置优选设置在轮廓传感装置旁,获取方向优选朝着流水线运行方向设置,当轮廓传感装置识别到工件时,图像获取装置开始根据轮廓信息随机抓拍工件图像,即当获取画面中存在与轮廓信息相似的物体时,图像获取装置启动;最后根据第一工件类型和第二工件类型中选出相适配的工件类型确定预设抓取规则完成抓取操作;
44.上述技术方案的有益效果为:通过上述技术方案,为低成本公司提供低成本拾取方案,同时,在多流水线的公司内,当工件订单减少时,也可通过临时关闭多条流水线采取混合流水线的方式降低成本,且通过上述技术方案,有益于提高工件类型的识别精准度。
45.请参阅图3,在一个实施例中,根据工件的随机抓拍图像和第一工件类型确定第二工件类型,包括:s301、预先构建不同类型的非标加工工件的工件三维模型,并进行工件特征分析和提取,生成多个工件的标准颜色特征数据;s302、根据工件的随机抓拍图像,确定工件的实际颜色特征数据;s303、基于所有第一工件类型对应的标准颜色特征数据,对工件的实际颜色特征数据进行特征相似度匹配,筛选得到与工件的实际颜色特征数据相似度最高的标准颜色特征数据作为目标颜色特征数据;s304、获取目标颜色特征数据对应的第一工件类型作为第二工件类型;
46.上述技术方案的工作原理为:在实际情况中,不同材料的非标加工产品因非标加工后,可能存在轮廓信息相同的情况,但由于材料的性质不同,那么非标加工后材料的颜色特征也存在差别,因此,在轮廓信息相同或相似的情况下,为精准确定工件的工件类型具体包括如下操作:预先构建不同类型的非标加工工件的工件三维模型,并进行工件特征分析和提取,生成多个工件的标准颜色特征数据;多个工件的标准颜色特征数据即本公司内所有类型非标加工工件的标准颜色特征数据,该步骤可以在流水线运行时自动完成,也可通过用户提前录入完成;然后根据工件的随机抓拍图像,确定工件的实际颜色特征数据,并基于所有第一工件类型对应的标准颜色特征数据,对工件的实际颜色特征数据进行特征相似度匹配,筛选得到与工件的实际颜色特征数据相似度最高的标准颜色特征数据作为目标颜色特征数据,由于加工场所的采光问题,所以选择与工件的实际颜色特征数据相似度最高的标准颜色特征数据作为目标颜色特征数据,若为加工场所提供稳定的灯源,则可以提高特征相似度匹配精度,最后获取目标颜色特征数据对应的第一工件类型作为第二工件类型;
47.上述技术方案的有益效果为:通过上述技术方案,采用材料的颜色特征的区别,并从首次筛选出的第一工件类型中根据颜色特征进行二次筛选,有益于提高筛选精度,同时从首次筛选出的类型中进行二次筛选有益于降低筛选时间。
48.在一个实施例中,一种基于非标加工的工件自适应定位抓取控制方法,还包括:若抓取机构同时存在多个抓取模块,当预设时间内,轮廓传感装置采集到多个工件的轮廓信息时,获取第一抓取模拟信息;其中,第一抓取模拟信息中包括与多个工件一一对应的抓取
轨迹和轨迹移动指令;根据第一抓取模拟信息执行同步抓取模拟,每个抓取模块根据抓取轨迹移动下一预设单位距离前,判断移动下一预设单位距离的指令是否能够立即执行,若是,则开始执行移动下一预设单位距离的指令,若否,判断是否能立即执行移动方向调整指令,若是,执行移动方向调整指令,若否,等待至能够立即执行移动下一预设单位距离的指令或立即执行移动方向调整指令后,执行移动下一预设单位距离的指令或立即执行移动方向调整指令;完成同步抓取模拟,得到指令修改的第二抓取模拟信息;根据第二抓取模拟信息控制多个抓取模块完成抓取操作;
49.上述技术方案的工作原理为:在实际情况中,由于不同公司的资金问题,为节约成本,对非标加工工件进行拾取的流水线可能仅设置一条或两条,但在流水线数量不多的时候,工件的数量依然会随着订单的增加而变多,此时若因一时的订单剧增便增加流水线的数量则会导致后续淡季时存在流水线空余的情况出现,不利于公司的发展,因此,在流水线数量不多的时候,随着工件数量的增多增设抓取机构成为一种可行的方式,现有的多抓取机构同时抓取的方式通常采用顺序抓取的方式,即设置多台抓取机构分别铺设在流水线的抓取范围内,当一个工件被识别后,第一台抓取机构对工件进行抓取,此时第一台抓取机构处于运行状态,无法对后续工件进行抓取,当后续工件进入第二台抓取机构的抓取范围时,第二台抓取机构对工件进行抓取,以此类推,但该方式需要同时购买铺设多台抓取机构,且通过顺序抓取的方式进行抓取时,当工件出现的数量不规律时,即一会出现小批量的工件一会出现大批量的工件,则在出现小批量的工件时,顺序越往后的抓取机构往往会长时间处于待机状态,而在出现大批量的工件时则会导致第一台抓取机构完成第一次抓取后,大批量的工件已经超过了第一台抓取机构的抓取范围,抓取效率不高,且同时铺设多台抓取机构占地面积太大,不适合为节约成本的公司使用;
50.为解决上述问题,本方案提出了一种多抓取模块同步模拟抓取的方法,在一个具体实施例中,在预设时间内,轮廓传感装置采集到n-1个工件的轮廓信息,n为多个,n-1即未达到一个抓取模块处理工件数量的上限,其中,多个工件的数量优选为一个抓取模块处理工件数量的上限,此时一个抓取模块根据抓取轨迹进行正常抓取,当第一个抓取模块在抓取过程中,轮廓传感装置又采集到了n个工件的轮廓信息,n大于1,根据前述抓取轨迹的确定方法,确定第一抓取模拟信息,轨迹移动指令根据抓取轨迹生成,由于轮廓传感装置距离抓取机构的抓取范围存在一定距离,在工件通过这段距离的时间内,抓取机构根据第一抓取模拟信息执行同步抓取模拟,其中,每一抓取模块在进行同步抓取模拟前已根据轮廓信息和位置信息确定将要抓取的工件,同步抓取模拟的具体模拟包括:在每个抓取模块根据抓取轨迹移动下一预设单位距离前,判断移动下一预设单位距离的指令是否能够立即执行,得到第一判断结果,其中,移动下一预设单位距离的指令包括方向和距离,距离为预设单位距离;若第一判断结果为是,则开始执行移动下一预设单位距离的指令,若第一判断结果为否,判断是否能立即执行移动方向调整指令,得到第二判断结果,该移动方向调整指令优选为对应轨迹移动指令中不与下一预设单位距离的指令方向相同的指令,例如,一条完整的轨迹移动指令为向左移动5个预设单位距离,然后向下移动4个预设单位距离,此时,在执行向左移动第3个预设单位距离的指令时因第一判断结果为否,则此时的调整指令为向下移动一个预设单位距离;若第二判断结果为是,执行移动方向调整指令,若第二判断结果为否,等待至能够立即执行移动下一预设单位距离的指令或立即执行移动方向调整指令
后,执行移动下一预设单位距离的指令或立即执行移动方向调整指令,根据上述步骤逐渐完成同步抓取模拟,得到指令修改的第二抓取模拟信息,并根据第二抓取模拟信息控制多个抓取模块完成抓取操作;
51.上述技术方案的有益效果为:通过上述技术方案,同时设置多个抓取模块有益于降低抓取成本,通过对抓取模块的抓取指令进行模拟修正有益于提高抓取效率和防止抓取时存在碰撞等事故。
52.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。